1.本发明涉及贴纸加工技术领域,具体是一种机械手自动贴纸机。
背景技术:
2.贴纸,属于粘贴型的背干胶纸,是将各种图画、相片印刷在背干胶纸上,就是市面上常见的贴纸,也是大众化的青少年和青年酷爱的一种时尚产品,可以粘贴在文具、杯碗、家具、电器、金属器、瓷器、机动车辆或非机动车辆、手机、笔记本、游戏机以及广告商标、工业指示标等等多元素系列的产品。
3.目前,底纸与面纸组装贴合主要依靠人工手动操作,费时、费力,劳动效率低下。本发明结合实际生产及工艺,实现了底纸与面纸的自动组装贴合,降低人工劳动强度,提高自动化设备生产效率。
技术实现要素:
4.本发明的目的在于提供一种机械手自动贴纸机,以解决背景技术中的问题。
5.为实现上述目的,本发明提供如下技术方案:
6.一种机械手自动贴纸机,包括落地式机台、两个底纸定位机构和四轴机械手,所述四轴机械手设在落地式机台上且其末端设有吸盘组件,所述吸盘组件用于吸取贴纸中的面纸,两个底纸定位机构分别对称设在落地式机台上,并用于存放贴纸中的底纸,还包括毛刷分料机构、风刀组件和面纸上料机构;所述面纸上料机构固定在落地式机台上并位于两个底纸定位机构之间,所述面纸上料机构用于以堆叠的方式存放面纸,所述毛刷分料机构设在落地式机台上并位于面纸上料机构侧部,所述风刀组件设在面纸上料机构侧部,所述毛刷分料机构在吸盘组件吸取面纸上料机构上的面纸时能够旋转并配合风刀组件的吹气使得吸取的面纸相对底部堆叠面纸脱离。
7.在上述技术方案的基础上,本发明还提供以下可选技术方案:
8.在一种可选方案中:还包括控制系统,所述控制系统设在落地式机台内部,与落地式机台上的各个部件相连接并用于控制其相互配合运动。
9.在一种可选方案中:所述底纸定位机构包括直线导轨、安装底板、对位件、底纸吸盘和平移气缸,所述直线导轨为两个并列设在落地式机台上,安装底板滑动设在直线导轨上,底纸吸盘设在安装底板上并在抽真空时吸取底纸,使底纸位置固定不动;所述对位件为两个并分别位于底纸吸盘相邻的两侧,对位件用于调节底纸在底纸吸盘上位置,平移气缸一端连接安装底板且另一端连接落地式机台,平移气缸的伸缩拖动安装底板在直线导轨上移动而调节安装底板在直线导轨上的位置。
10.在一种可选方案中:所述对位件包括对位气缸和对位块,所述对位气缸设在安装底板上,所述对位块设在对位气缸朝向底纸吸盘的端部并抵持底纸吸盘上的底纸。
11.在一种可选方案中:所述底纸定位机构还包括拖链,所述拖链通过拖链安装板安装在安装底板与落地式机台之间,拖链用于疏导连接底纸定位机构上各个部件的电缆或气
路。
12.在一种可选方案中:所述吸盘组件包括压缩弹簧、面纸吸盘,导向杆、安装垫片、机械手连接座、轴承安装板和直线轴承,所述面纸吸盘和轴承安装板之间相对设在并通过导向杆相连,面纸吸盘用于吸取面纸,所述导向杆滑动贯穿轴承安装板,直线轴承设在导向杆端部且安装垫片设在直线轴承上,所述压缩弹簧安装在导向杆上并介于面纸吸盘和直线轴承之间,轴承安装板通过机械手连接座与四轴机械手的末端连接。
13.在一种可选方案中:所述面纸上料机构包括安装托板和四个面纸定位块,所述安装托板安装在落地式机台上,面纸定位块位于安装托板端面的四角处,四个面纸定位块之间围成一个用于存放面纸的槽体。
14.在一种可选方案中:所述毛刷分料机构包括升降气缸、气缸安装板、电机安装板、电机和毛刷,所述升降气缸通过气缸安装板安装在落地式机台上,电机通过电机安装板安装在升降气缸的伸缩端部,毛刷安装在电机的输出轴上。
15.在一种可选方案中:所述风刀组件包括风刀安装板和风刀,所述风刀安装板安装在落地式机台上且风刀设在风刀安装板上,风刀的出风端朝向面纸上料机构。
16.相较于现有技术,本发明的有益效果如下:
17.该贴纸机中吸盘组件在四轴机械手的驱使下,会吸取面纸上料机构上堆叠的面纸,毛刷分料机构旋转拨开两个面纸,再通过风刀组件的吹气使得吸取的面纸相对底部堆叠面纸脱离;四轴机械手驱动吸盘组件移动至其中一个底纸定位机构处,吸盘组件上吸取的底纸和底纸定位机构上的面纸相贴合并压紧,进而使得面纸与底纸组装贴合在一起;人工将底纸与面纸贴合组装的产品拿下来,并放上底纸,重复以上动作,实现自动生产;本发明结构简单,贴纸组合的整个过程只需要人工堆叠放置面纸和在两个底纸定位机构之间交替取拿产品及底纸;人工劳力较小且效率较高。
附图说明
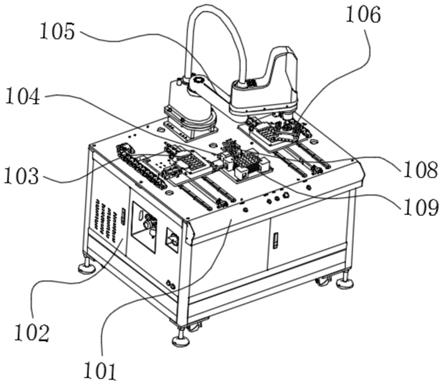
18.图1为本发明的一个实施例中的该贴纸机整体结构示意图。
19.图2为本发明的一个实施例中的贴纸结构示意图。
20.图3为本发明的一个实施例中的底纸定位机构结构示意图。
21.图4为本发明的一个实施例中的毛刷分料机构结构示意图。
22.图5为本发明的一个实施例中的吸盘组件结构示意图。
23.图6为本发明的一个实施例中的风刀组件结构示意图.
24.图7为本发明的一个实施例中的面纸上料机构结构示意图。
25.附图标记注释:
26.控制系统
‑
101、落地式机台
‑
102、左定位机构
‑
103、毛刷分料机构
‑
104、四轴机械手
‑
105、吸盘组件
‑
106、风刀组件
‑
108、面纸上料机构
‑
109、贴纸200、底纸
‑
201、面纸
‑
202、直线导轨
‑
301、直线导轨
‑
302、安装底板
‑
303、对位气缸
‑
304、对位块
‑
305、拖链安装板
‑
306、拖链
‑
307、平移气缸
‑
308、底纸吸盘
‑
311、升降气缸
‑
401、气缸安装板
‑
402、电机安装板
‑
404、电机
‑
405、毛刷
‑
407、风刀安装板501、风刀503、面纸定位块
‑
601、安装托板
‑
602、吸盘组件106、压缩弹簧
‑
701、面纸吸盘
‑
702、导向杆
‑
704、安装垫片
‑
705、机械手连接座
‑
706、轴承安装板707、直线轴承708。
具体实施方式
27.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明;在附图或说明中,相似或相同的部分使用相同的标号,并且在实际应用中,各部件的形状、厚度或高度可扩大或缩小。本发明所列举的各实施例仅用以说明本发明,并非用以限制本发明的范围。对本发明所作的任何显而易知的修饰或变更都不脱离本发明的精神与范围。
28.在一个实施例中,如图1所示,一种机械手自动贴纸机,包括落地式机台102、两个底纸定位机构103和四轴机械手105,所述四轴机械手105设在落地式机台102上且其末端设有吸盘组件106,所述吸盘组件106用于吸取贴纸200中的面纸202,两个底纸定位机构103分别对称设在落地式机台102上并用于存放贴纸200中的底纸201,还包括毛刷分料机构104、风刀组件108和面纸上料机构109;所述面纸上料机构109固定在落地式机台102上并位于两个底纸定位机构103之间,所述面纸上料机构109用于以堆叠的方式存放面纸202,所述毛刷分料机构104设在落地式机台102上并位于面纸上料机构109侧部,所述风刀组件108设在面纸上料机构109侧部,所述毛刷分料机构104在吸盘组件106吸取面纸上料机构109上的面纸202时能够旋转并配合风刀组件108的吹气使得吸取的面纸202相对底部堆叠面纸202脱离;
29.在本实施例中,四轴机械手105驱使吸盘组件106在两个底纸定位机构103及面纸上料机构109之间移动以及升降,工作时,人工将贴纸200中的底纸201切换式叠放在两个底纸定位机构103之中,以及面纸202叠放在面纸上料机构109内,吸盘组件106在四轴机械手105的驱使下,会吸取面纸上料机构109上堆叠的面纸202,向上提升至一定距离后,毛刷分料机构104旋转拨开两个面纸202,再通过风刀组件108的吹气使得吸取的面纸202相对底部堆叠面纸202脱离;四轴机械手105驱动吸盘组件106移动至其中一个底纸定位机构103处,在底纸201和面纸202相对应后下移,使得吸盘组件106上吸取的底纸201和底纸定位机构103上的面纸202相贴合并压紧,进而使得面纸202与底纸201组装贴合在一起;人工将底纸201与面纸202贴合组装的产品拿下来,并放上底纸201,重复以上动作,实现自动生产;整个过程只需要堆叠放置面纸202和在两个底纸定位机构103之间交替取拿产品及底纸201;人工劳力较小且效率较高;
30.在一个实施例中,如图1所示,该自动机还包括控制系统101,所述控制系统101设在落地式机台102内部,与落地式机台102上的各个部件相连接并用于控制其相互配合运动;
31.在一个实施例中,如图2所示,所述底纸定位机构103包括直线导轨301、安装底板303、对位件、底纸吸盘311和平移气缸308,所述直线导轨301为两个并列设在落地式机台102上,安装底板303滑动设在直线导轨301上,底纸吸盘311设在安装底板303上并在抽真空时吸取底纸201,使底纸201位置固定不动;所述对位件为两个并分别位于底纸吸盘311相邻的两侧,对位件用于调节底纸201在底纸吸盘311上位置,平移气缸308一端连接安装底板303且另一端连接落地式机台102,平移气缸308的伸缩拖动安装底板303在直线导轨301上移动而调节安装底板303在直线导轨301上的位置;在本实施例中,利用平移气缸308调节安装底板303在直线导轨301上的位置,使其与吸盘组件106对应,在利用对位件将底纸吸盘311上的底纸201调节位置,使其与吸盘组件106上的吸取位置对应;再将底纸吸盘311抽真空而将底纸201在位置上固定;
32.在一个实施例中,如图2所示,所述对位件包括对位气缸304和对位块305,所述对位气缸304设在安装底板303上,所述对位块305设在对位气缸304朝向底纸吸盘311的端部并抵持底纸吸盘311上的底纸201;通过对位气缸304的伸缩以及对位块305的抵持可调节底纸201的固定位置;
33.在一个实施例中,如图2所示,所述底纸定位机构103还包括拖链307,所述拖链307通过拖链安装板306安装在安装底板303与落地式机台102之间,拖链307用于疏导连接底纸定位机构103上各个部件的电缆或气路;在安装底板303移动时,拖链307能够起到保护电缆或气路的作用;
34.在一个实施例中,如图5所示,所述吸盘组件106包括压缩弹簧701、面纸吸盘702、703、导向杆704、安装垫片705、机械手连接座706、轴承安装板707和直线轴承708,所述面纸吸盘702和轴承安装板707之间相对设在并通过导向杆704相连,面纸吸盘702用于吸取面纸202,所述导向杆704滑动贯穿轴承安装板707,直线轴承708设在导向杆704端部且安装垫片705设在直线轴承708上,所述压缩弹簧701安装在导向杆704上并介于面纸吸盘702和直线轴承708之间,轴承安装板707通过机械手连接座706与四轴机械手105的末端连接;在压缩弹簧701的作用力下,使得面纸吸盘702始终处于下压状态,从而使得在贴合底纸201和面纸202提供弹性压力;
35.在一个实施例中,如图7所示,所述面纸上料机构109包括安装托板602和四个面纸定位块601,所述安装托板602安装在落地式机台102上,面纸定位块601位于安装托板602端面的四角处,四个面纸定位块601之间围成一个用于存放面纸202的槽体;四个安装托板602的设置可保证面纸202叠放的整齐度,其中,安装托板602通过螺栓与面纸定位块601相连接而便于拆卸;
36.在一个实施例中,如图4所示,所述毛刷分料机构104包括升降气缸401、气缸安装板402、电机安装板404、电机405和毛刷407,所述升降气缸401通过气缸安装板402安装在落地式机台102上,电机405通过电机安装板404安装在升降气缸401的伸缩端部,毛刷407安装在电机405的输出轴上;在本实施例中,在吸盘组件106吸取面纸上料机构109上的面纸202时,通过毛刷分料机构104调节电机405的高度以适应吸盘组件106提升的高度,而电机405驱使毛刷407旋转,从而毛刷407拨动两个面纸202使其分开;
37.在一个实施例中,如图6所示,所述风刀组件108包括风刀安装板501和风刀503,所述风刀安装板501安装在落地式机台102上且风刀503设在风刀安装板501上,风刀503的出风端朝向面纸上料机构109;通过风刀503的吹气配合毛刷分料机构104的旋转拨动可快速分离两个面纸202。
38.上述实施例,公布了一种机械手自动贴纸机,其中,四轴机械手105驱使吸盘组件106在两个底纸定位机构103及面纸上料机构109之间移动以及升降,工作时,人工将贴纸200中的底纸201切换式叠放在两个底纸定位机构103之中,以及面纸202叠放在面纸上料机构109内,吸盘组件106在四轴机械手105的驱使下,会吸取面纸上料机构109上堆叠的面纸202,向上提升至一定距离后,毛刷分料机构104旋转拨开两个面纸202,再通过风刀组件108的吹气使得吸取的面纸202相对底部堆叠面纸202脱离;四轴机械手105驱动吸盘组件106移动至其中一个底纸定位机构103处,在底纸201和面纸202相对应后下移,使得吸盘组件106上吸取的底纸201和底纸定位机构103上的面纸202相贴合并压紧,进而使得面纸202与底纸
201组装贴合在一起;人工将底纸201与面纸202贴合组装的产品拿下来,并放上底纸201,重复以上动作,实现自动生产;整个过程只需要堆叠放置面纸202和在两个底纸定位机构103之间交替取拿产品及底纸201;人工劳力较小且效率较高。
39.以上所述,仅为本公开的具体实施方式,但本公开的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本公开揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本公开的保护范围之内。因此,本公开的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。