1.本实用新型涉及一种用于砂炮或类似形状物有序出料的砂炮加料器。
背景技术:
2.砂炮也叫甩炮,属于烟花爆竹产品的一种。为保证运输存储安全,砂炮采用了泡罩包装,即每一只砂炮独立装到一个泡罩的泡眼内,然后封口。目前,砂炮在进行泡罩包装生产时,如何将散乱的砂炮整齐排列送出,然后一起加料到泡罩的泡眼内,存在有一定难度,只能采用手工进行,效率极低。
技术实现要素:
3.鉴于背景技术存在的不足,本实用新型的目的旨在于提供一种能够在保证安全前提下实现砂炮的有序出料,以实现砂炮或类似形状物的自动泡罩包装生产的砂炮加料器。
4.本实用新型是通过如下技术方案来实施的:
5.砂炮加料器,其特征在于:包括送料平台,送料平台安装于振动器上,送料平台设有纵向方向的多条送料通道,送料通道的宽度匹配砂炮外径,送料通道的上方设有刷辊,刷辊由刷辊电机驱动进行滚动,送料通道在后刷辊位置设有止退槽,止退槽由送料通道底部的凹进所形成,送料通道的后端出口衔接收料通道。
6.所述送料平台由相互独立的前后部分组成,前送料平台、后送料平台的分界点在止退槽位置,止退槽位于前送料平台,前送料平台安装于前振动器,后送料平台安装于后振动器。
7.所述前送料平台在送料通道的底部中央设有前后贯通的过粉槽。
8.所述后刷辊前的送料通道具有高低交错的中间隔板,每两条或以上送料通道之间由一条高的中间隔板进行隔开,高的中间隔板促使送料过程中送料通道上方的砂炮以头尾向前姿态进入送料通道。
9.所述送料通道在前端进口位置由围板围出下料区间,下料区间内设有下料板,下料板密布设有落粉孔。
10.所述刷辊设有前后两个,刷辊由中间辊筒和在中间辊筒外圆周布设的软材质刷板构成。
11.多条送料通道分成若干组送料单元,每组送料单元所对应的收料通道在前后方向上相互错开。
12.上述技术方案的砂炮加料器,能够在保证安全前提下实现砂炮的有序出料,以实现砂炮或类似形状物的自动泡罩包装生产。
附图说明
13.本实用新型有如下附图:
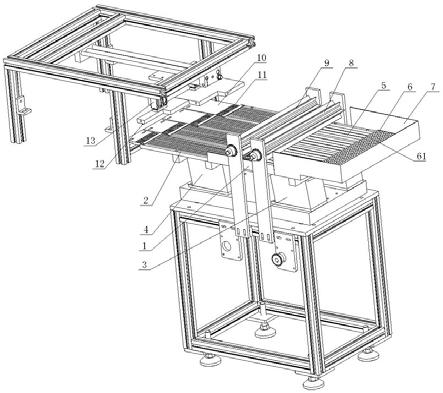
14.图1为本实用新型的立体结构图,
15.图2为图1中送料平台的放大视图,
16.图3为图2的a
‑
a剖视图,
17.图4为图2的b
‑
b剖视图,
18.图5为图2去掉刷辊后的视图,
19.图6为图5的a部放大图,
20.图7为图5的b部放大图。
具体实施方式
21.如图所示,本实用新型的砂炮加料器,包括前送料平台1和后送料平台2,前送料平台1安装于前振动器3,后送料平台2安装于后振动器4,后振动器4工作时的振动频率大于前振动器3,送料平台设有纵向方向的多条送料通道5,送料通道5的宽度略大于砂炮外径,送料通道5在前端进口位置由围板7围出下料区间,下料区间内设有下料板6,下料板6固定在前送料平台1上,下料板6密布设有落粉孔61,送料通道5的后端出口衔接收料通道11,收料通道11在收料平台10上设置,收料平台10固定安装,收料通道11的上方设有吸嘴12,吸嘴12与抓取机械手13连接,多条送料通道5分成四组送料单元,每组送料单元所对应的收料通道在前后方向上相互错开。送料通道5的上方设有前刷辊8和后刷辊9,前后刷辊由各自刷辊电机驱动进行滚动,前后刷辊由中间辊筒和在中间辊筒外圆周布设的硅胶材质刷板构成,送料通道5在后刷辊9位置设有止退槽14,止退槽14由送料通道5底部的凹进所形成,前送料平台1、后送料平台2的分界点在止退槽14位置,止退槽14位于前送料平台1;所述后刷辊9前侧的送料通道5具有高低交错的中间隔板,高的中间隔板52的高度相当于1.5倍左右的砂炮外径,低的中间隔板51的高度小于砂炮外径,每两条送料通道5之间由一条高的中间隔板52进行隔开,高的中间隔板52促使送料过程中送料通道5上方的砂炮以头尾向前姿态进入送料通道5,前送料平台1在送料通道5的底部中央设有前后贯通的过粉槽15。
22.本实用新型是这样进行砂炮的加料的:工人将砂炮一把把手工抓取后放到下料板6上,在振动器的振动作用下,砂炮从下料板6落到送料通道5并被向前推送,砂炮中掺杂的火药粉会进入过粉槽15内由过粉槽单独排出,保证安全,由于开始的送料通道5具有高低交错的中间隔板,而且相邻高的中间隔板52的距离远小于砂炮长度,所以能够促使送料通道5上方的砂炮以头尾向前姿态进入送料通道内,使砂炮在送料通道5内前后有序排列,而位于送料通道上方的砂炮则在经过前刷辊8时,在前刷辊8的反向转动的挡料作用下被挡了回去,此时只有那些一端进入送料通道5、一端上翘的砂炮会漏过去,这些漏过去的上翘砂炮在接近后刷辊9时(后刷辊也作反向转动),由于后刷辊的位置更低,所以会挡住上翘砂炮继续前移,把上翘砂炮向后进行推动,这时由于已经平躺在送料通道5内的砂炮受到止退槽14的止退作用,所以不会因上翘砂炮的后移而停止向前移动,这样一来,通过后刷辊9下方的所有砂炮都会平躺在送料通道5内有序前后排列,接下来,砂炮通过后送料平台2进入收料通道11,在收料通道内,砂炮进行等待,等待吸嘴12过来将其整排整列进行吸取,最后在抓取机械手13的动作下,排列整齐的砂炮被转移至泡罩上方与泡眼对准,完成在保证安全前提下实现砂炮的有序出料,进而实现砂炮的自动泡罩包装生产。
技术特征:
1.砂炮加料器,其特征在于:包括送料平台,送料平台安装于振动器上,送料平台设有纵向方向的多条送料通道,送料通道的宽度匹配砂炮外径,送料通道的上方设有刷辊,刷辊由刷辊电机驱动进行滚动,送料通道在后刷辊位置设有止退槽,止退槽由送料通道底部的凹进所形成,送料通道的后端出口衔接收料通道。2.如权利要求1所述的砂炮加料器,其特征在于:所述送料平台由相互独立的前后部分组成,前送料平台、后送料平台的分界点在止退槽位置,止退槽位于前送料平台,前送料平台安装于前振动器,后送料平台安装于后振动器。3.如权利要求2所述的砂炮加料器,其特征在于:所述前送料平台在送料通道的底部中央设有前后贯通的过粉槽。4.如权利要求1所述的砂炮加料器,其特征在于:所述后刷辊前的送料通道具有高低交错的中间隔板,每两条或以上送料通道之间由一条高的中间隔板进行隔开,高的中间隔板促使送料过程中送料通道上方的砂炮以头尾向前姿态进入送料通道。5.如权利要求1所述的砂炮加料器,其特征在于:所述送料通道在前端进口位置由围板围出下料区间,下料区间内设有下料板,下料板密布设有落粉孔。6.如权利要求1所述的砂炮加料器,其特征在于:所述刷辊设有前后两个,刷辊由中间辊筒和在中间辊筒外圆周布设的软材质刷板构成。7.如权利要求1所述的砂炮加料器,其特征在于:多条送料通道分成若干组送料单元,每组送料单元所对应的收料通道在前后方向上相互错开。
技术总结
本实用新型公开了砂炮加料器,其特征在于:包括送料平台,送料平台安装于振动器上,送料平台设有纵向方向的多条送料通道,送料通道的宽度匹配砂炮外径,送料通道的上方设有刷辊,刷辊由刷辊电机驱动进行滚动,送料通道在后刷辊位置设有止退槽,止退槽由送料通道底部的凹进所形成,送料通道的后端出口衔接收料通道。本实用新型能够在保证安全前提下实现砂炮的有序出料,以实现砂炮或类似形状物的自动泡罩包装生产。罩包装生产。罩包装生产。
技术研发人员:阮敏 王飞飞
受保护的技术使用者:浙江海拓机械科技有限公司
技术研发日:2021.01.25
技术公布日:2021/10/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

