1.本发明属于图像数据处理技术领域,具体涉及一种防变形控制装置、系统及方法。
背景技术:
2.能源安全是发展国民经济和保障国家安全的基础之一,是制约社会可持续发展与国家和平稳定的重大战略问题。化石能源是目前全球消耗的最主要能源,但随着人类的不断开采,化石能源的枯竭是不可避免的,大部分化石能源本世纪将被开采殆尽。
3.核能作为一种清洁能源在国际上得到广泛使用。核裂变能的可持续发展依赖于铀资源的充分利用和核废物的最少化。目前世界上运行的热堆核电站,其铀资源的利用率不到1%,可直接用来产生裂变核能的u235现探明储量不够现有世界核反应堆使用200年,u235在天然铀中所占比例不到1%,天然铀中占99.3%的是u238,u238本身并不能直接用来发电,所以现有的压水堆对u238只能做核废料来处理,而快中子增殖反应堆能够解决这一问题,它可以将带有放射性的u238从核废料变成核燃料,使铀矿资源利用率从1%提高到70%以上。一举解决铀矿资源枯竭、核材料利用率低和核废料难以处理等三大棘手问题。因此开发快中子增殖反应堆,对于充分利用我国铀资源、持续稳定地发展核电、解决后续能源供应等问题具有重大的战略意义。
4.cfr 600钠冷快堆是中国原子能科学研究院快堆研究设计所在实验快堆(cefr)成功运行的基础上进一步研发的示范堆。cfr600快中子增殖反应堆是一个600mw池式结构的钠冷却核反应堆,除一回路、二回路、三回路通过热交换产生蒸汽发电的系统外,还有一个安全余热排出系统,该系统在非正常停堆时,为避免熔堆发生,能通过钠
‑
空气自然对流换热带走堆芯核衰变热能。该安全系统主要由钠池里的中间换热器和核岛外的钠
‑
空气热交换器组成。
5.钠
‑
空气热交换器用于cfr600示范快堆事故余热排除系统,每台机组共配备4台该设备。钠
‑
空气热交换器的功能是用于将事故余热排出系统中间回路钠的热量传递给空气,空气将热量带出,通过拔风烟囱排放到大气中去。钠
‑
空气热交换器的钠侧和空气侧的介质流动方式都是自然循环,钠侧的自然循环驱动力依靠的是钠
‑
空气热交换器和独立热交换器之间的温差和位差,空气侧的自然循环依靠的是拔风烟囱产生的抽力。
6.钠
‑
空气热交换器主要由钠进出口管、上下环形集流器、翅片管、流量分配器、上下集流器支撑结构、管束支撑结构、底部接钠底盘、外部壳体及进出口风门组成。高温的液态金属钠由钠进口管进入上部集流器,经分配后沿着竖直布置的环形翅片管束向下流动至下部集流器,通过下部集流器上的钠出口管流出。其中,上下环形集流器是直径为3100mm的环形弯管,其外径(od)为650mm,壁厚20 mm。上、下集流器呈镜像关系。每个集流器环管上有720个od38.1mm
×
2.8mm的支管,这些支管连接到翅片管束上。另外上/下集流管还有一个od341mm
×
20mm的进/出钠管口,集流器材料是tp316h不锈钢。由于设计温度高(580℃)且上下环形集流器是钠
‑
空气热交换器的关键部件,因此,上下环形集流器的制造必须严格的执行标准规范、严格的制造方法和高标准的质量控制和质量保证,以确保钠
‑
空气热交换器安
全可靠运行40年。
7.集流器的制造按设计标准要求挤压成型,但由于支管口受压成型时,支撑横杠局部受到向下压力时支撑横杠会出现弯曲变形,顶头放置在支撑横杠凹槽内,其会随着支撑横杠的弯曲变形发生轻微的角度偏移,导致支管口成型时轴线发生倾斜,管口壁厚不均匀,靠近受力区域的管壁薄,另一端管壁厚。这样制造出来的支管是不符合质量标准的,而现有技术中,并未对该过程进行合理的监控和检验,导致不符合质量标准的支管被批量生产出来,造成大量损失。
8.因此,现阶段需设计一种防变形控制装置、系统及方法,来解决以上问题。
技术实现要素:
9.本发明目的在于提供一种防变形控制装置、系统及方法,用于解决上述现有技术中存在的技术问题,如:集流器的制造按设计标准要求挤压成型,但由于支管口受压成型时,支撑横杠局部受到向下压力时支撑横杠会出现弯曲变形,顶头放置在支撑横杠凹槽内,其会随着支撑横杠的弯曲变形发生轻微的角度偏移,导致支管口成型时轴线发生倾斜,管口壁厚不均匀,靠近受力区域的管壁薄,另一端管壁厚。这样制造出来的支管是不符合质量标准的,而现有技术中,并未对该过程进行合理的监控和检验,导致不符合质量标准的支管被批量生产出来,造成大量损失。
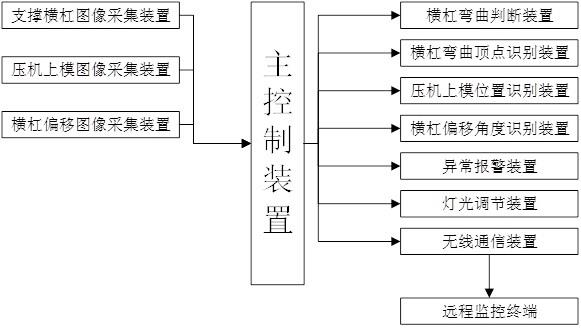
10.为实现上述目的,本发明的技术方案是:一种防变形控制装置,包括主控制装置,还包括分别与主控制装置连接的支撑横杠图像采集装置、横杠弯曲判断装置、横杠弯曲顶点识别装置、压机上模图像采集装置、压机上模位置识别装置、横杠偏移图像采集装置、横杠偏移角度识别装置;所述支撑横杠图像采集装置用于实时采集支撑横杠的图像信息,记为实时横杠图像信息;所述横杠弯曲判断装置用于通过所述实时横杠图像信息判断支撑横杠是否弯曲;所述横杠弯曲顶点识别装置用于通过所述实时横杠图像信息判断支撑横杠的弯曲顶点位置信息,记为弯曲顶点位置信息;所述压机上模图像采集装置用于实时采集压机上模的图像信息,记为实时上模图像信息;所述压机上模位置识别装置通过所述实时上模图像信息识别压机上模相对于实时弯曲顶点位置信息的对应位置,记为压机上模位置信息;所述横杠偏移图像采集装置用于实时采集支撑横杠与所述压机上模位置信息对应上翘一端的图像信息,记为实时横杠上翘图像信息;所述横杠偏移角度识别装置用于根据所述实时横杠上翘图像信息识别出横杠上翘的角度信息,记为实时横杠上翘角度信息。
11.进一步的,所述主控制装置控制所述支撑横杠图像采集装置、横杠弯曲判断装置处于动作状态,控制所述横杠弯曲顶点识别装置、压机上模图像采集装置、压机上模位置识别装置、横杠偏移图像采集装置、横杠偏移角度识别装置处于非动作状态;若所述横杠弯曲判断装置判断支撑横杠已经弯曲,则所述主控制装置控制所述横杠弯曲顶点识别装置、压机上模图像采集装置、压机上模位置识别装置处于动作状态;
若所述压机上模位置识别装置识别出压机上模相对于实时弯曲顶点位置信息的对应位置,则所述主控制装置控制所述横杠偏移图像采集装置处于动作状态;若所述横杠偏移图像采集装置采集到支撑横杠与所述压机上模位置信息对应上翘一端的图像信息,则所述主控制装置控制所述横杠偏移角度识别装置处于动作状态。
12.进一步的,还包括异常报警装置,所述异常报警装置与所述主控制装置连接;其中,所述主控制装置控制所述异常报警装置处于非动作状态;当所述横杠弯曲判断装置判断支撑横杠已经弯曲时,所述主控制装置控制所述异常报警装置处于动作状态。
13.进一步的,还包括灯光调节装置,所述灯光调节装置包括光照强度检测器、遮光装置、补光装置、存储器和灯光控制器;所述灯光控制器分别与所述光照强度检测器、遮光装置、补光装置、存储器、主控制装置连接;所述光照强度检测器用于实时检测光照强度,记为实时光照强度;所述遮光装置用于调节降低所述实时光照强度;所述补光装置用于调节增强所述实时光照强度;所述存储器用于存储所述支撑横杠图像采集装置、压机上模图像采集装置、横杠偏移图像采集装置正常工作状态时的标准光照强度;其中,当所述实时光照强度与所述标准光照强度不匹配时,所述主控制装置通过所述灯光控制器对所述实时光照强度进行调节。
14.一种防变形控制系统,包括上述防变形控制装置,还包括无线通信装置和远程监控终端;所述主控制装置通过所述无线通信装置与所述远程监控终端网络连接。
15.一种防变形控制方法,采用上述防变形控制装置进行防变形控制。
16.与现有技术相比,本发明所具有的有益效果为:本方案其中一个有益效果在于,通过支撑横杠图像采集装置、横杠弯曲判断装置的配合,可监测支撑横杠是否因为承压而发生弯曲,当监测到支撑横杠发生弯曲时,主控制装置可通过数据显示装置对弯曲情况进行可视化,还可通过异常报警装置对弯曲情况进行异常报警;使得支管成型过程存在合理的监控和检验,不会出现不符合质量标准的支管被批量生产出来,避免造成大量损失。
17.本方案其中一个有益效果在于,只有当支撑横杠已经弯曲时,才启动横杠弯曲顶点识别装置、压机上模图像采集装置、压机上模位置识别装置,避免这些装置长时间无效动作,没有任何效用。同样的,只有当识别出压机上模相对于实时弯曲顶点位置信息的对应位置时,才启动横杠偏移角度识别装置对准支撑横杠靠近压机上模的一端进行角度识别,避免识别到相反的一端,导致偏移角度识别出错,同时避免装置长时间无效动作;因为支撑横杠两端都存在上翘角度,然后两端的上翘角度是不同的,只有支撑横杠靠近压机上模的一端是目标上翘角度,即偏移角度。
18.本方案其中一个有益效果在于,可保证支撑横杠图像采集装置、压机上模图像采集装置、横杠偏移图像采集装置在实际动作时的光照强度均为标准光照强度,避免因为环境光照强度对各项图像采集造成影响。
附图说明
19.图1为本技术实施例的支管口成型时轴线发生倾斜的示意图。
20.图2为图1中a的放大示意图。
21.图3为本技术实施例的连接结构示意图。
22.图4为本技术实施例的灯光调节装置连接结构示意图。
23.图5为本技术实施例的支撑横杠防变形装置使用示意图。
24.图6为本技术实施例的支撑横杠防变形装置结构示意图。
25.图7为本技术实施例的支撑横杠与防变形装置受力分析示意图。
具体实施方式
26.下面结合本发明的附图1
‑
7,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.实施例:集流器的制造按设计标准要求挤压成型,但由于支管口受压成型时,支撑横杠局部受到向下压力时支撑横杠会出现弯曲变形,顶头放置在支撑横杠凹槽内,其会随着支撑横杠的弯曲变形发生轻微的角度偏移,导致支管口成型时轴线发生倾斜(如图1和2所示),管口壁厚不均匀,靠近受力区域的管壁薄,另一端管壁厚。这样制造出来的支管是不符合质量标准的,而现有技术中,并未对该过程进行合理的监控和检验,导致不符合质量标准的支管被批量生产出来,造成大量损失。
28.因此,如图3所示,提出一种防变形控制装置,包括主控制装置,还包括分别与主控制装置连接的支撑横杠图像采集装置、横杠弯曲判断装置、横杠弯曲顶点识别装置、压机上模图像采集装置、压机上模位置识别装置、横杠偏移图像采集装置、横杠偏移角度识别装置;所述支撑横杠图像采集装置用于实时采集支撑横杠的图像信息,记为实时横杠图像信息;所述横杠弯曲判断装置用于通过所述实时横杠图像信息判断支撑横杠是否弯曲;所述横杠弯曲顶点识别装置用于通过所述实时横杠图像信息判断支撑横杠的弯曲顶点位置信息,记为弯曲顶点位置信息;所述压机上模图像采集装置用于实时采集压机上模的图像信息,记为实时上模图像信息;所述压机上模位置识别装置通过所述实时上模图像信息识别压机上模相对于实时弯曲顶点位置信息的对应位置,记为压机上模位置信息;所述横杠偏移图像采集装置用于实时采集支撑横杠与所述压机上模位置信息对应上翘一端的图像信息,记为实时横杠上翘图像信息;所述横杠偏移角度识别装置用于根据所述实时横杠上翘图像信息识别出横杠上翘的角度信息,记为实时横杠上翘角度信息。
29.通过上述方案,通过支撑横杠图像采集装置、横杠弯曲判断装置的配合,可监测支撑横杠是否因为承压而发生弯曲,当监测到支撑横杠发生弯曲时,主控制装置可通过数据显示装置对弯曲情况进行可视化,还可通过异常报警装置对弯曲情况进行异常报警;使得支管成型过程存在合理的监控和检验,不会出现不符合质量标准的支管被批量生产出来,避免造成大量损失。
30.在上述方案的基础上进一步的,所述主控制装置控制所述支撑横杠图像采集装
置、横杠弯曲判断装置处于动作状态,控制所述横杠弯曲顶点识别装置、压机上模图像采集装置、压机上模位置识别装置、横杠偏移图像采集装置、横杠偏移角度识别装置处于非动作状态;若所述横杠弯曲判断装置判断支撑横杠已经弯曲,则所述主控制装置控制所述横杠弯曲顶点识别装置、压机上模图像采集装置、压机上模位置识别装置处于动作状态;若所述压机上模位置识别装置识别出压机上模相对于实时弯曲顶点位置信息的对应位置,则所述主控制装置控制所述横杠偏移图像采集装置处于动作状态;若所述横杠偏移图像采集装置采集到支撑横杠与所述压机上模位置信息对应上翘一端的图像信息,则所述主控制装置控制所述横杠偏移角度识别装置处于动作状态。
31.通过上述方案,只有当支撑横杠已经弯曲时,才启动横杠弯曲顶点识别装置、压机上模图像采集装置、压机上模位置识别装置,避免这些装置长时间无效动作,没有任何效用。同样的,只有当识别出压机上模相对于实时弯曲顶点位置信息的对应位置时,才启动横杠偏移角度识别装置对准支撑横杠靠近压机上模的一端进行角度识别,避免识别到相反的一端,导致偏移角度识别出错,同时避免装置长时间无效动作;因为支撑横杠两端都存在上翘角度,然后两端的上翘角度是不同的,只有支撑横杠靠近压机上模的一端是目标上翘角度,即偏移角度。
32.在上述方案的基础上进一步的,还包括异常报警装置,所述异常报警装置与所述主控制装置连接;其中,所述主控制装置控制所述异常报警装置处于非动作状态;当所述横杠弯曲判断装置判断支撑横杠已经弯曲时,所述主控制装置控制所述异常报警装置处于动作状态。
33.如图4所示,在上述方案的基础上进一步的,还包括灯光调节装置,所述灯光调节装置包括光照强度检测器、遮光装置、补光装置、存储器和灯光控制器;所述灯光控制器分别与所述光照强度检测器、遮光装置、补光装置、存储器、主控制装置连接;所述光照强度检测器用于实时检测光照强度,记为实时光照强度;所述遮光装置用于调节降低所述实时光照强度;所述补光装置用于调节增强所述实时光照强度;所述存储器用于存储所述支撑横杠图像采集装置、压机上模图像采集装置、横杠偏移图像采集装置正常工作状态时的标准光照强度;其中,当所述实时光照强度与所述标准光照强度不匹配时,所述主控制装置通过所述灯光控制器对所述实时光照强度进行调节。
34.通过上述方案,可保证支撑横杠图像采集装置、压机上模图像采集装置、横杠偏移图像采集装置在实际动作时的光照强度均为标准光照强度,避免因为环境光照强度对各项图像采集造成影响。
35.如图5和6所示,在上述方案的基础上进一步的,还包括支撑横杠防变形装置,所述支撑横杠防变形装置包括底板2,底板2的两端各固定有一个与支撑横杠4端部外形相配的支座1,支撑横杠4的两端可拆卸安装定位在对应的支座1中;底座1的中间设有两个轴向长条形凸起5,两个长条形凸起5之间形成放置钢管顶升工具的长槽6,在两个长条形凸起5的
外侧各安装有一个纵向筋板302,在长条形凸起5与纵向筋板302之间固定连接有多个径向筋板301,径向筋板301底部与底板2固定相连,前后侧分别与长条形凸起5和纵向筋板302固定相连,其中,径向筋板301和纵向筋板302即为组合筋板3。支管成型时,向下的径向压力传递到支撑横杠4上,并经支撑横杠4传递到两端两座的支座1上,使支座产生向内的变形力,该变形力传递到纵向筋板进而经径向筋板传递到长条形凸起5和底板2上,最终抵消支座的变形力,防止支座产生变形而影响支管成形。
36.所述支撑横杠4的上表面呈与待成型支管的主管8的内表面相匹配的弧形结构,所述支撑横杠4下表面为平面结构,所述支撑横杠4侧面为弧面或平面。所述支座1设有一个凸字形凹槽7,支撑横杠4的端部也呈凸字形结构,所述凸字形结构可适配插入凸字形凹槽7中。所述纵向筋板302中部呈凹弧形结构。以便于操作人员从凹弧处进入长槽6中操作顶升工具。所述的底板2、径向筋板301和纵向筋板302均为钢板,所述钢板厚度为50~70毫米。
37.上述方案中,支管成型上模10与压机上模11固定,支管成型顶头12放置在顶头槽板13中,顶头槽板13用于支管的定位。
38.使用时,将两端支座1按支撑横杠4的长度固定于底板2上,两端支座1之间用纵向筋板302固定,再用径向筋板301与底板及底板中间的长条形凸起5固定相连,再将两端开好凸字形结构的支撑横杠4的两端放置于对应的支座3的凸字形凹槽7内。
39.如图7所示,当支撑横杠4受力时,两端支座1向支撑横杠4中心方向受力,底板2与纵向筋板302提供反向拉力,极大程度地减少两端支座1向中心方向偏移,径向筋板301防止因两端支座1向中心方向偏移时纵向筋板302受力变形。底板2和纵向筋板302、径向筋板301之间相连形成稳定结构相互受力提供多重保护。
40.支管成型时,将支管顶头12放置在顶头槽板13内,支管成型上模10向下的径向压力传递到支管顶头12,顶头12受力局部作用到支撑横杠4上,对支撑横杠4向下的压力,再经支撑横杠4两端凹槽传递到两端两座的支座1上,使支座产生向内的变形力,该变形力传递到纵向筋板进而经径向筋板传递到长条形凸起5和底板2上,最终抵消支座的变形力,防止支座产生变形而影响支管成形。
41.通过上述方案,利用两端支座的凹槽固定支撑横杠以及筋板的横向纵向支撑解决了现有管道支管口成型时支撑横杠局部受压变形的问题,有利于提高支撑横杠局部受压时抗变形的能力。
42.一种防变形控制系统,包括上述防变形控制装置,还包括无线通信装置和远程监控终端;所述主控制装置通过所述无线通信装置与所述远程监控终端网络连接。通过该系统,可实现远程监控。
43.一种防变形控制方法,采用上述防变形控制装置进行防变形控制。
44.以上是本发明的较佳实施例,凡依本发明技术方案所作的改变,所产生的功能作用未超出本发明技术方案的范围时,均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

