1.本发明涉及无纺布生产技术领域,尤其涉及一种特殊无纺布的制备工艺及设备。
背景技术:
2.保温帘是北方冬季使用广泛的一种保温材料,常被用于蔬菜大棚、建筑门窗的保温,现有的保温帘为了降低成本常使用废旧棉絮制成,这使得保温帘的整体重量较重,对保温帘的使用造成很大的不便,并且保温效果不佳。而对于保温效果好的羽绒材料制成的保温帘,其成本又太高,难以在蔬菜大棚以及建筑门窗处进行大范围的广泛适用。
技术实现要素:
3.本发明的目的之一是提供一种特殊无纺布的制备工艺,在熔喷纤维中加入长丝纤维制成特殊无纺布,利用长丝纤维限制熔喷纤维的纠缠状态,从而提高该特殊无纺布的蓬松度,提高该特殊无纺布的保温效果。
4.本发明的上述技术目的是通过以下技术方案得以实现的:
5.一种特殊无纺布的制备工艺,首先利用熔喷法制备出熔喷纤维,在熔喷纤维喷射出的过程中不断向熔喷纤维中喂入长丝纤维,所述长丝纤维为一种偏心皮芯型复合纤维,从内而外依次包括芯层和皮层,并且芯层与皮层偏心设置;熔喷纤维与长丝纤维接触后将会附着到长丝纤维上并与之粘合,自然冷却后形成特殊无纺布。
6.通过采用上述技术方案,采用熔喷法制备熔喷纤维的过程中,纤维高速运动,其周边产生射流负压,从而将长丝纤维混入到熔喷纤维中,由于长丝纤维的皮层熔化从而与熔喷纤维粘合。冷却形成的特殊无纺布,长丝纤维作为支撑使各熔喷纤维之间保持较大的间隙,降低熔喷纤维的缠结,使熔喷纤维达到较高的蓬松度,从而有效提高该特殊无纺布的保温能力。利用这样方式制备的特殊无纺布的密度较小,能够有效降低被覆盖物体所承受的重量,并且易于压缩保存。长丝纤维对无纺布有加固作用,使特殊无纺布的强度较高,不易被撕裂。同时熔喷纤维与长丝纤维之间的相对位置较为稳定,不易散乱和流动,相较于羽绒材料较好清洗且不会出现“钻绒”的问题。
7.本发明进一步设置为:对所述特殊无纺布进行固化加热,固化加热的温度大于等于皮层熔点。
8.通过采用上述技术方案,固化加热时长丝纤维的皮层将会再次熔化,从而使长丝纤维与熔喷纤维充分结合,有效提高该无纺布的强度。
9.本发明进一步设置为:所述特殊无纺布在固化加热的过程中,进行定厚挤压。
10.通过采用上述技术方案,特殊无纺布在固化加热的过程中,长丝纤维皮层会软化,此时对无纺布进行定厚挤压,冷却后该特殊无纺布的厚度将会达到产品要求。
11.本发明的另一目的是提供一种特殊无纺布的制备设备,利用喂丝装置将长丝纤维喂入到熔喷纤维中,并利用接收装置来对长丝纤维和熔喷纤维进行接收和冷却成型。
12.一种特殊无纺布的制备工艺的设备,包括熔喷装置和接收装置,还包括用于喂入
长丝纤维的喂丝装置。
13.通过采用上述技术方案,利用喂丝装置将长丝纤维喂入到熔喷纤维中,混在一起的长丝纤维与熔喷纤维共同落到接收装置上并在接收装置上冷却成型,从而制备出较高蓬松度的特殊无纺布。
14.本发明进一步设置为:熔喷装置包括熔喷机体和模头,所述喂丝装置包括喂入机架,所述喂入机架上设置有一排喂入机构,所述喂入机构的出丝端指向模头的喷丝孔,所述喂入机构包括用于释放长丝纤维的长丝锭子,所述喂入机架上还转动设置有喂入罗拉,所述喂入机架上固定设置有第一电机,所述第一电机的轴端与喂入罗拉固定连接,所述喂入机架上转动设置有两个传动轮,所述传动轮位于喂入罗拉的上方,所述传动轮之间传动设置有皮圈,所述皮圈与喂入罗拉抵接。
15.通过采用上述技术方案,长丝纤维从长丝锭子上被释放后,经过喂入罗拉与皮圈最终被喂入到模头的喷丝孔处,第一电机可以驱动喂入罗拉转动,从而控制长丝纤维的送丝速度。
16.本发明进一步设置为:所述喂入机架上固定设置有导丝钩和导丝管,所述导丝钩与导丝管均位于长丝锭子与喂入罗拉之间。
17.通过采用上述技术方案,导丝钩和导丝管对长丝纤维有引导作用,并且防止长丝纤维受到干扰。
18.本发明进一步设置为:所述喂入机架上还设置有一对张力调节棒,所述张力调节棒的轴线处于不同的竖直平面内,所述喂入机架上还设置有移动机构,所述张力调节棒在移动机构的驱动下可沿竖向移动。
19.通过采用上述技术方案,长丝纤维从两个张力调节棒之间穿过,利用移动机构来调节张力调节棒的间距,从而控制长丝的张力。
20.本发明进一步设置为:所述接收装置包括接收架,所述接收架上设置有接收网帘,所述接收架上设置有热空气喷管,所述热空气喷管的吹风口面向接收网帘。
21.通过采用上述技术方案,熔喷纤维和长丝纤维落到接收网帘上成型为无纺布,利用热空气喷管吹出的热风对无纺布进行固化加热,使熔喷纤维和长丝纤维充分结合,提高连接强度。
22.本发明进一步设置为:所述接收架上滑移设置有定型架,所述定型架上转动设置有两个定型辊,所述定型辊之间传动设置有带状的定型网,所述接收架上设置有驱动定型架上下移动的调节机构。
23.通过采用上述技术方案,经过固化加热的无纺布受定型网与接收网帘的共同挤压后厚度将会减小,以此来保证该无纺布的厚度。
24.综上所述,本发明的有益技术效果为:
25.(1)本发明通过在熔喷纤维中加入长丝纤维来制得特殊无纺布,利用长丝纤维降低熔喷纤维之间的缠结,提高特殊无纺布的蓬松度,进而提高特殊无纺布的保温效果;
26.(2)本发明利用皮圈和喂入罗拉来控制长丝纤维的送丝速度,并且利用张力调节棒来控制长丝纤维的张力,使用便捷且可靠性高;
27.(3)本发明利用热空气喷管吹出的热风对特殊无纺布进行固化加热,并且利用定型网和接收网帘之间的压力对特殊无纺布进行定厚挤压,保证特殊无纺布更高的强度和更
均匀的厚度。
附图说明
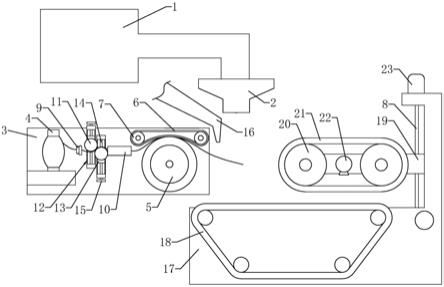
28.图1是本发明实施例二的结构示意图。
29.附图标记:1、熔喷机体;2、模头;3、喂入机架;4、长丝锭子;5、喂入罗拉;6、皮圈;7、传动轮;8、第二螺纹杆;9、导丝钩;10、导丝管;11、张力调节棒;12、滑槽;13、滑块;14、第一螺纹杆;15、调节轮;16、冷风口;17、接收架;18、接收网帘;19、定型架;20、定型辊;21、定型网;22、热空气喷管;23、第二电机。
具体实施方式
30.下面将结合实施例对本发明进行清楚、完整地描述。
31.实施例一:
32.一种特殊无纺布的制备工艺,首先利用熔喷法制备出熔喷纤维,该熔喷纤维的原料为一种聚丙烯,其熔点温度为165摄氏度,在熔喷纤维喷射出的过程中不断向熔喷纤维中喂入长丝纤维。该长丝纤维为一种偏心皮芯型复合纤维,从内而外依次包括芯层和皮层,并且芯层与皮层偏心设置,皮层材料为一种低熔点聚酯,其熔点温度为85摄氏度;芯层材料为一种涤纶,其熔点温度为265摄氏度。自然冷却后形成特殊无纺布。
33.之后对该无纺布进行固化加热,固化加热温度为100摄氏度,长丝纤维的皮层熔化后与熔喷纤维充分结合。在对特殊无纺布固化加热的同时进行定厚挤压,使特殊无纺布的厚度均匀,表面质量更优。
34.本实施例的工作原理是:在熔喷纤维中加入能够自卷曲的长丝纤维,从而使熔喷纤维之间的缠结减弱,保证特殊无纺布更高的蓬松度,提高特殊无纺布的保温能力。
35.实施例二:
36.参见附图1,一种特殊无纺布的制备设备,包括熔喷装置和接收装置,还包括用于喂入长丝纤维的喂丝装置。
37.熔喷装置包括熔喷机体1和模头2,喂丝装置包括喂入机架3,喂入机架3上设置有一排喂入机构,喂入机构的出丝端指向模头2的喷丝孔,喂入机构包括用于释放长丝纤维的长丝锭子4,长丝锭子4转动设置在喂入机架3上,喂入机架3上还转动设置有喂入罗拉5,所述喂入机架3上固定设置有第一电机,第一电机为一种伺服电机,所述第一电机的轴端与喂入罗拉5固定连接。所述喂入机架3上转动设置有两个传动轮7,所述传动轮7位于喂入罗拉5的上方,所述传动轮7之间传动设置有皮圈6,所述皮圈6与喂入罗拉5抵接。第一电机驱动喂入罗拉5转动,皮圈6跟随喂入罗拉5转动,使用时长丝纤维从喂入罗拉5和皮圈6之间通过,通过控制第一电机的转速可以控制长丝纤维的喂入速度。
38.喂入机架3上固定设置有导丝钩9和导丝管10,导丝钩9与导丝管10均位于长丝锭子4与喂入罗拉5之间,长丝锭子4将长丝纤维释放后,长丝纤维经过导丝钩9的限位与引导作用后进入到导丝管10中,经导丝管10的传送后到达喂入罗拉5处。
39.喂入机架3上还设置有一对张力调节棒11,张力调节棒11位于导丝钩9与导丝管10之间,张力调节棒11的轴线处于不同的竖直平面内,喂入机架3上还设置有移动机构,张力调节棒11在移动机构的驱动下可沿竖向移动。喂入机架3上开设有两个竖向的滑槽12,移动
机构包括滑移设置在滑槽12中的滑块13,张力调节棒11固定于对应的滑块13上,滑槽12中还设置有与移动机构转动配合的第一螺纹杆14,第一螺纹杆14与对应的滑块13螺纹配合,第一螺纹杆14的端部固定设置有调节轮15。
40.喂入机架3上还固定设置有多个冷风口16,冷风口16位于喂入罗拉5远离长丝锭子4的一侧,工作时使冷风口16接通冷风,在喂入罗拉5不工作时,冷风能够保证长丝的张力,喂入罗拉5工作时冷却风关闭。
41.接收装置包括接收架17,接收架17上设置有接收网帘18,接收网帘18能够在接收架17上循环转动,接收网帘18为现有技术,在此不做过多介绍。接收架17上设置有滑移设置有定型架19,定型架19上转动设置有两个定型辊20,定型辊20之间传动设置有带状的定型网21。定型架19上固定设置有热空气喷管22,热空气喷管22穿设于定型网21中,并且热空气喷管22的吹风口朝向接收网帘18。定型网21以及接收网帘18的表面均涂覆有用于防粘的氟涂层。
42.接收架17上设置有驱动定型架19上下移动的调节机构,调节机构包括固定于接收架17上的第二电机23,第二电机23轴端固定设置有第二螺纹杆8,第二螺纹杆8与接收架17转动配合,第二螺纹杆8与定型架19螺纹配合。第二电机23驱动第二螺纹杆8转动时,定型架19可以在接收架17上进行上下的移动。
43.本实施例的工作原理是:熔喷装置喷出熔喷纤维的同时,利用喂入罗拉5和皮圈6的配合将长丝纤维喂入到熔喷纤维中,熔喷纤维会与长丝纤维粘结,由于长丝纤维在空间上呈三维卷曲结构,所以长丝纤维会降低熔喷纤维的缠结,使熔喷纤维蓬松度更高。长丝纤维与熔喷纤维在接收网帘18上自然冷却后形成特殊无纺布,之后经过固化加热后熔喷纤维与长丝纤维充分结合,同时利用定型网21与接收网帘18一同对特殊无纺布进行定厚挤压,保证特殊无纺布的厚度均匀。本实施例能够控制长丝纤维喂入熔喷纤维的速度,并且无纺布的厚度控制较为便捷,该制备设备为自动化生产,生产效率高。
44.以上所述,仅为本发明较佳的具体实施方式,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。