1.本发明涉及叠合板生产线设备技术领域,具体地说是一种桁架叠合板生产线用起板转运设备及转运方法。
背景技术:
2.叠合板是由预制板和现浇钢筋混凝土层叠合而成的装配式整体楼板,其整体性好,板的上下表面平整,便于饰面层装修,适用于对整体刚度要求较高的高层建筑和大开间建筑。目前桁架叠合板的制作大都是在模台上浇注成型,等凝固之后还需要对叠合板进行脱模及转运操作,以便于对加工完成的叠合板材进行集中转运,但现有的脱模及转运操作大都由人工操作,不仅费时费力,而且效率低下,大幅降低了桁架叠合板的生产线效率。
技术实现要素:
3.本发明的目的在于提供一种桁架叠合板生产线用起板转运设备及转运方法,通过起板模架实现对桁架叠合板的抓取及转移,并通过运板车来完成叠合板的转移,解决现有技术中的问题。
4.本发明解决其技术问题所采用的技术方案是:本发明所述的一种桁架叠合板生产线用起板转运设备,包括并排设置的两根第一轨道,在两根第一轨道上安装能沿第一轨道长度方向移动的大车行走机构,大车行走机构包括两块竖板,每个竖板的底部安装有与第一轨道相配合的第一行走轮,在竖板上还安装有第一电机,第一电机的输出轴与第一行走轮的转轴相连接,在两块竖板顶部之间设有转运小车,转运小车上安装有第三电机,第三电机的输出轴上安装有第一链条,转运小车的两侧位置上均安装有传动机构,每个传动机构均包括两个第一传动链轮,两个第一传动链轮之间配合安装第二链条,第二链条上固定连接第三链条的一端,第三链条绕过第二传动链轮后另一端与起板模架相连接,第二链条上还固定连接第四链条的一端,第四链条绕过第三传动链轮和第四传动链轮后另一端与起板模架相连接,两个传动机构的第一传动链轮的转轴之间安装有同步转轴,同步转轴上安装有第五传动链轮,第五传动链轮与第一链条相配合,第三电机启动能带动起板模架进行升降,所述起板模架的底部通过吊绳还连接有挂钩,在两根第一轨道之间设有两根第二轨道,第二轨道与第一轨道平行设置,在两根第二轨道上安装有运板车,所述运板车的底部设有与第二轨道相配合的第三行走轮,运板车上还安装有第四电机,第四电机的输出轴与第三行走轮的转轴相连接。在两块竖板顶部之间连接有横向滑轨,转运小车两端的底部安装有与横向滑轨相配合的第二行走轮,所述转运小车上还安装有第二电机,第二电机的输出轴与第二行走轮的转轴相连接,第二电机启动能带动转运小车在横向滑轨上移动。所述竖板的顶部安装有光电检测开关,对应于转运小车的两端位置,在竖板上还设有机械限位板。每块竖板的中间位置处均安装有爬梯。一种桁架叠合板生产线用起板转运设备的转运方法,包括下述步骤:
①
启动第一电机,使大车行走机构在第一轨道上移动至桁架叠合板的上侧;
②
启动第三电机,通过传动机构带动起板模架下移靠近桁架叠合板;
③
待起板模架上的挂
钩下移至桁架叠合板上的桁架位置处时,关闭第三电机,起板模架停止下移;
④
将挂钩挂装到桁架叠合板的桁架上;
⑤
启动第三电机反向转动,通过传动机构带动起板模架上移,使桁架叠合板与模台相分离;
⑥
待起板模架吊装桁架叠合板上移的高度大于运板车高度时,关闭第三电机,启动第四电机,使运板车移动至起板模架的下方;
⑦
启动第三电机,通过传动机构带动起板模架下移靠近运板车,将桁架叠合板放置在运板车上;
⑧
第三电机反向转动,通过传动机构带动起板模架上移,使挂钩与桁架叠合板相相分离,之后第一电机启动,使大车行走机构移动至下一块桁架叠合板的上侧;
⑨
重复步骤
②‑⑧
,待运板车上承装设定量的桁架叠合板之后,第四电机启动,运板车将其上的桁架叠合板集中转运至模台的一端。在步骤
①
和步骤
②
之间还有下述操作:启动第二电机,使转运小车在横向滑轨上横向移动,直到起板模架上的挂钩与桁架叠合板上的桁架处于同一竖直线位置处,在步骤
⑥
和步骤
⑦
之间还有下述操作:启动第二电机,使转运小车、起板模架及其吊装的桁架叠合板横向移动,直到桁架叠合板移动至运板车宽度方向上的指定位置。
5.本发明的积极效果在于:本发明所述的一种桁架叠合板生产线用起板转运设备及转运方法,通过起板模架实现对桁架叠合板的抓取及转移,并通过运板车来完成叠合板的转移,上述设备的起升、行走、转运,可通过操作遥控装置或线控装置来实现,大幅降低了人工劳动强度,实现叠合板的高效转移,方便制作完成的板材进行集中转运,提高了整体生产线的效率。
附图说明
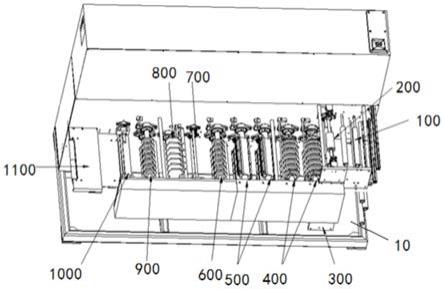
6.图1是本发明的的三维结构示意图;
7.图2是本发明的俯视图;
8.图3是图1中i的局部放大视图;
9.图4是转运小车的结构示意图;
10.图5是起板模架的结构示意图;
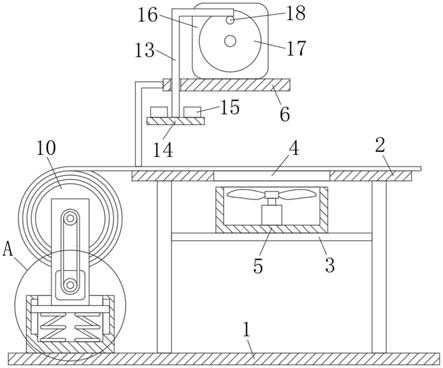
11.图6是图2中a
‑
a向剖视图;
12.图7是运板车的结构示意图。
具体实施方式
13.本发明所述的一种桁架叠合板生产线用起板转运设备,如图1和图2所示,包括并排设置的两根第一轨道1,在两根第一轨道1上安装能沿第一轨道1长度方向移动的大车行走机构,其中第一轨道1位于叠合板成型模台30上,,大车行走机构能沿叠合板成型模台30的长度方向往复移动,并实现叠合板成型模台30上叠合板的脱模及转移操作。
14.所述大车行走机构包括两块竖板2,每个竖板2的底部安装有与第一轨道1相配合的第一行走轮3,如图3所示,在竖板2上还安装有第一电机4,第一电机4的输出轴与第一行走轮3的转轴相连接,第一电机4启动能带动大车行走机构在第一轨道1上行走。
15.在两块竖板2顶部之间设有转运小车6,转运小车6上安装有第三电机9,第三电机9的输出轴上安装有第一链条10,转运小车6的两侧位置上均安装有传动机构,如图6所示,每个传动机构均包括两个第一传动链轮11,两个第一传动链轮11之间配合安装第二链条12,第二链条12上固定连接第三链条13的一端,第三链条13绕过第二传动链轮14后另一端与起
板模架15相连接,第二链条12上还固定连接第四链条16的一端,第四链条16绕过第三传动链轮17和第四传动链轮18后另一端与起板模架15相连接。如图4所示,两个传动机构的第一传动链轮11的转轴之间安装有同步转轴19,同步转轴19上安装有第五传动链轮20,第五传动链轮20与第一链条10相配合,第三电机9启动能依次通过第一链条10、第五传动链轮20和同步转轴19带动两侧传动结构中的第一传动链轮11进行转动,,以图6中一组传动结构为例,当第一传动链轮11进行顺时针旋转时,第三链条13下降,第四链条16也下降,也就是起板模架15进行下移,当第一传动链轮11进行逆时针转动时,第三链条13和第四链条16上升带动起板模架15进行上移,由此通过第三电机9控制起板模架15的竖向升降,完成叠合板的脱模和转移。
16.如图5所示,所述起板模架15的底部通过吊绳21还连接有挂钩22,挂钩22能吊装至叠合板的桁架上,以实现带动叠合板的同步提升脱模。
17.如图1所示,在两根第一轨道1之间设有两根第二轨道23,第二轨道23与第一轨道1平行设置,所述第二轨道23位于叠合板成型模台30上,在两根第二轨道23上安装有运板车24,所述运板车24的底部设有与第二轨道23相配合的第三行走轮25,运板车24上还安装有第四电机26,第四电机26的输出轴与第三行走轮25的转轴相连接,第四电机26启动能带动运板车24在第二轨道23上移动。所述运板车24能移动至大车行走机构下部,在起板模架15将叠合板从模台上完成脱模之后,运板车24移动至叠合板下部位置,第三电机9控制起板模架15将叠合板放置在运板车24上,之后大车行走机构继续行进并进行下一块叠合板的脱模作业,待运板车24上承载到定量的叠合板后,运板车24移动至生产线的端部,对其上的叠合板进行集中转运。其中上述转运设备中设有电控箱以及与各电机相连接的控制线路。
18.当叠合板成型模台30的宽度方向上只有一个桁架叠合板时,转运小车6及起板模架15无需进行横向位置的移动调整,当叠合板成型模台30的宽度方向上有若干个桁架叠合板时,则需要调整起板模架15在大车行走机构上的横向位置,为实现上述目的,在两块竖板2顶部之间连接有横向滑轨5,如图4所示,转运小车6两端的底部安装有与横向滑轨5相配合的第二行走轮7,转运小车6上还安装有第二电机8,第二电机8的输出轴与第二行走轮7的转轴相连接,第二电机8启动能带动转运小车6在横向滑轨5上移动,根据模台上不同宽度类型的叠合板来调整转运小车6在大车行走机构上所处的位置,确保对不同类型叠合板进行精准的脱模及转运操作。
19.进一步地,为了确保转运小车6在横向滑轨5上移动时,防止与横向滑轨5发生脱离,所述竖板2的顶部安装有光电检测开关28,光电检测开关28能实时检测转运小车6在大车行走机构上的距离位置,对应于转运小车6的两端位置,在竖板2上还设有机械限位板29,确保转运小车6在两侧的机械限位板29之间移动,防止转运小车6与横向滑轨5发生脱离,保证转运小车6的正常横移操作。
20.进一步地,为了便于对大车行走机构上的转运小车6进行检修及维护,每块竖板2的中间位置处均安装有爬梯27。
21.所述桁架叠合板生产线用起板转运设备的转运方法,包括下述步骤:
22.①
启动第一电机4,使大车行走机构在第一轨道1上移动至桁架叠合板的上侧;
23.②
启动第三电机9,通过传动机构带动起板模架15下移靠近桁架叠合板;
24.③
待起板模架15上的挂钩22下移至桁架叠合板上的桁架位置处时,关闭第三电机
9,起板模架15停止下移;
25.④
将挂钩22挂装到桁架叠合板的桁架上;
26.⑤
启动第三电机9反向转动,通过传动机构带动起板模架15上移,使桁架叠合板与模台相分离;
27.⑥
待起板模架15吊装桁架叠合板上移的高度大于运板车24高度时,关闭第三电机9,启动第四电机26,使运板车24移动至起板模架15的下方;
28.⑦
启动第三电机9,通过传动机构带动起板模架15下移靠近运板车24,将桁架叠合板放置在运板车24上;
29.⑧
第三电机9反向转动,通过传动机构带动起板模架15上移,使挂钩22与桁架叠合板相相分离,之后第一电机4启动,使大车行走机构移动至下一块桁架叠合板的上侧;
30.⑨
重复步骤
②‑⑧
,待运板车24上承装设定量的桁架叠合板之后,第四电机26启动,运板车24将其上的桁架叠合板集中转运至模台的一端。
31.进一步地,为了实现对叠合板成型模台30上不同宽度类型的桁架叠合板进行精准吊装以及并排放置到运板车24上,在步骤
①
和步骤
②
之间还有下述操作:启动第二电机8,使转运小车6在横向滑轨5上横向移动,直到起板模架15上的挂钩22与桁架叠合板上的桁架处于同一竖直线位置处。在步骤
⑥
和步骤
⑦
之间还有下述操作:启动第二电机8,使转运小车6、起板模架15及其吊装的桁架叠合板横向移动,直到桁架叠合板移动至运板车24宽度方向上的指定位置。
32.其中大车行走机构可以采用矩形管、方管和槽钢等组合焊接而成,两侧与顶部横梁用高强度螺栓连接,结构牢固可靠,整体尺寸3410mm
×
4620mm
×
2665mm,底部横梁与立柱、顶部横梁与立柱以及顶部横梁之间各设4个加强撑,满足支架牢固稳定及受力要求,上部顶端四角设置吊耳4个,用于起吊设备。起板模架15主要由长梁、短梁和挂板及搭板组合焊接而成,基本尺寸4330mm
×
1100mm
×
212mm,五根短梁按照一定距离焊接在两根长梁上,长梁下部焊接挂板,用于搭载吊钩,挂板上设置多个吊钩安装位置,可改变吊钩位置,亦可加装或拆除所用吊钩,满足不同板料起板脱模的要求,短梁上设置搭板,连接起升机构,。起板过程中,起板模架15各位置受力均匀,可稳定的完成起板脱模过程,保证起板脱模的效率。第三电机9通过链条驱动,同步转轴19转动,带动链轮转动,链轮带动起板模架15上的链条进行起升和下落,形成了起板机的起升机构,起升、下落过程安全稳定,速度可控,起升与下落速度及上下限位置由控制端进行控制,控制方便。
33.本发明的技术方案并不限制于本发明所述的实施例的范围内。本发明未详尽描述的技术内容均为公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。