1.本发明涉及包装技术领域,具体为一种医疗器械自动包装机。
背景技术:
2.在医疗器械包装领域中,为了降低包装成本,通常使用一次性无纺布对于手术器械篮筐进行消毒前的包装,常规的包装方式是需要人工参与,不但效率较低而且加大人力成本,因此,需要一种全自动化的包装设备,无需人力参与,提高包装效率的同时降低人力成本。
技术实现要素:
3.为解决背景技术提出的上述问题,本发明提出一种无需人工,全自动化的医疗器械自动包装机。
4.为实现上述目的,本发明提供如下技术方案:一种医疗器械自动包装机,包括控制系统、机架以及设置于机架上的无纺布上料模块、篮筐上料模块、折叠抓手模块以及包装模块;所述无纺布上料模块包括第一移动组件和无纺布吸料抓手,所述无纺布吸料抓手通过第一移动组件将无纺布吸取至折叠工位;所述篮筐上料模块包括第二移动组件和篮筐抓手组件,所述篮筐抓手组件通过第二移动组件将篮筐抓取至折叠工位;所述折叠抓手模块包括第三移动组件和折叠抓手组件,所述折叠抓手组件用于抓取无纺布对篮筐进行包装工序;所述包装模块包括与机架连接的轨道组件和辅助包装组件,所述轨道组件固定于机架上,所述辅助包装组件与轨道组件滑动连接,并可通过轨道组件从机架上拉出或拉入,所述辅助包装组件用于在折叠抓手抓取无纺布对篮筐包装时的辅助包装工作。
5.优选的,所述第一移动组件包括第一y轴连接杆和设置于机架两侧,沿x轴方向铺设的第一x轴线性模组,所述第一x轴线性模组均通过第一电机驱动,所述第一x轴线性模组上固定的第一滑块均与第一y轴连接杆固定连接,所述第一y轴连接杆上固定有第一z轴气缸,所述第一z轴气缸的活塞杆与无纺布吸料抓手固定连接。
6.优选的,所述无纺布吸料抓手包括支架以设置在支架上的吸盘和气爪。
7.优选的,所述第二移动组件包括第二y轴线性模组以及设置于机架两侧,沿x轴方向铺设的第二x轴线性模组,所述第二x轴线性模组均通过第二电机驱动,所述第二x轴线性模组上固定的第三滑块均与第二y轴线性模组固定连接,所述第二y轴线性模组通过第三电机驱动,所述第二y轴线性模组的第四滑块与第二z轴线性模组固定连接,所述第二z轴线性模组的第五滑块与篮筐抓手组件固定连接;所述篮筐抓手组件包括夹取篮筐的篮筐夹爪。
8.优选的,所述第三移动组件包括第三y轴线性模组以及设置于机架两侧,沿x轴方向铺设的第三x轴线性模组,所述第三x轴线性模组均通过第四电机驱动,所述第三x轴线性模组上固定的第六滑块均与第三y轴线性模组固定连接,所述第三y轴线性模组通过第五电机驱动,所述第三y轴线性模组的第七滑块与第三z轴线性模组固定连接,所述第三z轴线性模组的第八滑块与折叠抓手组件固定连接;所述折叠抓手组件包括折叠抓手以及控制折叠
抓手的折叠抓手手指气缸,所述手指气缸上侧还固定有用于将折叠抓手翻转的折叠抓手翻转气缸,所述翻转气缸通过第六电机驱动旋转角度。
9.优选的,所述轨道组件包括导轨,所述辅助包装组件包括第九滑块,所述第九滑块与导轨滑动连接。
10.优选的,所述辅助包装组件包括固定架以及设置于固定架上的定位装置和压板装置,所述定位装置用于将篮筐中心定位;所述压板装置包括设置于折叠工位右侧的可在垂直和水平方向移动的第一压板结构、设置于折叠工位左侧可在垂直和水平方向移动的的第二压板结构、与篮筐抓手组件固定连接的第三压板结构、设置于折叠工位前侧的第四翘板结构。
11.优选的,所述第一压板结构包括设置于固定架上的第一压板固定板,所述第一压板固定板上设有第一z轴压板线性模组,所述第一z轴压板线性模组的第十滑块与第一y轴压板线性模组,所述第一y轴压板线性模组的第十一滑块与第一压板固定连接固定连接;所述第二压板结构包括设置于固定架上的第二压板固定板,所述第二压板固定板上设有第二z轴压板线性模组,所述第二z轴压板线性模组的第十二滑块与第二y轴压板线性模组固定连接,所述第二y轴压板线性模组的第十三滑块与第二压板固定连接;所述第三压板结构包括第三压板以及与第三压板固定连接的摆动气缸,所述摆动气缸与篮筐抓手组件固定连接;所述第四翘板结构包括固定在固定架上的翘板气缸,所述翘板气缸通过肘关节与翘板连接板固定连接,所述翘板连接板与翘板固定连接。
12.优选的,所述定位装置包括设置在固定架后侧的第一定位组件和设置于固定架前侧的第二定位组件;所述第一定位组件包括设置在固定架上的第一定位板,所述第一定位板上固定有第一定位电机,所述第一定位电机的输出轴与第一定位丝杆固定连接,所述第一定位丝杆上套设的第一定位滑块与第二定位板固定连接,所述第二定位板上固定有位于第二定位板板面两侧的第一定位气缸和第二定位气缸,所述第一定位气缸和第二定位气缸的活塞杆均和第一顶块固定连接;所述第二定位板两侧均固定有第五定位丝杆,所述第五定位丝杆上套设的第二定位滑块均与第一定位摆缸固定连接,所述第一定位摆缸上安装有第一压靠杆;所述第二定位组件包括第三定位板,所述第三定位板上固定有第二定位电机,所述第二定位电机的输出轴与x轴方向设置的第二定位丝杆固定连接,所述第二定位丝杆上套设的第三定位滑块与第四定位板固定连接,所述第四定位板上设有y轴方向设置的第三定位丝杆和第四定位丝杆,所述第三定位丝杆通过第三定位电机驱动,所述第四定位丝杆通过第四定位电机驱动,所述y轴方向第三定位丝杆与z轴方向第六定位丝杆通过第四定位滑块连接,所述y轴方向第四丝杆与z轴方向第七定位丝杆通过第五定位滑块固定连接,所述第六丝杆和第七丝杆的顶部均固定有第二顶块以及第二压靠杆;所述第一压靠杆和第二压靠杆均呈度倾斜设置。
13.优选的,所述支架上固定有距离传感器,用于检测吸盘与无纺布的距离;所述折叠抓手上固定有夹板位置检测器。
14.与现有技术相比,本发明的有益效果如下:
15.本发明提供的医疗器械自动包装机,可以很精准无误的将产品包装,保证了包装质量,而且整套包装设备实现全自动化,提高了包装效率。
附图说明
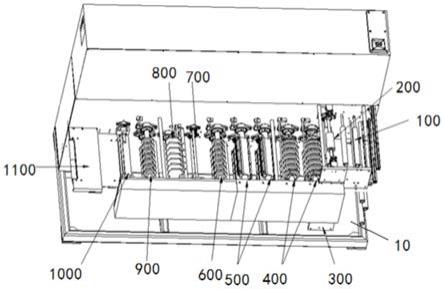
16.图1为本发明各模块的侧视图;
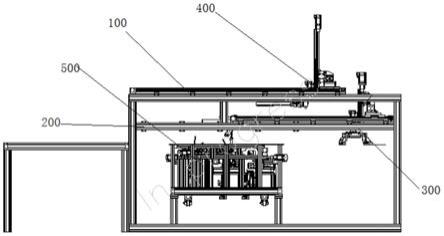
17.图2为本发明各模块的位置示意图;
18.图3为本发明第一移动组件的侧视图;
19.图4为本发明各移动组件的结构示意图;
20.图5为本发明无纺布上料模块的结构示意图;
21.图6为本发明篮筐上料模块的结构示意图;
22.图7为本发明折叠抓手模块的结构示意图;
23.图8为本发明包装模块的结构示意图;
24.图9为本发明辅助包装组件的结构示意图;
25.图10为本发明第一压板结构的结构示意图;
26.图11为本发明第二压板结构的结构示意图;
27.图12为本发明第二定位组件的结构示意图;
28.图13为本发明第一定位组件的结构示意图;
29.图14为本发明第四翘板组件的结构示意图。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.正如背景技术中所述的常规的医疗器械包装方式是需要人工参与,不但效率较低而且加大人力成本。
32.因此本发明针对现有技术中的问题,如图1
‑
14所示,提出了一种医疗器械自动包装机,包括控制系统、机架100以及设置于机架100上的无纺布上料模块200、篮筐上料模块300、折叠抓手模块400以及包装模块500;所述控制系统与无纺布上料模块200、篮筐上料模块300、折叠抓手模块400以及包装模块500信号连接。
33.所述无纺布上料模块200包括第一移动组件210和无纺布吸料抓手220,所述无纺布吸料抓手220通过第一移动组件210将无纺布800吸取至折叠工位600;所述篮筐上料模块300包括第二移动组件310和篮筐抓手组件320,所述篮筐抓手组件320通过第二移动组件310将篮筐700抓取至折叠工位600;所述折叠抓手模块400包括第三移动组件410和折叠抓手组件420,所述折叠抓手组件420用于抓取无纺布800对篮筐700进行包装工序;所述包装模块500包括与机架100连接的轨道组件510和辅助包装组件520,所述轨道组件510固定于机架100上,所述辅助包装组件520与轨道组件510滑动连接,并可通过轨道组件510从机架100上拉出或拉入,所述辅助包装组件520用于在折叠抓手421抓取无纺布800对篮筐700包装时的辅助包装工作。
34.具体地,所述第一移动组件210包括第一y轴连接杆211和设置于机架100两侧,沿x轴方向铺设的第一x轴线性模组212,所述第一x轴线性模组212均通过第一电机213驱动,所述第一x轴线性模组212上固定的第一滑块214均与第一y轴连接杆211固定连接,所述第一y
轴连接杆211上固定有第一z轴气缸215,所述第一z轴气缸215的活塞杆与无纺布吸料抓手220固定连接。
35.需要说明的是,无纺布吸料抓手220通过第一移动组件210实现在x、z轴上的移动,具体地,第一x轴线性模组212通过第一滑块214带动在第一y轴连接杆211在x轴上的移动,固定在第一y轴连接杆211上的第一z轴气缸215带动无纺布吸料抓手在z轴上的移动,从而实现无纺布吸料抓手220在x,z轴上的移动。
36.具体地,所述无纺布吸料抓手220包括支架221以设置在支架221上的吸盘222以及气爪223。
37.值得一提的是,吸盘222布置在支架221上的不同位置,用于适应不同尺寸的无纺布,其吸盘222为非接触式吸盘,利用伯努利原理,在无纺布800和吸盘222之间造成负压,由大气将无纺布800推向吸盘222。在吸盘222吸取无纺布800之后,气爪223抓住无纺布边缘,通过第一移动组件210将无纺布800移动至折叠工位600。
38.具体地,所述第二移动组件310包括第二y轴线性模组311以及设置于机架100两侧,沿x轴方向铺设的第二x轴线性模组312,所述第二x轴线性模组312均通过第二电机313驱动,所述第二x轴线性模组312上固定的第三滑块314均与第二y轴线性模组311固定连接,所述第二y轴线性模组311通过第三电机315驱动,所述第二y轴线性模组311的第四滑块316与第二z轴线性模组317固定连接,所述第二z轴线性模组317的第五滑块318与篮筐抓手组件320固定连接;所述篮筐抓手组件320包括夹取篮筐700的篮筐夹爪321。
39.需要说明的是,篮筐夹爪321通过第二移动组件310实现其在xyz三轴上的移动,具体通过第二x轴线性模组312、第二y轴线性模组311和第二z轴线性模组317的组合运动,从而控制篮筐夹爪321的移动,具体地,第二x轴线性模组312通过第三滑块314带动在第二y轴线性模组311在x轴上的移动,固定在第二y轴线性模组311上的第四滑块316带动第二z轴线性模组317在y轴上的移动,第二z轴线性模组317通过第五滑块318带动篮筐夹爪321在z轴上的移动,从而实现篮筐夹爪321在xyz三轴上的移动。
40.具体地,所述第三移动组件410包括第三y轴线性模组411以及设置于机架100两侧,沿x轴方向铺设的第三x轴线性模组412,所述第三x轴线性模组412均通过第四电机413驱动,所述第三x轴线性模组412上固定的第六滑块414均与第三y轴线性模组411固定连接,所述第三y轴线性模组411通过第五电机415驱动,所述第三y轴线性模组411的第七滑块416与第三z轴线性模组417固定连接,所述第三z轴线性模组417的第八滑块418与折叠抓手组件420固定连接。
41.需要说明的是,折叠抓手组件420通过第三移动组件410实现其在xyz三轴上的移动,具体实现步骤如第二移动组件,在此不再赘述。
42.所述折叠抓手组件420包括折叠抓手421以及控制折叠抓手421的折叠抓手手指气缸424,所述手指气缸424上侧还固定有用于将折叠抓手421翻转的折叠抓手翻转气缸423,所述翻转气缸423通过第六电机422驱动旋转角度。
43.值得一体的还是,折叠抓手421用于夹取无纺布800的角,进行翻转和移动,叠抓手翻转气缸423用于将夹板进行180
°
翻转,在夹取无纺布800之后进行翻转。
44.具体地,所述轨道组件510包括导轨511,所述辅助包装组件520包括第九滑块521,所述第九滑块521与导轨511滑动连接,辅助包装组件520通过第九滑块521与导轨511滑动
连接实现从机架100中拉出或拉入,方便后续检查和维修工作。
45.具体地,所述辅助包装组件520包括固定架522以及设置于固定架522上的定位装置523和压板装置524,所述定位装置523用于将篮筐700中心定位;所述压板装置524包括设置于折叠工位600右侧的可在垂直和水平方向移动的第一压板结构525、设置于折叠工位600左侧可在垂直和水平方向移动的的第二压板结构526、与篮筐抓手组件320固定连接的第三压板结构527、设置于折叠工位前侧的第四翘板结构528。
46.具体地,所述第一压板结构525包括设置于固定架522上的第一压板固定板5251,所述第一压板固定板5251上设有第一z轴压板线性模组5252,所述第一z轴压板线性模组5252的第十滑块5253与第一y轴压板线性模组5254固定连接,所述第一y轴压板线性模组5254的第十一滑块5255与第一压板5256固定连接。
47.需要说明的是,第一压板结构525通过第一z轴压板线性模组5252垂直升起第一压板5256后,通过第一y轴压板线性模组5254将第一压板向前推,完成右侧面无纺布800的折叠的工艺。
48.所述第二压板结构526包括设置于固定架522上的第二压板固定板5261,所述第二压板固定板5261上设有第二z轴压板线性模组5262,所述第二z轴压板线性模组5262的第十二滑块5263与第二y轴压板线性模组5264固定连接,所述第二y轴压板线性模组5264的第十三滑块5265与第二压板5266固定连接。
49.需要说明的是第二压板结构526通过第二z轴压板线性模组5262垂直升起第二压板5266后,通过第二y轴压板线性模组5264将第二压板5266向前推,完成左侧面无纺布800折叠的工艺。
50.所述第三压板结构527包括第三压板5271以及与第三压板5271固定连接的摆动气缸5272,所述摆动气缸5272与篮筐抓手组件320固定连接。
51.需要说明的是,在掖无纺布800时,第三压板5271处于水平状态,由第二移动组件310驱动往篮筐700内运动,第三压板5271由摆动气缸5272驱动旋转角度。
52.具体地,所述第四翘板结构528包括固定在固定架522上的翘板气缸5281,所述翘板气缸5281通过肘关节5282与翘板连接板5283固定连接,所述翘板连接板5283与翘板5284固定连接。
53.具体地,所述定位装置523包括设置在固定架522后侧的第一定位组件529和设置于固定架522前侧的第二定位组件530;所述第一定位组件529包括设置在固定架522上的第一定位板5291,所述第一定位板5291上固定有第一定位电机5292,所述第一定位电机5292的输出轴与第一定位丝杆5293固定连接,所述第一定位丝杆5293上套设的第一定位滑块5294与第二定位板5295固定连接,所述第二定位板5295上固定有位于第二定位板5295板面两侧的第一定位气缸5296和第二定位气缸5297,所述第一定位气缸5296和第二定位气缸5297的活塞杆均和第一顶块5298固定连接;
54.所述第二定位板5295两侧均固定有第五定位丝杆5331,所述第五定位丝杆5331上套设的第二定位滑块5299均与第一定位摆缸5300固定连接,所述第一定位摆缸5300上安装有第一压靠杆5330;
55.需要第一顶块5298对待包装的产品定位时,控制系统计算出篮筐700的后侧位置后,第一定位电机5292启动,带动第一定位丝杆5293转动,从而第一定位滑块5294带动第二
定位板5295上固定的第一顶块5298向靠近篮筐700的后侧方向运动,随后第一定位气缸5296和第二定位气缸5297的活塞杆伸出,带动第一顶块5298绕转轴运动向上抬起从而将篮筐700后侧定位。
56.需要第一压靠杆5330对待包装的产品的后侧无纺布折叠前进行压靠时,电机带动第五定位丝杆5331转动,从而第二定位滑块52995带动其对应的第一定位摆缸5300依据篮筐700长度向其后侧待折叠无纺布800方向运动,随后第一定位摆缸5300通气,带动第一压靠杆5330压靠在篮筐700后侧待折无纺布800两侧,第一压靠杆5330和桌面呈45度夹角。
57.所述第二定位组件530包括第三定位板5301,所述第三定位板5301上固定有第二定位电机5302,所述第二定位电机5302的输出轴与x轴方向设置的第二定位丝杆5303固定连接,所述第二定位丝杆5303上套设的第三定位滑块5304与第四定位板5305固定连接,所述第四定位板5305上设有y轴方向设置的第三定位丝杆5306和第四定位丝杆5307,所述第三定位丝杆5306通过第三定位电机5308驱动,所述第四定位丝杆5307通过第四定位电机5309驱动,所述y轴方向第三定位丝杆5306与z轴方向第六定位丝杆5312通过第四定位滑块5310连接,所述y轴方向第四丝杆5307与z轴方向第七定位丝杆5313通过第五定位滑块5311固定连接,所述第六丝杆5312和第七丝杆5313的顶部均固定有第二顶块5316以及第二压靠杆5317;所述第一压靠杆5330和第二压靠杆5317均呈45度倾斜设置。
58.需要对篮筐700依据长度、宽度、高度定位时,控制系统计算出篮筐700的前侧、左右侧、高度位置后,第二定位电机5302启动,第二定位电机5302带动第二定位丝杆5303转动,从而第二定位滑块5304带动固定在第四定位板5305上的第三定位丝杆5306和第四定位丝杆5307向靠近篮筐700前侧的方向运动,带动第二顶块316与第一顶块5298一起实现对篮筐700宽度上的定位;同时第三定位电机5308和第四定位电机5309启动,带动第三定位丝杆5306和第四定位丝杆5307转动,从而通过第三定位滑块5310和第四定位滑块5313带动第二顶块5316以及第二压靠杆5317在y轴上的移动,实现对篮筐700的长度上的定位;电机带动第六丝杆5312和第七丝杆5313转动,从而带动第二压靠杆5317在z轴方向移动,实现对无纺布800左右侧的压靠。
59.需要说明的是,所述第一压靠杆5330和第二压靠杆5317呈45度倾斜设置,在折叠时,第一压靠杆5330和第二压靠杆5317可以对无纺布800左右侧折叠起到压靠的作用。
60.具体地,靠近所述第一电机213的机架100上固定有零位检测的第一接近传感器(公知市售商品,图中未示出);靠近所述第二电机313的机架100上固定有零位检测的第二接近传感器(公知市售商品,图中未示出);靠近所述第四电机413的机架100上固定有零位检测的第三接近传感器(公知市售商品,图中未示出);所述支架221上固定有距离传感器224,用于检测吸盘222与无纺布800的距离;所述折叠抓手421上固定有夹板位置检测器424。
61.需要说明的是,上述各个线性模组可为电机驱动的皮带式线性模组或丝杆式线性模组一种或几种,上述所有未列明驱动结构的丝杆结构均通过电机驱动。
62.本发明在工作时,无纺布吸料抓手220吸取无纺布800放置折叠工位600,随后篮筐夹爪321夹取篮筐700放置到无纺布800上方,第一定位组件529的第一顶块5298对篮筐700后侧定位后,折叠抓手421抓取无纺布800前侧一角,将无纺布800前侧一角向后侧折叠,此时第二定位组件530的第二顶块5316和第二压靠杆5317通过对篮筐700前侧定位和左右侧
压靠后,第一压板5256和第二压板5266分别推进到篮筐700底部的左右侧,再上升到篮筐以上高度带起无纺布800的左右侧布,折叠抓手421释放无纺布800前侧一角,翘板气缸5281伸出,将翘板5284向上抬起压靠在篮筐700的上侧,为之后塞紧无纺布800后侧做辅助,第一压板5256和第二压板5266分别推进对无纺布800左右侧进行交叉折叠,第一压靠杆5330对无纺布800后侧起到压靠作用,折叠抓手421抓取无纺布800后侧一角后,开始折叠无纺布800后侧,折叠抓手421翻转后移动到篮筐700上方前侧停留为之后塞紧无纺布800后侧做辅助,篮筐抓手320的第三压板5271运动到,翘板5284和折叠抓手421之间后,折叠抓手421将无纺布800后侧塞入并留出一个角后完成包装工序,随后所有装置退出。随后篮筐夹爪321夹取完成第一层无纺布包装的篮筐800退出工位600。
63.无纺布吸料抓手220再次吸取无纺布800放置折叠工位600,随后夹取着篮筐700的篮筐夹爪321再次放置到无纺布800上方,随后重复以上工序完成第二层无纺布包装。随后篮筐夹爪321夹取完成第二层无纺布包装的篮筐800到达医疗器械包出货区域。
64.本自动包装机应用于手术器械包装的自动化解决方案,整套方案流程为:
65.1.护士将检查完的手术器械及其篮筐放置包装机相连的传输带送入自动包装机;
66.2.自动包装机自动识别手术器械包,自动抓取篮筐与无纺布,并完成两层打包,打包后自动贴上固定胶带和器械包标签;
67.3.自动包装机相连的传输带将打包完的手术包送出包装机;
68.4.机械臂将打包完的手术包运输到存储用大篮筐,并将大篮筐搬运到专用转运车上;
69.5.amr自动导航小车将转运车搬运到消毒柜进行消毒;
70.6.机械臂将消毒完的大篮筐搬运到仓储机器人上;
71.7.仓储机器人传输系统自动入库;
72.8.按照系统订单,仓储机器人自动出库;
73.9.发放机器人完成医院内自动物流发放自动出库的手术包。
74.通过自动包装机的使用可以轻松完成医疗器械的自动包装工作。
75.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
76.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。