一种夹层pcd复合片
技术领域
1.本实用新型属于超硬材料领域,主要涉及一种夹层pdc复合片。
背景技术:
2.随着pcd复合片由聚晶金刚石和硬质合金组成,因其良好的耐磨性、导热性、抗冲击性能等特点,被多个领域广泛使用。除了传统的煤田及油气开采、地质勘探领域外,近年来在耐磨件、有色金属加工等领域的应用也在逐渐增加。其中利用金刚石层的特性,将复合片加工成铣刀、车刀、钻头等各类刀具加工金属材料,能够延长刀具使用寿命、提高加工精度、减少工件烧伤。
3.然而由于金刚石材料本身硬度过大,造成复合片自身加工难度较大,特别是在磨削刀具刃口过程中,单独金刚石聚晶层在加工过程中磨削困难且极易出现崩口现象,造成加工成品率低,影响力复合片在刀具领域的使用,且由于复合片作为刀具使用过程中,受力相对更为集中,抗冲击性表现往往较差,使用中易出现崩裂现象。
技术实现要素:
4.针对现有技术中存在的不足,本实用新型的目的在于提供一种夹层pdc复合片,以解决传统pdc钻齿因刃口变钝导致的钻头钻进效率低、使用寿命短等缺陷。
5.为了实现上述目的,本实用新型采用了如下技术方案:一种夹层pcd复合片,所述复合片为圆柱状,圆柱状复合片的两端均为硬质合金层,硬质合金层之间为与硬质合金层压制而成的pcd聚晶层,硬质合金层与pcd聚晶层之间的结合面为曲面或波浪面。
6.所述复合片总高度为0.5~6.0mm,直径为6~25.4mm,中间pcd聚晶层的厚度为0.1~1.5mm。
7.两硬质合金层的厚度偏差为0~3.0mm。
8.pcd聚晶层与硬质合金层结合面的曲率为0~50。
9.pcd聚晶层与硬质合金层结合面的曲率为0~0.1,0.1
‑
1,1
‑
10,10
‑
50。
10.本实用新型公开的一种夹层pdc复合片,由于两侧的硬质合金层韧性较好,能够为中间的pdc聚晶层提供较好的抗崩保护,从而使pdc聚晶层在磨削刃口时的难度大大降低,更易加工成为所需刀具。硬质合金层与pcd聚晶层之间的结合面为曲面或波浪面,这种非平面结构的结合面结合更紧密,由此制成的刀具具有更好的性状稳定性。使用过程中两侧的硬质合金层能够更好地提高刀具的抗冲击性能,延长刀具的使用寿命。曲面夹层复合片制成钻进刀具,中间受力部位能够具有更好的性状稳定性;波浪夹层复合片制成铣削刀具,能够增加刃口,提高锋利度。
附图说明
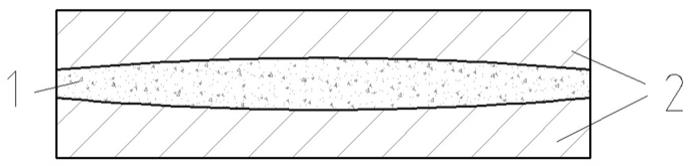
11.图1为本实用新型的一种结构示意图。
12.图2为本实用新型的又一种结构示意图。
13.图3为本实用新型的另一种结构示意图。
14.图4为本实用新型的再一种结构示意图。
15.图中:1
‑
pcd聚晶层, 2
‑
硬质合金层。
具体实施方式
16.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图,对本实用新型中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的其他所有实施方式,都属于本实用新型保护的范围。因此,以下对在附图中提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。
17.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
18.一种夹层pcd复合片,所述复合片为圆柱状,圆柱状复合片的两端均为硬质合金层,硬质合金层之间为与硬质合金层压制而成的pcd聚晶层,硬质合金层与pcd聚晶层之间的结合面为曲面或波浪面。所述复合片总高度为0.5~6.0mm,直径为6~25.4mm,中间pcd聚晶层的厚度为0.1~1.5mm;两硬质合金层的厚度偏差为0~3.0mm,结合面曲率为0~50,pcd聚晶层与硬质合金层结合面的曲率为0~0.1,0.1
‑
1,1
‑
10,10
‑
50。
19.如图1所示,一种夹层pcd复合片,圆柱形两端为硬质合金层2,两硬质合金层之间为与之通过高温高压相结合的pcd聚晶层1,硬质合金层与pcd聚晶层之间结合面为曲面,夹层pcd复合片总高度为4.5mm,直径为15.88mm,中间pcd聚晶层厚度为0.7~1.3mm,其中,最厚处为1.3mm,最薄处为0.7mm,两硬质合金层平均厚度偏差为1.5mm,结合面曲率为0.01。用该夹层pcd复合片制成的钻头,抗崩口能力增强,且因中心位置聚晶层较厚,能够起到更好的耐磨作用,使钻进刀具中心受力位置具有更好的形状稳定性,提高使用寿命。
20.硬质合金层与pcd聚晶层之间的结合面为曲面,这种非平面结构的结合面结合更紧密,由此制成的刀具具有更好的性状稳定性。曲面夹层复合片制成钻进刀具,中间受力部位能够具有更好的性状稳定性。
21.如图2所示,一种夹层pcd复合片,圆柱形两端为硬质合金层2,两硬质合金层之间为与之通过高温高压相结合的pcd聚晶层1,硬质合金层与pcd聚晶层之间的结合面为波浪面,且波浪面的起与落幅度大小相等,因此中间pcd聚晶层的厚度均匀,夹层pcd复合片的总高度为2.5mm,直径为10.5mm,中间pcd聚晶层的厚度为0.6mm,两硬质合金层平均厚度无偏差,波浪面曲率为3.5。硬质合金层与pcd聚晶层之间的结合面为波浪面,波浪面的起与落幅度大小也可以不等,波浪面曲率为0.1
‑
1。用该夹层pcd复合片制成的铣刀,抗崩口能力增强,且由单一刃口变为多个刃口,铣削进刀更为容易,锋利度更好,单个刃口磨损后不影响其余刃口使用,延长了刀具的使用寿命。硬质合金层与pcd聚晶层之间的结合面为曲面,这种非平面结构的结合面结合更紧密,由此制成的刀具具有更好的性状稳定性。波浪夹层复合片制成铣削刀具,能够增加刃口,提高锋利度。
22.如图3所示,一种夹层pcd复合片,圆柱形两端为硬质合金层2,两硬质合金层之间为与之通过高温高压相结合的pcd聚晶层1,硬质合金层与pcd聚晶层之间的结合面曲率为
0,即结合面为平面,夹层pcd复合片总高度为3.0mm,直径为13.44mm,中间聚晶层厚度为0.7mm,两端硬质合金层厚度偏差为0.7mm,两硬质合金层厚度分别为0.8mm和1.5mm。用该复合片制成的钻头或铣刀,刃口不宜碎崩,同时由于两侧合金厚度不同,使刀口前期加工崩口几率降低的同时,磨削量进一步减少,能够更易磨削刃口,加工难度降低。
23.如图4所示,一种夹层pcd复合片,圆柱形两端为硬质合金层2,两硬质合金层之间为与之通过高温高压相结合的pcd聚晶层1,硬质合金层与pcd聚晶层之间的结合面曲率为15,夹层pcd复合片总高度为8.0mm,直径为13.44mm,中间聚晶层厚度为0.6
‑
4mm。进一步的,两端硬质合金层相对应位置的厚度偏差为0mm,两合金层厚度均为2
‑
3.7mm。用该复合片制成的钻头或铣刀,能够更易磨削刃口,加工难度降低,且刃口不宜碎崩。
24.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
25.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

