1.本发明涉及吸塑包装盒包装设备领域,具体涉及用于对折式吸塑包装盒的折边机。
背景技术:
2.吸塑包装盒是常用的一种包装用吸塑工艺生产出塑料制品,并用相应的设备对产品进行封装的总称,将吸塑包装盒片材经过高温加热后经过真空吸气、冷却成型为塑料盒状。
3.对折式吸塑包装盒即由具有容置物品的型腔的泡壳及一体成型在泡壳开口一边的盖体构成的包装盒,其在进行包装时只用将物品放置在型腔中然后将另一边的盖体翻过来与泡壳紧密连接,一般都是通过在泡壳与盖体之间设置卡接结构促使盖体在翻转与泡壳接触后被限位,只有收到足够大的拉力时才能将盖体脱离与泡壳的紧密连接处。
4.现有技术中五金工具、生活用品都会使用到这种对折式吸塑包装盒,其在包装时一般需要通过手工将物品放置在泡壳的型腔中,然后手工在盖体上插设一张纸卡,为了起到宣传作用或者对物品的使用方法进行说明,纸卡一般会设计成说明书,然后将盖体手工压紧在泡壳上对型腔进行相对的密封,盖体与泡壳之间通过卡接结构连接。
5.由上可以看出,现有技术中在进行此类包装时所有的包装工序都是通过人工来完成的,不仅费时费力且生产效率由工人的工作效率及工作强度决定,导致生产效率不稳定且工作劳动强度大,有必要对此进行改进。
技术实现要素:
6.本发明所要解决的技术问题在于针对上述现有技术的不足,提供提高装配效率,节省人工,半自动化的用于对折式吸塑包装盒的折边机。
7.为实现上述目的,本发明提供了如下技术方案:用于对折式吸塑包装盒的折边机,包括机架,其特征在于:所述机架沿水平方向布设有输送机构,机架在输送机构工作方向的末端设有成品输出结构,所述输送机构中均布有用于放置对折式吸塑包装盒的输送工位,对折式吸塑包装盒包括具有容置腔的盒体及一体成型于盒体一端的盖体,盖体可翻转盖设在盒体上,所述机架下方设有用于驱动输送机构传动的驱动源,所述机架上依次架设有用于在盖体中放置纸卡的纸卡放置工位、设于纸卡放置工位后方用于对经过放置纸卡的对折式吸塑包装盒的盒体的容置腔中添加物料的第二放料部、将盖体顶起的顶盖工位、设于顶盖工位后方将顶起的盖体向靠近盒体一端翻转的翻转工位以及设置于顶盖工位相对靠近翻转工位另一端的压紧工位。
8.采用上述技术方案,本发明的工作原理为:首先通过人工在每个输送工位中放置对折式吸塑包装盒,通过输送机构将输送工位置于纸卡放置工位下方时,纸卡放置工位对对折式吸塑包装盒的盖体上放置纸卡,通常纸卡都做成说明书、手册等,然后在第二放料部将经过纸卡放置工位的对折式吸塑包装盒的盒体容置腔中放置物料,放置有纸卡及物料的
对折式吸塑包装盒经输送带输送到顶盖工位处时,顶盖工位将放置有纸卡的盖体顶起,再通过翻转工位将盖体朝靠近盒体的一端翻转并与盒体重合,随后通过设置在顶盖工位之前的压紧工位将盒体与盖体压紧,由于对折式吸塑包装盒其盖体与盒体之间都有卡扣结构,因此,通过压紧工位后两者能在卡扣结构的作用下紧密扣合,对于需要放置纸卡的对折式吸塑包装盒其纸卡也会在卡扣结构的作用下位于盖体中,较难取出,也就表示在放置纸卡后纸卡不会随着翻转机构脱离盖体,现有技术中、放置纸卡、放置物料、扣合压紧均是通过人工完成的,若对折式吸塑包装盒之间的卡扣结构较为紧密时,人工需要使用较大的力气才能完成一次装配,不仅耗时耗力且工作效率不高,本发明通过将其改成半自动化,只需要人工将对折式吸塑包装盒放置在输送工位中、并及时将物料放置在容置腔中即可,简化了具有对折式吸塑包装盒的日用品、五金用品的手工操作工序,大大提高了包装效率且减轻了工人的劳动强度,在完成装配后的成品通过成品输送机构输出机架,可在成品输送机构下方设置收集蓝对成品进行收集,进一步提高生产效率。
9.上述的用于对折式吸塑包装盒的折边机可进一步设置为:所述顶盖工位包括所处水平面低于输送工位的多个顶料部,所述顶料部远离输送工位的一端设有驱动顶料部升降的顶料部驱动结构。
10.采用上述技术方案,顶料部的数量设置为一每一列的输送工位数量相一致,保证各列的每一输送工位上的对折式吸塑包装盒的盖体在顶料部时都能被顶起,设置顶料部驱动结构,当需要顶起盖体时通过顶料部驱动结构将盖体顶起,顶起后顶料部驱动结构回位,防止顶料部将其他部位也顶起,造成装置失效,具体的动作配合可通过外部控制系统,例如plc等进行控制,本发明仅提供机械方案,控制系统在此不做赘述。
11.上述的用于对折式吸塑包装盒的折边机可进一步设置为:所述翻转工位包括可沿水平方向往复移动的推料架、所述机架上设置有用于安装推料架的支撑架,所述支撑架上设有驱动推料架沿水平方向往复移动的推料架驱动结构。
12.采用上述技术方案,通过推料架驱动结构来驱动推料架工作,在盖体被顶料机构顶起后,推料架在推料架驱动结构的作用下将盖体推向盒体的方向,视觉上就是盖体被折向盒体。
13.上述的一种用于对折式吸塑包装盒的折边机可进一步设置为:压紧工位包括压紧件及驱动压紧件斜向移动并压紧在翻转重合后的对折式吸塑包装盒上的压紧件驱动结构。
14.采用上述技术方案,压紧件在压紧件驱动结构的作用下斜向运动,由于压紧工位布制在翻转工位之前但其动作顺序又在翻转工位之后,翻转工位在工作时会往靠近压紧工位的方向移动,若将压紧工位设置呈垂直机架方向布设的压紧件及驱动压紧件沿垂直方向移动的压紧件驱动结构将难免与翻转工位之间产生干涉,造成动作失败,斜向设置的压紧件驱动结构具有让位作用,提供更大的设计空间。
15.上述的用于对折式吸塑包装盒的折边机可进一步设置为:所述顶料部包括多个间隔设置的顶杆,各顶杆远离输送工位的一端均安装于同步板,所述机架在同步板下方设置有同步板驱动气缸,所述同步板驱动气缸通过同步板驱动气缸支撑架安装于机架。
16.采用上述技术方案,通过将顶料部设置为多个间隔设置的顶杆,顶杆数量设置为与每一列的输送工位数量相同,通过同步板驱动气缸驱动同步板联动顶杆上下实现顶盖作用。
17.上述的用于对折式吸塑包装盒的折边机可进一步设置为:所述推料架包括两组相对设立的安装板,安装板之间穿设有相对设置的导向丝杆,所述导向丝杆上设置有可沿导向丝杆滑移的推料板,推料板通过螺母副安装在导向丝杆上,其中一安装板上固定安装有伺服电机,其中一导向丝杆穿过该安装板并安装有第一同步轮,所述伺服电机上设置有第二同步轮,第一同步轮与第二同步轮之间通过同步带同步转动。
18.采用上述技术方案,通过伺服电机控制推料板沿导向丝杆往复运动,不仅控制精准且传动速度较快。
19.上述的用于对折式吸塑包装盒的折边机可进一步设置为:所述压紧件驱动机构包括压紧件驱动气缸、压紧件驱动气缸安装座、压紧件设置于压紧件驱动气缸的活塞杆上,所述压紧件驱动气缸安装座上设置有一安装斜面,所述压紧件驱动气缸安装于安装斜面,所述压紧件相对连接压紧件驱动气缸的另一端设置有呈水平设置的压紧面。
20.采用上述技术方案,虽然压紧件驱动机构为斜向设置,但是其最终压紧时是通过水平设置的压紧面与对折式吸塑包装盒结构的,保证压紧时对折式吸塑包装盒受到的作用力位于一个平面上,提高压紧效果。
21.上述的用于对折式吸塑包装盒的折边机可进一步设置为:所述机架在压紧工位后方还设有用于再次将对折式吸塑包装盒进行压紧的二次压紧工位。
22.采用上述技术方案,部分对折式吸塑包装盒可能在经过压紧工位后包装盒之间的卡扣结构没有卡接的那么到位,通过二次压紧工位再次对对折式吸塑包装盒进行压紧,保证包装盒之间的卡扣效果,防止内部物品在运输时由于卡扣的松动而脱出。
23.本发明的有益效果为:提高装配效率,节省人工,半自动化的机械取代大量的人工装配工序,降低工人重复劳动率。
24.下面结合附图和实施例对本发明作进一步详细说明。
附图说明
25.图1为本发明实施例的立体示意图1。
26.图2为本发明实施例的立体示意图2。
27.图3为对折式吸塑包装盒的结构示意图。
28.图4为本发明实施例的顶盖工位结构示意图。
29.图5为本发明实施例的翻转工位结构示意图。
30.图6为本发明实施例的压紧工位结构示意图。
具体实施方式
31.参见图1
‑
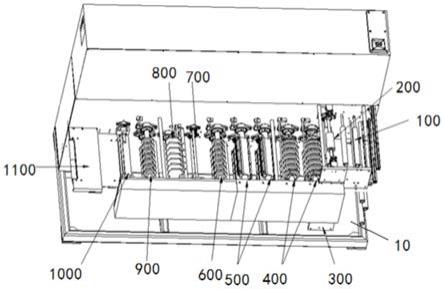
图6所示:用于对折式吸塑包装盒的折边机,包括机架1,机架1沿水平方向布设有输送机构2,机架1在输送机构2工作方向的末端设有成品输出结构3,输送机构2可以为链条式输送机构,设置多个链条21,每个链条21上布设多个输送工位22,输送工位22上的对折式吸塑包装盒3在输送机构2的作用下运动到位于机架1下方时将在重力的作用下掉到成品输出结构4上,由成品输出结构4输出,成品输出结构4可设置为输送带等机构,对折式吸塑包装盒3包括具有容置腔301的盒体31及一体成型于盒体31一端的盖体32,盖体32可翻转盖设在盒体31上,盖体32与盒体31之间设置有卡扣结构,机架1下方设有用于驱动输送
机构2传动的驱动电机(图中未示出),机架1上依次架设有用于在盖体32中放置纸卡的纸卡放置工位5、设于纸卡放置工位5后方用于对经过放置纸卡的对折式吸塑包装盒3的盒体31的容置腔301中添加物料的第二放料部6、第二放料部6就是位于纸卡放置工位5后方一点的机架1两侧,工人站在该处持续不断的对每个容置腔301中放置物料、将盖体32顶起的顶盖工位7、设于顶盖工位7后方将顶起的盖体32向靠近盒体31一端翻转的翻转工位8以及设置于顶盖工位7相对靠近翻转工位8另一端的压紧工位9,顶盖工位7包括所处水平面低于输送工位22的多个顶料部,顶料部远离输送工位22的一端设有驱动顶料部升降的顶料部驱动结构,顶料部包括多个间隔设置的顶杆701,各顶杆701远离输送工位22的一端均安装于同步板702,机架1在同步板702下方设置有同步板驱动气缸703,同步板驱动气缸703通过同步板驱动气缸支撑架704安装于机架1,翻转工位8包括可沿水平方向往复移动的推料架81、机架1上设置有用于安装推料架81的支撑架82,支撑架82上设有驱动推料架81沿水平方向往复移动的推料架驱动结构,推料架驱动结构包括两组相对设立的安装板83,安装板83之间穿设有相对设置的导向丝杆84,导向丝杆84上设置有可沿导向丝杆84滑移的推料板85,推料板85通过螺母副安装在导向丝杆84上,其中一安装板83上固定安装有伺服电机86,其中一导向丝杆84穿过该安装板83并安装有第一同步轮841,伺服电机86上设置有第二同步轮861,第一同步轮841与第二同步轮861之间通过同步带862同步转动,压紧工位9包括压紧件91及驱动压紧件91斜向移动并压紧在翻转重合后的对折式吸塑包装盒3上的压紧件驱动结构,压紧件驱动机构包括压紧件驱动气缸92、压紧件驱动气缸安装座93、压紧件91设置于压紧件驱动气缸92的活塞杆921上,压紧件驱动气缸安装座93上设置有一安装斜面931,压紧件驱动气缸92安装于安装斜面931,压紧件91相对连接压紧件驱动气缸921的另一端设置有呈水平设置的压紧面911。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。