1.本公开涉及编织领域,具体涉及编织管制作方法及工装。
背景技术:
2.目前,编织管(例如血管支架)的制作过程通常是先将丝线围绕内芯进行编织,使丝线相互交叉形成编织体,再将编织体加热定型后从内芯上取下,从而得到编织管。由于丝线在编织时处于拉伸状态,热定型后的编织体会在丝线张力的作用下紧紧包覆内芯的表面,致使二者难以分离,若操作不当会破坏编织管的结构,降低制造的成品率。
3.因此,有必要提出一种新的制作编织管的技术方案。
技术实现要素:
4.本公开提出了编织管制作方法及工装。
5.第一方面,本公开提供了一种编织管制作方法,包括:
6.将丝线围绕外管的外表面进行编织,得到编织体,其中,所述外管由至少两个外管单元拼合形成,所述外管的端面由各所述外管单元共同形成;
7.对所述编织体进行热定型处理;
8.将所述外管拆分为所述至少两个外管单元,以及将各所述外管单元从所述编织体内取出,以得到编织管。
9.在一些可选的实施方式中,所述至少两个外管单元的内表面固定在内芯的外表面;
10.可选地,所述至少两个外管单元的内表面通过加热失粘材料粘合在所述内芯的外表面;以及
11.所述将所述外管拆分为所述至少两个外管单元,包括:
12.通过加热使所述至少两个外管单元与所述内芯脱离。
13.在一些可选的实施方式中,所述至少两个外管单元的内表面固定在中间管的外表面,所述中间管由至少两个中间管单元拼接形成,所述中间管的端面由各所述中间管单元共同形成,所述至少两个中间管单元的内表面固定在内芯的外表面;
14.可选地,所述至少两个外管单元的内表面通过加热失粘材料粘合在所述中间管的外表面,所述至少两个中间管单元的内表面通过加热失粘材料粘合在所述内芯的外表面;以及
15.所述将所述外管拆分为所述至少两个外管单元,包括:
16.通过加热使所述至少两个外管单元与所述中间管脱离,以及使所述至少两个中间管单元与所述内芯脱离;
17.可选地,所述外管与至少两个中间管固定连接,每个所述中间管与相应的内芯固定连接;
18.可选地,每个所述中间管的一部分延伸至所述外管的外部;
19.可选地,至少两层所述中间管依次嵌套,最外层的所述中间管与所述外管连接,最内层的所述中间管与所述内芯连接;
20.可选地,至少两个所述外管分别与至少两个所述内芯一一对应连接,至少两个所述内芯通过套接、粘接、螺纹连接和卡扣连接中的任一方式相互连接。
21.在一些可选的实施方式中,所述外管的外径大于0.5毫米并且小于60毫米,所述外管的长度大于5毫米并且小于300毫米。
22.在一些可选的实施方式中,所述外管单元的内表面和所述内芯的外表面的连接方式和/或所述外管单元的内表面和所述中间管的外表面的连接方式选自加热失粘材料粘接、可溶性材料粘接、卡扣连接和螺纹连接。
23.第二方面,本公开提供了一种用于制作编织管的工装,包括:
24.外管,由至少两个外管单元拼合形成,所述外管的端面由各所述外管单元共同形成。
25.在一些可选的实施方式中,所述至少两个外管单元的内表面固定在内芯的外表面;
26.可选地,所述至少两个外管单元的内表面通过加热失粘材料粘合在所述内芯的外表面。
27.在一些可选的实施方式中,所述至少两个外管单元的内表面固定在中间管的外表面,所述中间管由至少两个中间管单元拼接形成,所述中间管的端面由各所述中间管单元共同形成,所述至少两个中间管单元的内表面固定在内芯的外表面;
28.可选地,所述至少两个外管单元的内表面通过加热失粘材料粘合在所述中间管的外表面,所述至少两个中间管单元的内表面通过加热失粘材料粘合在所述内芯的外表面;
29.可选地,所述外管与至少两个中间管固定连接,每个所述中间管与相应的内芯固定连接;
30.可选地,每个所述中间管的一部分延伸至所述外管的外部;
31.可选地,至少两层所述中间管依次嵌套,最外层的所述中间管与所述外管连接,最内层的所述中间管与所述内芯连接;
32.可选地,至少两个所述外管分别与至少两个所述内芯一一对应连接,至少两个所述内芯通过套接、粘接、螺纹连接和卡扣连接中的任一方式相互连接。
33.在一些可选的实施方式中,所述外管的外径大于0.5毫米并且小于60毫米,所述外管的长度大于5毫米并且小于300毫米。
34.在一些可选的实施方式中,所述外管单元的内表面和所述内芯的外表面的连接方式和/或所述外管单元的内表面和所述中间管的外表面的连接方式选自加热失粘材料粘接、可溶性材料粘接、卡扣连接和螺纹连接。
35.在本公开实施例提供的编织管制作方法及工装中,利用由至少两个外管单元拼合形成的外管进行编织,在编织完成后可以将外管拆分为至少两个外管单元,解除原有的管状结构,降低编织体对工装的包覆作用,从而使编织体能够容易地从工装上取下,避免对编织管的结构造成破坏,提高编织管的成品率。
附图说明
36.为了更清楚地说明本公开实施例的技术方案,下面将对本公开实施例描述中所需要使用的附图作简单的介绍;此处所说明的附图用来提供对本公开的进一步理解,构成本公开的一部分,本公开的示意性实施例及其说明用于解释本公开,并不构成对本公开的不当限定。
37.图1
‑
图6是根据本公开实施例的用于制作编织管的工装的第一示意图至第六示意图;
38.图7是利用本公开实施例的工装进行编织管制作的示意图。
39.附图标记说明:100、外管;110、第一外管单元;120、第二外管单元;200、中间管;210、第一中间管单元;220、第二中间管单元;300、内芯;800、丝线;900、编织机。
具体实施方式
40.下面结合附图和实施例对本公开作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与有关发明相关的部分。
41.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
42.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
43.在本发明的描述中,需要说明的是,在不冲突的情况下,本公开中的实施例及实施例中的特征可以相互组合。
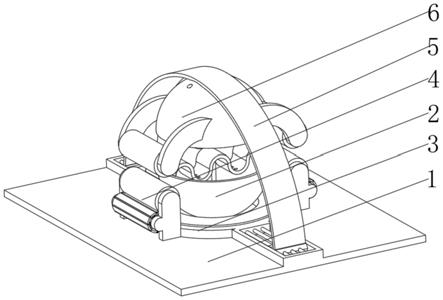
44.图1和图2是根据本公开实施例的用于制作编织管的工装的第一示意图和第二示意图,其中,图1中的视角和图2中的视角为垂直关系。
45.如图1和图2所示,本实施例中的工装包括外管100、中间管200和内芯300。如图1所示,外管100进一步包括两个外管单元,即第一外管单元110和第二外管单元120。如图2所示,中间管200进一步包括两个中间管单元,即第一中间管单元210和第二中间管单元220。
46.图3是根据本公开实施例的用于制作编织管的工装的第三示意图,其中将外管100进行了拆分,以便示出其内部结构。在工装为组合状态时,第一外管单元110和第二外管单元120的内表面固定设置在中间管200的外表面,二者相互拼接形成外管100。类似地,第一中间管单元210和第二中间管单元220的内表面固定设置在内芯300的外表面,二者相互拼接形成中间管。内芯300可以是实心结构,也可以是空心结构(即管状)。
47.图4是根据本公开实施例的用于制作编织管的工装的第四示意图,其示出了工装的端部。如图4所示,外管100的端面由第一外管单元110和第二外管单元120共同形成。第一外管单元110和第二外管单元120的端面均为圆弧状。在忽略外管单元厚度的情况下,第一
外管单元110和第二外管单元120的端面均为(或者近似为)弧线。在考虑外管单元厚度的情况下,第一外管单元110和第二外管单元120的端面均为(或者近似为)扇环。类似地,第一中间管单元210和第二中间管单元220的端面也为圆弧状。在工装为组合状态时,第一外管单元110和第二外管单元120的端面可以拼合成一完整的圆周(不考虑厚度)或者圆环(考虑厚度),从而形成外管100的端面。
48.进一步地,第一外管单元110和第二外管单元120的端面对应的圆弧角均为90度,即第一外管单元110和第二外管单元120均为半圆状。
49.如图4所示,内芯300、中间管200和外管100自内向外依次排布。其中,第一外管单元110和第二外管单元120相互靠近的表面(即图中第一外管单元110的下表面和第二外管单元120的上表面)彼此间隔一定的距离。类似的,第一中间管单元210和第二中间管单元220的相互靠近的表面(即第一中间管单元210的左表面和第二中间管单元220的右表面)彼此间隔一定的距离。在其他例子中,第一外管单元110和第二外管单元120相互靠近的表面可以直接接触。类似地,第一中间管单元210和第二中间管单元220的相互靠近的表面可以直接接触。
50.在一个例子中,可以通过粘合剂将第一外管单元110和第二外管单元120的内表面粘合在中间管200的外表面。其中,粘合剂可以是加热失粘材料(例如加热失粘胶),其在一定温度(例如室温)下具有粘性,在受热后失去粘性。此种情况下,可以通过加热使粘合剂失去粘性,从而使第一外管单元110和第二外管单元120的内表面与中间管200的外表面脱离,以完成外管100的拆分。
51.在一个例子中,外管单元和中间管200之间的粘合剂可以是可溶性材料。此种情况下,可以将工装置于溶剂中以便使粘合剂溶解,从而使第一外管单元110和第二外管单元120的内表面与中间管200的外表面脱离,以完成外管100的拆分。
52.在一个例子中,可以通过可拆卸结构(例如卡扣结构、螺纹结构等)将第一外管单元110和第二外管单元120的内表面与中间管200的外表面固定连接。此种情况下,可以通过解除第一外管单元110和第二外管单元120与中间管200之间的可拆卸结构,使第一外管单元110和第二外管单元120的内表面与中间管200的外表面脱离,以完成外管100的拆分。
53.类似地,可以采用加热失粘性粘合剂、可溶性粘合剂或者可拆卸结构等将第一中间管单元210和第二中间管单元220的内表面与内芯300的外表面固定连接,并且可以采用相应方式完成中间管200的拆分,这里不再赘述。
54.在本实施例中,内芯300可以对中间管200起到定形作用,中间管200可以对外管100起到定形作用。在编织完成后,可以先将内芯300从中间管200中取出,以便解除中间管200的管状结构,使其容易从外管100中取出。在此基础上,可以将中间管200从外管100中取出,以便解除外管100的管状结构,使其容易从编织体内取出。
55.在本实施例中,外管100由第一外管单元110和第二外管单元120拼合形成,在编织完成后可以将外管100拆分为第一外管单元110和第二外管单元120,解除原有的管状结构,减小编织体对工装的包覆力,从而使编织体能够容易地从工装上取下,避免对编织管的结构造成破坏,提高编织管的成品率。
56.在本实施例中,如图3所示,外管100内设置有两个中间管200,每个中间管200内设置有相应的内芯300。如此,有利于减小每个中间管200的长度,进而减小每个中间管200与
外管100之间的摩擦力,使其更容易取出。进一步地,每个中间管200的一部分延伸至外管100的外部。在取出中间管200的过程中可以握持该延伸在外的部分,方便进行操作。
57.类似地,内芯300的一部分延伸至中间管200的外部,在取出内芯300的过程中可以握持该延伸在外的部分,方便进行操作。
58.在本实施例中,外管100的外径可以大于0.5毫米并且小于60毫米,外管100的长度可以大于5毫米并且小于300毫米。外管100的内径可以根据其外径和管壁厚度确定。
59.在本实施例中,外管100包括两个外管单元。在其他实施例中,外管100可以包括其他数目(例如3个或者5个等)的外管单元。
60.本实施例中的工装可以存在以下变形方式。
61.在一种变形方式中,可以增加中间管200的层数,即两层以上的中间管200依次嵌套,内芯300与最内层中间管200的内表面固定连接,外管100与最外层中间管200的外表面固定连接。此种情况下,在编织完成后,可以由内至外逐个取出中间管200,直至将最外层中间管200从外管100内取出。
62.在一种变形方式中,可以去除中间管200,将第一外管单元110和第二外管单元120的内表面直接固定在内芯300的外表面。此种情况下,在编织完成后,可以将内芯300从外管100中取出,以便解除外管100的管状结构,使其容易从编织体内取出。
63.在一种变形方式中,可以同时去除中间管200和内芯300,只保留外管100。其中,外管100的外管单元之间可以通过加热失粘性粘合剂、可溶性粘合剂或者可拆卸结构等直接连接。此种情况下,在编织完成后,可以直接将外管100拆分为外管单元,并将外管单元从编织体内取出。
64.在一种变形方式中,外管100的端面的外轮廓和/或内轮廓可以是圆形之外的其他形状,例如方形、三角形、梯形或者椭圆形等。如图5所示,外管100的端面的内轮廓(忽略第一外管单元110和第二外管单元120之间的缝隙)为方形,相应地中间管200的端面的外轮廓也为方形。此种情况下,中间管100能够使第一外管单元110和第二外管单元120的定位更加稳定。此外,中间管200的端面的内轮廓和内芯300的端面的外轮廓也为方形。如图6所示,外管100的端面的内轮廓(忽略第一外管单元110和第二外管单元120之间的缝隙)为方形。此种情况下,外管100可以用于编织方形管。
65.在一种变形方式中,至少两个外管100可以直接或者通过中间管200分别与至少两个内芯300一一对应连接,至少两个内芯300可以通过粘接、螺纹连接、卡扣连接或者铆钉连接等方式沿轴向相互连接,以便形成较长的外管结构,进而得到较长的编织体。
66.本实施例还提供一种编织管的制造方法,该方法可以由如图7所示的编织机900执行。该方法包括以下步骤。
67.首先,将丝线800围绕外管100的外表面进行编织,得到编织体。该外管100的具体结构可参见前文描述。
68.其次,对编织体进行热定型处理。
69.最后,将外管100拆分至少两个外管单元,以及将各外管单元从编织体内取出,以得到编织管。
70.在利用加热失粘性粘合剂将第一外管单元110和第二外管单元120的内表面粘合在中间管200的外表面的情况下,热定型步骤中的高温可以使粘合剂失去粘性,从而使第一
外管单元110和第二外管单元120的内表面与中间管200的外表面脱离,外管100被自然拆分为第一外管单元110和第二外管单元120。类似地,热定型步骤中的高温也可以使第一中间管单元210和第二中间管单元220的内表面与内芯300的外表面脱离,中间管200被自然拆分为第一中间管单元210和第二中间管单元220。
71.在热定型处理后,可以先将内芯300从中间管200中取出,以便解除中间管200的管状结构,使其容易从外管100中取出。在此基础上,可以将中间管200从外管100中取出,以便解除外管100的管状结构,使其容易从编织体内取出。
72.本实施例中的编织方法,利用由至少两个外管单元拼合形成的外管100进行编织,在编织完成后可以将外管100拆分为至少两个外管单元,解除原有的管状结构,降低编织体对工装的包覆作用,从而使编织体能够容易地从工装上取下,避免对编织管的结构造成破坏,提高编织管的成品率。
73.本实施例中的编织方法及工装可应用于医疗器械领域,其中,编织管可以是任意由编织方式制成的产品。编织管可以是密网支架、取栓支架、弹簧圈辅助支架或者扩张支架等产品,其可应用主动脉、髂动脉、股动脉、锁骨下静脉、弓动脉、冠状动脉和颈动脉以及颈内动脉椎动脉等任意类型的人体内血管。编织管可以是网状支架、管状支架、缠绕型支架或者环状支架,可以是球囊膨扩张型支架或者自膨胀支架。编织管还可以是支架以外的其他血管内产品,例如腔内扰流装置、封堵装置、输送装置、远端保护装置或者弹簧圈等。
74.以上描述仅为本公开的较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本公开中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离上述发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本公开中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。