1.本公开涉及将至少一个部件封装在封装组合物中。
背景技术:
2.一般来讲,可用于构造电子器件的一种方法包括将电子部件封装在衬底上。通过将预成形膜放置在电子部件的顶部上然后将带有电子部件和膜的衬底放置在烘箱中,可将电子部件封装在衬底上。烘箱可用于对膜进行加热,使膜软化。可使被软化的膜在电子部件上成形,并且使膜冷却和固化。在固化之后,该膜可将电子部件封装在衬底上。当使用待加热的预成形膜用于在待封装的部件上进行后续成形时,该膜通常必须是自支撑的,以允许在加热之前处理该膜。当使用厚度足以自支撑的膜时,在一些情况下,该膜可具有足够的重量,使得在过程中存在损坏该电子部件的风险。例如,由脆性材料形成的电子部件可能易受震动或冲击的损坏,可能在定位预成形膜,尤其是定位具有合适厚度以进行自支撑的预成形膜时发生震动或冲击。另外,为了使预成形膜具有自支撑性,该膜通常将具有一定的厚度,这可能导致所得的封装层不期望地厚。由于在封装过程中气体残留在膜和待封装的部件之间,因此使用预成形膜还可能导致在封装膜内(例如,在封装层和待封装的部件之间)形成空隙或气泡。封装过程有时包括真空步骤,在该真空步骤期间,在封装材料仍然柔软的同时,从封装材料内移除气体。因为真空步骤常常为封装过程增加附加步骤,所以真空步骤可能是不可取的。
3.光伏电池通常由脆性晶片形成,并且可包括硅或玻璃。因此,光伏电池易于因刮伤、震动和冲击而受损。在过去,将光伏电池形成为光伏阵列(诸如,太阳能阵列)需要将光伏电池附接到背衬(例如,衬底),将预成形膜放置在电池的顶部上,然后将整个构造(即,带有光伏电池和预成形膜的衬底)放置在烘箱中。在烘箱中,膜被加热,这使得该膜熔融并在电池上方形成以便封装光伏电池。当以此方式使用预成形膜时,存在损坏光伏电池的风险。使用预成形膜可能导致封装层具有不期望的厚度。
4.需要一种封装部件(例如,电子部件)的方法,该方法不损坏被封装的部件并且制备其中部件和封装组合物之间的界面无空隙的制品。
技术实现要素:
5.本文公开了一种封装部件的方法。该方法包括将封装组合物的第一层从施加辊施加到部件上,该部件设置在衬底上。施加辊包括外表面并且与部件间隔开,使得在该施加辊和该部件之间存在间隙。该间隙控制封装组合物的第一层的厚度。封装组合物的第一层将该部件封装在衬底上。电子部件表面与封装组合物之间的界面基本不含空隙。该方法可提供表现出最小空隙或不含空隙的封装制品。
6.在一些方面,施加第一层包括使衬底经过施加辊,并且以与衬底的行进方向相同的方向转动施加辊。在一些方面,施加辊的切向速度大于衬底的线速度。在一些方面,施加第一层包括使衬底沿第一方向经过施加辊,并且沿与第一方向相反的方向转动施加辊。在
一些方面,该方法还包括在施加封装组合物的第一层之后加热该封装组合物的第一层。在一些方面,施加第一层包括使衬底以不大于0.5米/分钟的速度经过施加辊。
7.该部件可为电子部件。在一些方面,电子部件与施加辊之间限定的间隙的大小为约0.2mm。在一些方面,封装组合物的第一层表现出约0.2mm的厚度。在一些方面,封装组合物的施加温度为约120℃至约170℃。在一些方面,封装组合物的施加温度不大于120℃。在一些方面,封装组合物的施加温度不大于100℃。在一些方面,封装组合物为聚丙烯(polypropylene)、乙烯乙酸乙烯酯(ethylene vinyl acetate)和无定形聚α烯烃(amorphous poly alpha olefin)中的至少一种。在一些方面,电子部件为半导体器件。
8.本文公开了一种将电子部件封装在衬底表面上的方法。该方法包括将封装组合物的第一层从施加辊施加到衬底上。施加辊包括外表面并且与衬底间隔开,使得在施加辊和衬底之间存在间隙。该间隙控制封装组合物的第一层的厚度。该方法包括将电子部件定位在封装组合物的第一层上。该方法包括将封装组合物的第二层从施加辊施加到电子部件上,使得电子部件被封装在封装组合物内,并且该封装组合物基本不含空隙。
9.在一些方面,施加封装组合物的第一层包括控制在施加辊的外表面和衬底表面之间限定的间隙的大小,使得施加辊不接触衬底。在一些方面,施加封装组合物的第二层包括控制在施加辊的外表面和衬底表面之间限定的间隙的大小,使得施加辊不接触电子部件。在一些方面,封装组合物的第一层限定第一厚度,该第一厚度小于电子器件的厚度。在一些方面,封装组合物的第二层限定第二厚度,该第二厚度小于电子器件的厚度。
10.在一些方面,施加封装组合物的第一层包括使衬底沿第一方向经过施加辊,并且沿与第一方向相同的方向转动施加辊。在一些方面,施加辊的切向速度大于衬底的线速度。在一些方面,施加封装组合物的第一层包括使衬底沿第一方向经过施加辊,并且沿与第一方向相反的方向转动施加辊。在一些方面,该方法还包括在衬底上施加封装组合物的第一层之后,加热该封装组合物的第一层。在一些方面,封装组合物作为液体施加。在一些方面,封装组合物的施加温度为约120℃至约170℃。在一些方面,封装组合物的施加温度不大于120℃。在一些方面,封装组合物的施加温度不大于100℃。在一些方面,封装组合物的第一层限定第一厚度,并且其中定位步骤还包括将电子部件定位在第一厚度的封装组合物中。
11.本文公开了一种用于封装电子部件的系统。该系统包括施加辊,施加辊限定被构造成将封装组合物施加到衬底表面的外表面。该系统还包括支撑结构,该支撑结构被构造成使衬底前进经过施加辊。该系统还包括升降机,该升降机被构造用于控制在衬底表面和施加辊外表面之间限定的间隙的大小。施加辊被构造成将封装组合物施加到沿衬底表面布置的电子部件上,而该施加辊不接触电子部件。施加辊被构造成将封装组合物施加到电子部件上,使得该封装组合物基本不含空隙。
12.在一些方面,支撑结构被构造成在与施加辊的圆周相切的方向上移动衬底,并且升降机被构造成在施加辊的圆周径向的方向上移动衬底。在一些方面,升降机被构造成通过控制间隙的大小来控制由施加辊沉积的封装组合物层的厚度。在一些方面,系统还包括加热元件,该加热元件被配置为加热被设置在衬底上的封装组合物。
13.本文所公开的是包括具有外表面的电子部件和与电子部件外表面直接接触的封装组合物的电子制品。封装组合物和电子制品外表面之间的接触区域限定界面,并且该界面基本不含空隙。封装组合物选自由以下成分组成的组:在150℃下表现出500厘泊(cp)至
不大于50,000cp的粘度的热塑性组合物,以及固化组合物,该固化组合物衍生自硅烷改性的热塑性聚合物(silane
‑
modified thermoplastic polymer)、乙烯基改性的苯乙烯嵌段共聚物(vinyl modified styrenic block copolymer)、乙烯基改性的氢化苯乙烯嵌段共聚物(vinyl modified hydrogenated styrenic block copolymer)、丙烯酸酯聚合物(acrylate polymer)、以及它们的组合。
14.在一些方面,热塑性组合物包含硅烷改性的无定形聚α
‑
烯烃(silane
‑
modified amorphous polyalphaolefin)、硅烷改性的茂金属催化的聚烯烃(silane
‑
modified metallocene catalyzed polyolefin)、硅烷改性的丙烯酸酯(silane
‑
modified acrylate)、或它们的组合。在一些方面,热塑性组合物包含热熔性粘合剂组合物,该热熔性粘合剂组合物包含热塑性聚合物以及增粘剂、增塑剂和蜡中的至少一种。
15.本文公开了不需要形成预成形膜并且不需要在烘箱中加热预成形膜以熔融和封装部件的封装方法。本公开包括一种封装方法,相对于由预成形膜形成的封装层的涂覆重量,该封装方法提供具有相对较低涂覆重量的封装层。
16.虽然公开了多个实施方案,但是根据以下详细描述,本公开的其他实施方案对于本领域技术人员将变得显而易见,以下详细描述示出并描述了本公开的示例性实施方案。因此,附图和详细描述在本质上被认为是示例性的而非限制性的。
附图说明
17.图1a和图1b是根据某些实施方案的封装制品的示意图。
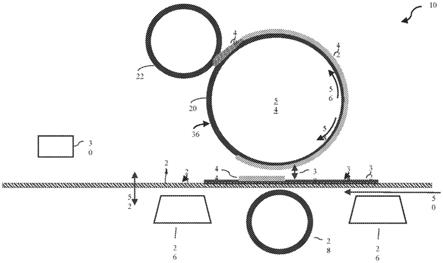
18.图2是根据某些实施方案的用于施加封装组合物的系统的示意图。
19.图3是根据某些实施方案的图1的系统的示意图。
20.图4是根据一些实施方案的在示例性过程的各个阶段处的图1的系统的某些部件的示意图。
21.图5是根据一些实施方案的在示例性过程的各个阶段处的图1的系统的某些部件的示意图。
22.图6是根据一些实施方案的可与图1的系统一起使用的过程的示例性流程图。
23.图7是根据一些实施方案的可与图1的系统一起使用的过程的示例性流程图。
24.图8是根据一些实施方案的可与图1的系统一起形成的示例性设备的分解图。
25.图9是根据一些实施方案的利用本文所公开的系统和方法形成的示例性设备的照片。
26.图10是根据一些实施方案的利用本文所公开的系统和方法形成的示例性设备的照片。
27.术语表
28.如本文所用,短语“基本不含空隙”是指不存在横截面尺寸大于0.1mm的空隙,并且每平方毫米封装组合物平均存在0至不大于20个空隙。
29.如本文所用,术语“空隙”是指由气体(例如,空气、氧气、氮气、二氧化碳、以及它们的组合)占据的空间。
具体实施方式
30.封装部件的过程包括将液体封装组合物施加到被定位在衬底上的部件上,以便将该部件封装在封装组合物内并且产生封装制品,其中封装组合物和部件之间的界面基本不含空隙。该界面为部件和封装组合物之间的直接接触区域。
31.将液体封装组合物从施加辊施加到部件上,该施加辊与该部件间隔开,使得该施加辊和该部件之间存在间隙。间隙控制由液体封装组合物形成的封装组合物层的厚度。该过程任选地包括利用第一液体封装组合物涂覆衬底以形成第一层,以及在部件上施加一层液体封装组合物之前使第一层与部件接触。可在衬底和部件中的至少一者上涂覆封装组合物的多个层。在存在封装组合物的多个层的情况下,这些层可由相同或不同的封装组合物形成。此外,在已施加封装组合物的多个层的情况下,这些层中的至少两个层任选地熔合在一起以形成单个层。可施加具有任何合适的涂覆重量的封装组合物的任何数量的层以实现所需的总涂覆厚度。
32.该过程可作为在线过程来实施。该过程可作为连续步骤来实施,因为衬底和待封装的部件通过生产线进行,而无需将它们从生产线移除。
33.如图1a所示,封装制品2包括衬底4、部件5以及设置在部件5和衬底4上的封装组合物的第一层6。部件5被封装组合物的第一层6完全封装,并且在封装组合物和部件5之间限定界面7。界面7基本不含空隙。图1b示出涂覆有封装组合物的第一层6的衬底4和定位在第一层6上的部件5。如图所示,封装制品2包括衬底4、设置在衬底4上的封装组合物的第一层6、部件5、以及设置在部件5和衬底4上的封装组合物的第二层8。部件5被完全包封在封装组合物的第一层6和封装组合物的第二层8内,并且被设置在衬底4的表面上,使得部件5“漂浮”在衬底4的表面上方。换句话讲,部件5可被完全包封在封装组合物内,并且封装组合物的第一层6将部件5与衬底4隔开。衬底4和部件5经由封装组合物的第一层6彼此附接。
34.部件5和衬底4可通过封装组合物的第一层6机械地或化学地连接,其中部件5和衬底4彼此不直接接触。部件5可经由封装组合物的第一层6附接到衬底4,并且通过封装组合物的第一层6与衬底4电绝缘。在一些示例中,部件5可通过封装组合物的第一层6与衬底4分开,并且部件5可诸如利用导线电连接到衬底4。封装组合物可为导电的,使得部件5可通过封装组合物与衬底4电子连通。
35.部件5可为电子部件。部件5可包括一个或多个电子部件。部件5可包括例如被定位成形成阵列的多个电子部件。例如,部件5可包括沿衬底4定位以形成光伏阵列的多个光伏电池。部件5可为彼此电子连通的一个或多个电子部件,诸如利用将一个或多个电子部件彼此连接的导线来电子连通。在另一个示例中,部件5可为彼此电子连通并与衬底4电子连通的一个或多个电子部件,诸如利用将一个或多个电子部件彼此连接并与衬底4连接的导线或通过导电封装组合物来电子连通。
36.用于将液体组合物涂覆在衬底上的任何合适的系统可与将部件封装在封装组合物内的过程一起使用,该系统包括例如辊涂系统、弯月面涂覆系统和适用于将液体组合物施加到衬底的其他系统。该系统也可用作通常被称为辊涂的过程的一部分。合适的可商购获得的辊涂系统可以包括例如以下的商品名的多种获得:可购自hardo(德国的巴特萨尔茨乌夫伦)的hardo t150辊涂系统、可购自omma(意大利的林比亚泰)的omma hgs 314辊涂系统以及可购自hardo(德国的巴特萨尔茨乌夫伦)的包括诸如pu shuttle的穿梭系统的
hardo
‑
thermo 650辊涂系统。合适的辊涂系统的其他示例包括辊涂生产线,诸如单侧和双侧辊涂系统、用于抗光反射涂覆的辊涂系统以及多功能涂覆系统,它们的合适示例可购自robert b
ü
rkle gmbh(德国的弗罗伊登施塔特)。
37.图2为用于利用封装组合物来涂覆部件的系统10的示意图。如图2所示,与一个或多个封装部件的过程一起使用的系统10的一个示例包括施加辊20、进给装置22、支撑结构24、升降机26、可选的压料辊28以及可选的加热元件30。施加辊20限定中心轴54和外表面36。支撑结构24限定支撑表面25。将衬底32定位在支撑结构24上。衬底32限定第一表面34。
38.封装组合物的进给源40位于进给装置22和施加辊20之间,封装组合物的施加层42沿施加辊20的外表面36定位,并且封装组合物的第一层44沿衬底32的第一表面34定位。
39.进给装置22紧邻施加辊20定位。进给装置22可为适于供应作为液体的封装组合物的任何装置,包括例如辊、喷嘴、叶片、辊隙或用于向施加辊20的外表面36供应液体封装组合物的任何类似装置。进给装置22任选地包括挤出机,例如可提供液体封装组合物并例如通过狭槽喷嘴或作为帘将该液体封装组合物进给至施加辊20的挤出机。通常,进给装置22被构造成向施加辊20提供封装组合物的进给源40。在一些实施方案中,进给装置22被构造成以一定的体积进给速率提供封装组合物,该体积进给速率适于在进给源40与施加辊20之间保持封装组合物的总体积。例如,进给源40可为总体积,诸如封装组合物的池。
40.在一些实施方案中,进给装置22被构造成控制沿施加辊20的外表面36设置的封装组合物的厚度。例如,施加层42可限定从外表面36沿径向方向测量的从施加辊20的外表面36到施加层42的最外侧点测量的厚度。进给装置22可通过控制封装组合物到施加辊20的体积进给速率来控制施加层42的厚度。在一些情况下,进给装置22的封装组合物的合适的体积进给速率可提供进给源40,并且在进给装置22和施加辊20之间保持封装组合物的总体积。当施加辊20旋转并且外表面36通过维持为总体积的进给源40时,施加辊20可吸收封装组合物。在一些情况下,施加层42的厚度可通过诸如施加辊20的切向速度的某些过程参数或封装组合物的诸如温度、粘度、润湿性或表面张力的某些特性来确定。附加地或另选地,进给装置22通过调节如何将封装组合物提供给外表面36(例如,将施加层42铺展到施加辊20上)来控制施加层42的厚度。例如,进给装置22可用于将封装组合物铺设到施加辊20上,并且机械地铺展施加层42以形成合适的厚度。在一些实施方案中,进给装置22被配置成在封装组合物处于约100℃、110℃、120℃、约130℃、或约140℃至约150℃、约160℃、约170℃或约200℃的温度或介于任何一对前述值之间的温度时提供封装组合物,但还可设想另外的温度。
41.施加辊20通常被成形为限定中心轴54的圆柱体,并且将外表面36限定为从中心轴54沿径向取向。施加辊20可限定在沿中心轴54(例如,沿纵向轴)的方向上测量的长度。施加辊20被构造成从进给源40接收封装组合物,承载作为施加层42的合适厚度的封装组合物,并且将封装组合物施加到在支撑结构24上定位的对象。施加辊20被构造成围绕中心轴54旋转。例如,施加辊20可如箭头56所示沿逆时针方向旋转,或者如箭头58所示沿时钟方向旋转。施加辊20可由马达(未示出)驱动,并且施加辊20的旋转速度可使用控制系统来调节,以增大或减小旋转速度。可选择旋转速度,使得施加辊20的切向速度是合适的,例如,相对于支撑结构24的线速度处于合适的速度。在一些实施方案中,施加辊20被加热。例如,施加辊20可包括外表面36内部的加热线圈或蒸汽管,或者系统10可包括靠近施加辊20的外表面36
的加热元件(未示出),以加热施加辊20和设置在外表面36上的材料。施加辊20的外表面36可由提供所需表面特性的任何合适的材料形成,包括(例如)不锈钢,该不锈钢可以是未涂覆的或者可涂覆有一层另外的材料,诸如橡胶。
42.支撑结构24的位置紧邻施加辊20。支撑结构24将诸如衬底32的对象传送经过施加辊20。在一些实施方案中,支撑结构24为单一主体,例如,具有限定支撑表面25的平坦的表面的材料。在一些实施方案中,支撑结构24包括多个分立表面,该多个分立表面组合起来形成支撑结构24,诸如按顺序布置的一系列辊,例如,对象可滚过施加辊20。支撑结构24被构造成使对象沿第一行进方向(诸如在箭头50所示的方向上)移动。支撑结构24可选地包括用于相对于施加辊20以合适的线速度沿第一行进方向推进对象的机构,例如,如果支撑结构24是单一主体,则包括用于移动支撑结构24的马达,或者如果支撑结构24包括一系列辊,则包括一系列马达。
43.支撑结构24可被构造成在相对于施加辊20的外表面36的切向方向上(例如沿着箭头50所示的方向)移动沿支撑表面25布置的对象。例如,如果支撑结构24包括单一主体,则支撑结构24可被构造成使得整个支撑表面25相对于施加辊20移动,并且携带衬底32经过施加辊20。如果支撑结构24包括一系列结构,诸如一系列连续的辊或辊和平台的组合,则支撑结构32可被构造成将衬底32从一个辊或平台沿其移动到下一个辊或平台。在一些实施方案中,可控制支撑结构24,从而以合适的速度水平移动衬底32。
44.在一些实施方案中,支撑结构24被构造成在相对于施加辊20的中心轴54的径向(作为箭头52所示的方向)上下移动。在一些实施方案中,升降机26被构造成朝向或远离施加辊20移动支撑结构24。即,升降机26可被构造成相对于中心轴54在径向方向(诸如沿着箭头52所示的方向)上移动整个支撑结构26。
45.如图2所示,系统包括间隙38,该间隙被限定在施加辊20的外表面36和支撑结构24或者设置在支撑结构24上的对象之间。如果支撑结构24沿支撑结构24没有对象,则间隙38由支撑结构24的支撑表面25和施加辊20的外表面36限定。如果衬底32被定位在支撑结构24和施加辊20之间,则间隙38由衬底32的第一表面34和施加辊20的外表面36限定。在一些实施方案中,可控制升降机26以使支撑结构32朝向或远离施加辊20移动,使得升降机26控制间隙38的大小。在一些实施方案中,可控制升降机26,以在支撑结构24将衬底32移动经过施加辊20的同时,例如在与施加辊20相切的方向上,朝向或远离施加辊20移动支撑结构24。
46.在一些实施方案中,升降机26被构造成控制支撑结构24与施加辊20的距离,例如,如箭头52所示的,在径向方向上与施加辊20的距离。升降机26可被构造成通过移动支撑结构24使其更靠近或更远离施加辊20来控制间隙38的大小。在一些情况下,升降机26控制间隙38的大小,使得施加辊20的外表面36不直接接触支撑结构24和支撑结构24上的对象(诸如衬底32)中的至少一者。例如,支撑结构可移动支撑结构24,并且控制间隙38的大小,使该大小等于或小于施加层42的厚度。在一些情况下,使升降机26被构造成帮助移动衬底32和沿衬底32的表面定位的任何部件有助于将间隙38的大小控制到施加辊20和衬底32之间的限定距离。
47.在一些实施方案中,当衬底32移动经过施加辊20时,可控制升降机26以朝向或远离施加辊移动支撑结构24。系统10可选地包括传感器(未示出)或测量衬底32在支撑表面25上方的高度的任何合适的检测装置,并且可控制升降机26以移动支撑结构24,以使得衬底
32的第一表面34和施加辊20的外表面36之间的间隙38的大小被控制在合适的大小。例如,传感器可检测到没有对象被定位在支撑结构24上,并且升降机26可移动支撑结构24使得间隙38处于期望的大小。如果诸如衬底32的对象被定位在支撑结构24上并且接近施加辊20,则传感器可检测衬底32的高度并且以远离施加辊20来移动支撑结构24,以使得衬底32和施加辊20之间的间隙38保持在所需的大小。
48.在一些实施方案中,间隙38的大小确定被施加到部件的封装组合物的厚度。当施加层42接触衬底32时,可将封装组合物转移到衬底32。随着施加辊20继续转动,该施加辊继续将封装组合物施加到衬底32。如果封装组合物是不可压缩的,则第一层44的厚度受到间隙38的大小的限制。例如,因为封装组合物是不可压缩的,所以由于第一层44的高度被抑制而不超过间隙38的高度,第一层44的厚度可能受到间隙38的大小的限制。这样,施加辊20将封装组合物铺展到衬底32上,并且间隙38限定第一层44的高度。在一些情况下,封装组合物被施加到衬底上的体积速率受施加辊20的旋转速度、施加辊20的长度、施加层42的厚度以及衬底32的线速度的控制。
49.如图2所示,压料辊28被定位成使得支撑结构24位于压料辊28和施加辊20之间。可控制压料辊28,使得该压料辊可移动得更靠近或更远离施加辊20。压料辊28可适于在平行于施加辊20的方向上旋转。也就是说,压料辊28围绕平行于施加辊的中心轴54的中心纵向轴旋转。压料辊28可适于帮助衬底32移动经过施加辊20,并且有助于朝向或远离施加辊20偏置衬底32。例如,压料辊28可与升降机26和支撑结构32中的至少一者配合,以将衬底32移动经过施加辊20,同时帮助控制间隙38的大小。也设想了在一些情况下,系统10不包括压料辊28。例如,如果支撑结构24在箭头50的方向上移动,则可不包括压料辊28。
50.加热元件30可邻近支撑结构24以合适的距离定位。加热元件30可被构造成向衬底32提供热量并且提高衬底32的材料和封装组合物的第一层44的材料中的至少一者的温度。加热元件30可为可用于加热被定位在支撑结构24上的对象的任何合适的装置。在一些实施方案中,加热元件30被构造成提供热空气并将热空气流引导至被定位在支撑结构24上的对象。在其它实施方案中,加热元件30被构造成通过环境热辐射、红外辐射或微波辐射以及它们的组合提供热量。
51.如图3所示,系统10可用于将封装组合物施加到被定位在支撑结构24上的衬底32的第一表面34上。附加地或另选地,系统10可用于将封装组合物施加到被定位在衬底32上的部件60a、60b、60c上。
52.在一些实施方案中,系统10将封装组合物的第一层44施加到第一部件60a上(例如,直接施加到第一部件60a上)以及施加到衬底32的围绕第一部件60a的部分上。
53.施加辊20与第一部件60a间隔开,使得在施加辊20和第一部件60a之间形成间隙38。间隙38的大小控制封装组合物的第一层44的厚度。在一些情况下,控制系统10的附加参数(诸如施加辊20的旋转速度)可有助于控制第一层44的厚度。在一些实施方案中,封装组合物的第一层44将第一部件60a封装在衬底32上。也就是说,第一层44完全覆盖第一部件60a并将其封装,其中衬底32被定位在第一部件60a的第一侧上,并且封装第一部件60a的剩余侧上的组合物。在一些实施方案中,施加辊20被构造成在约120℃、约130℃或约140℃至约150℃、约160℃、约170℃或约200℃的施加温度下或在任何一对上述值之间的温度下施加封装组合物,但还可想到另外的温度。
54.系统10可用于将封装组合物的多个层施加在部件上。系统10可将封装组合物的第二层48直接施加到第一层44、第一部件60a、以及它们的组合上。施加辊20将第一层44施加在被定位于衬底32上的第一部件60a上。然后使衬底32和涂覆的第一部件60a再次经过系统10,并且将封装组合物的第二层48施加在第一层44、第一部件60a或二者的表面上。在一些实施方案中,生产线包括成直线布置的多个系统10,使得第一部件60a经过系统10的第一实施方案,在该第一实施方案中,施加第一层44,然后使其经过位于第一系统10下游的第二系统10,并且由第二系统10施加第二层48。第一系统10和第二系统10可相同或不同。用于形成第一层44和第二层48的封装组合物可具有相同或不同的组合物。
55.在施加封装组合物的同时,支撑结构24使衬底32沿箭头50所示的方向移动经过施加辊20。可使施加层42与待涂覆的衬底或待封装的部件接触,并且施加封装组合物以形成封装组合物的第一层44。当衬底32在箭头50所示的方向上移动时,升降机26可同时沿箭头52所示的方向移动衬底26并且控制间隙38的大小。升降机26可移动支撑结构24,使得当部件60a、60b、60c经过施加辊20时,间隙38的大小被控制在一致的大小。例如,当衬底32的非第一部件60a的部分经过时,升降机26可移动支撑结构24更靠近施加辊20,使得衬底32的第一表面34之间的间隙38的大小为适当限定的距离。当第一部件60a经过施加辊20时,升降机26可移动支撑结构24远离施加辊20,以将间隙38的大小保持在适当限定的距离。当第二部件60b和第三部件60c经过时,升降机26可移动支撑结构24更加远离施加辊20,使得第一层44的大小在部件60a、60b和60c之上与在介于60a、60b和60c之间或周围的衬底32的部分之上相同。在一些情况下,升降机26保持在恒定的高度,使得支撑结构24和施加辊20之间的间隙38的大小在衬底32移动经过施加辊20时保持相同。例如,支撑结构24可移动衬底32和第一部件60a经过施加辊20,该施加辊施加封装组合物并移除任何过量的封装组合物,使得第一层44在部件60a、60b和60c以及衬底32上限定大致平坦的表面,在一些实施方案中,第一层44的厚度可为约0.01mm、约0.02mm、约0.05mm或约0.1mm至约0.2mm、约0.2mm、0.5mm或约1mm,或介于任何一对前述值之间的大小,但还设想到其中第一层具有另外的厚度的实施方案。在一些实施方案中,第一层的优选厚度为约0.05mm至约0.2mm。
56.当衬底32移动经过施加辊20时,可控制施加辊20沿箭头58所示的顺时针方向或箭头56所示的逆时针方向转动。在一些实施方案中,使施加辊20沿箭头56所示的方向或与衬底32的行进方向相反的方向转动,有助于通过将封装组合物压靠在待封装的对象上来驱出诸如空气的可能在封装组合物中形成空隙的物质。例如,如图2所示沿逆时针方向转动施加辊20,将封装组合物施加到待封装的部件和衬底32上,以及使施加辊20以合适的速度旋转,使得以合适的速率施加封装组合物,这可有助于驱出可能截留在待封装的部件和衬底32之间的空气。在一些实施方案中,施加辊20可被控制为沿箭头58所示的顺时针方向转动,并且施加辊20的切向速度可被控制为大于或小于衬底沿箭头50所示方向的线速度。例如,控制施加辊20的旋转速度,使得外表面36的切向速度适当地大于衬底32的线速度,可以合适的速率提供封装组合物,使得施加辊20能够抵靠待封装的部件按压或操纵封装组合物,并且驱出诸如空气的可能形成空隙的物质。由于封装组合物是不可压缩的,如果施加辊20以合适的速率将封装组合物提供给待封装的部件,则施加辊20可抵靠待封装的部件以按压或操纵封装组合物,同时保持间隙38。
57.可在施加辊20不接触待封装的部件的情况下将封装组合物施加到待封装的部件。
在一些情况下,在施加辊20不接触待封装的部件的情况下施加封装组合物有助于封装可能因接触施加辊20而损坏的部件,例如易碎部件,例如某些电子部件。使施加辊20抵靠待封装的部件以按压或操纵封装组合物可有助于施加基本不含空隙的封装组合物。系统10可用于施加封装组合物的第一层44、第二层48和任选的第三层、第四层或更多层,使得封装组合物与部件60a、60b、60c之间的界面基本不含空隙。在一些实施方案中,部件60a、60b、60c被封装在封装组合物内,并且该封装组合物基本不含空隙。
58.在一些实施方案中,在已将封装组合物施加至待封装的部件之后,可例如通过加热来使封装组合物平滑。例如,可将封装组合物加热至合适的温度,例如高于其玻璃化转变温度,这可有助于使封装组合物平滑或平整。例如,第一层44可通过使其在加热元件30下方经过来加热。在一些实施方案中,封装组合物可通过在烘箱中加热该构造来加热。例如,可将包括设置于其上的封装组合物的衬底32置于烘箱中,该烘箱能够将封装组合物加热至适于使组合物软化并平整的温度并保持一段时间。在其它实施方案中,封装组合物可通过利用任选的被加热的诸如刮涂刀的平滑装置将其整平来平滑。
59.图4示出用于将封装组合物施加到待封装的部件的示例性过程。图4所示的过程可使用图2和图3所示的系统10来执行。在步骤302中,可将一个或多个部件360a、360b、360c定位在衬底332上。在步骤304中,已将封装组合物的第一层344施加在衬底和部件360a、360b、360c上。在步骤304之后,任选地,可使第一层344平滑。在步骤306中,已将封装组合物的第二层348施加在第一层344上。在一些实施方案中,可包括另外的步骤以将封装组合物的第三层、第四层或更多层添加到部件360a、360b、360c上,直到已施加具有合适总厚度的封装组合物。
60.如图5所示,在步骤402中,已将封装组合物的第一层444直接施加在衬底432上并与衬底432接触。在步骤402之后,任选地,使第一层444平滑。在步骤404中,部件460a、460b、460c被定位在第一层444上,使得它们“浮”在衬底上方,因为它们不与衬底432直接接触。在步骤406中,封装组合物的第二层448已被施加到第一层444和部件460a、460b、460c上。在一些实施方案中,部件460a、460b、460c被完全封装在封装组合物的第一层444和第二层448内。在一些实施方案中,可包括另外的步骤以将封装组合物的第三层、第四层或更多层添加到部件460a、460b、460c上,直到已施加具有合适总厚度的封装组合物。
61.图6示出了流程图,该流程图示出了用于将封装组合物施加到待封装的部件的示例性过程。图6所示的过程可使用图2和图3所示的系统10来执行。在步骤502中,可将一个或多个电子部件定位在衬底上。在步骤504中,将封装组合物的第一层施加到电子部件上。图2和图3所示的系统10可用于施加封装组合物。系统10可用于施加封装组合物的第一层,使得封装组合物和电子部件之间的界面基本不含空隙。在一些示例中,在步骤506中,任选地,可使第一层平滑。可用的平滑方法包括例如加热封装组合物、使用诸如刮涂刀的平滑装置以及它们的组合。在步骤508中,施加封装组合物的第二层。将封装组合物的第二层施加到第一层上。在一些实施方案中,可包括步骤510以将封装组合物的第三层、第四层或更多层添加到电子部件上,直至已施加具有合适总厚度的封装组合物。
62.图7示出了流程图,该流程图示出了用于将封装组合物施加到诸如电子部件的待封装部件的另一个示例性方法。图7所公开的方法可使用图2和图3所示的系统10来进行。在步骤602中,将封装组合物的第一层施加到衬底上。在一些示例中,在步骤604中,任选地,可
使第一层平滑。可用的平滑方法包括例如加热封装组合物、使用诸如刮涂刀的平滑装置以及它们的组合。在步骤606中,可将一个或多个电子部件定位在步骤602中施加的封装组合物的第一层上。在步骤608中,将封装组合物的第二层施加到被定位在第一层上的电子部件上。系统10可用于施加封装组合物的第二层,使得封装组合物和电子部件之间的界面基本不含空隙。可将封装组合物的第二层施加到电子部件上,使得电子部件被完全封装在封装组合物中,并且该封装组合物基本不含空隙。在一些实施方案中,电子部件可被完全封装在封装组合物的第一层和第二层内,并且比定位在衬底表面上,使得电子部件“浮”在衬底表面上方。在一些实施方案中,可包括步骤610以将封装组合物的第三层、第四层或更多层添加到电子部件上,直至已施加具有合适总厚度的封装组合物。
63.封装组合物
64.封装组合物在被施加到部件上之前为液体形式,并且在被施加到(例如,涂覆在)待涂覆衬底上后固化。根据封装组合物的化学性质,封装组合物的固化可通过多种机制进行,包括例如固化、冷却至室温(22℃至25℃)后硬化、以及它们的组合。固化(也称为交联)可通过暴露于紫外线辐射、电子束辐射、热(即,热辐射)、化学添加剂以及它们的组合而发生。
65.对于热塑性封装组合物,该封装组合物在加热至涂覆温度(即,从施加辊释放之前的组合物温度(本文也称为施加温度)时变成液体。可用的涂覆温度包括不大于190℃、不大于160℃、不大于140℃、不大于120℃或甚至不大于100℃的温度。
66.封装组合物优选在涂覆温度下,在大于约160℃下,或甚至在大于190℃下,表现出约1,000厘泊(cp)、约5,000cp、约10,000cp、或约50,000cp至约700,000cp、约800,000cp、约900,000cp或约1,000,000cp的粘度或介于任何一对上述值之间的粘度。
67.可用的封装组合物在等于或大于约190℃的温度下表现出约1,000cp、约5,000cp或约10,000cp至约50,000cp、约75,000cp或约100,000cp的剪切粘度或介于任何一对前述值之间的剪切粘度。可用的封装组合物表现出如在约230℃和2.16千克下测量的约6g/10min、约20g/10min、约100g/10min、约200g/10min或约300g/10min至约800g/10min、约900g/10min至约1,000g/10min的熔融指数或介于任何一对前述值之间的熔融指数。
68.固化的封装组合物可表现出多种光学特性,包括例如半透明、透明和/或不透明;并且在存在固化的封装组合物的多个层的情况下,各个层可独立地表现出任何上述光学特性。尤其可用于封装光伏电池的封装组合物包括基本透明或甚至透明的封装组合物。
69.固化的封装组合物还可为电子导电的或电子不导电的。如果封装组合物的多个层存在于封装制品中,则各个层可独立地为导电的或非导电的。
70.封装组合物的合适类别包括例如热塑性组合物、热熔粘合剂组合物、辐射固化性粘合剂组合物以及它们的组合。可用的热塑性组合物和热熔性粘合剂组合物基于多种类别的热塑性聚合物,包括例如湿固化性热塑性聚合物(例如,硅烷改性的热塑性聚合物)、辐射固化性热塑性聚合物(例如,紫外光固化性和电子束固化性热塑性聚合物)、过氧化物固化性热塑性聚合物以及它们的组合。
71.合适的热塑性聚合物的具体示例包括聚烯烃均聚物和共聚物(例如,聚乙烯、聚丙烯、聚丁烯以及它们的组合)、茂金属催化的聚烯烃(例如,茂金属催化的聚丙烯)、乙烯乙酸乙烯酯、无定形聚α
‑
烯烃、聚异丁烯以及它们的组合。合适的可商购获得的热塑性聚合物包
括,例如,可从埃克森美孚公司(exxonmobil)(得克萨斯州欧文市)购得的商品名称为vistamaxx系列的聚合物,包括vistamaxx 8880茂金属催化的丙烯
‑
乙烯共聚物、以及可从塞拉尼斯公司(celanese corporation)(得克萨斯州欧文市)购得的商品名称为ateva系列的乙烯乙酸乙烯酯共聚物,包括ateva乙烯乙酸乙烯酯共聚物(例如,包含28%乙酸乙烯酯且熔融指数为6g/10min的ateva,例如,ateva 2810a和ateva 2861a)。
72.可用的可湿固化的硅烷改性的热塑性聚合物包括,例如,硅烷改性的无定形聚烯烃、硅烷改性的茂金属催化的聚烯烃(例如,硅烷改性的茂金属催化的聚乙烯、聚丙烯、聚丁烯以及它们的共聚物)、硅烷改性的丙烯酸酯聚合物(例如,硅烷改性的丙烯酸乙酯、硅烷改性的丙烯酸丁酯以及它们的组合)以及它们的组合。合适的可湿固化的硅烷改性的热塑性聚合物可以多种商品名称商购获得,包括,例如从赢创工业公司(evonik industries)(德国埃森)购得的商品名称为vestoplast系列,包括vestoplast 206。
73.可用的辐射固化性聚合物和组合物包括,例如,丙烯酸酯基辐射固化性组合物、丙烯酸酯封端的聚酯、辐射固化性乙烯基改性嵌段共聚物组合物(例如,us 6,579,915中描述并且并入本文中的那些辐射固化性粘合剂组合物)以及它们的组合。可用的辐射固化性聚合物和组合物可以多种商品名称商购获得,包括例如从巴斯夫股份公司(basf se)(德国路德维希港)购得的商品名称为acresin系列,包括acresin a 204 uv、acresin a 250 uv、acresin a 260 uv和acresin uv 3532,从壳牌化学公司(shell chemical company)(德克萨斯州休斯顿)购得的商品名称为kraton系列,包括kraton d
‑
kx
‑
222c,以及从firestone聚合物有限责任公司(firestone polymers,llc)(俄亥俄州阿克伦)购得的商品名称为sr系列,包括sr
‑
8272和sr
‑
8273。可用的过氧化物固化性粘合剂组合物包括,例如,包含过氧化物交联剂和乙烯乙酸乙烯酯共聚物的组合物。
74.热熔性粘合剂组合物形式的封装组合物任选地另外包含增粘剂、增塑剂、蜡、光引发剂、交联剂、抗氧化剂、稳定剂、另外的聚合物、增粘剂、紫外光稳定剂、流变改性剂、腐蚀抑制剂以及它们的组合。
75.制品
76.图8为可使用本文所公开的系统和方法形成的样品制品702的分解图。制品702可为电子器件,例如,光伏阵列,诸如用于吸收太阳能并转换太阳能以驱动电流。如图7所示,制品702包括衬底层704、电子部件层706、封装层708以及任选的顶层710。衬底层704可由可形成太阳能电池板的背衬的任何合适的材料形成,例如,光伏阵列的任何合适的背衬。在一些实施方案中,衬底层704包括硅、玻璃、金属、聚合物或它们的组合。在一些实施方案中,电子部件层706包括在暴露于阳光时产生电流的器件。例如,电子部件层706可包括至少一个光伏电池。封装层708可被施加到电子部件层706、衬底层704以及任选的顶层710中的至少一者,并且可粘附到电子部件层706、衬底层704以及任选的顶层710中的至少一者。
77.封装层708可用于封装电子部件层706并保护电子部件层706免受损坏和湿气影响,并且可用于电隔离电子部件层706。封装层708可具有一定程度的柔性,例如,该封装层可被构造成允许电子部件层706膨胀和收缩,同时保护电子部件层706。任选地,封装层708具有足够的柔性以允许器件702卷起。在一些实施方案中,可包括任选的顶层710以进一步保护电子部件层706。顶层710可由任何合适的材料形成,该材料为透明的并且将允许可见光、紫外光、或任何形式的太阳能穿过并且接触电子部件层706。用于顶层710的合适材料包
括例如玻璃和塑料(例如,聚碳酸酯)。
78.本文所公开的方法和系统提供了不需要在烘箱中加热预成形膜来熔融和封装部件的封装过程,这允许在处理期间消除该步骤。附加地或另选地,封装层的涂覆重量可减小至小于当使用预成形膜层时形成的涂覆重量。
79.据设想,使用本文所公开的系统和方法,可制备总面积比当前可能的总面积更大的耐用电子器件,诸如光伏阵列。本文所公开的系统和方法可用于形成封装层比当前可制备的封装层更薄的电子器件。此类电子器件可由多个层形成,并且每个层可为柔性的。在一些方面,由本文所公开的系统和方法形成的电子器件可具有足够的柔性以卷起,例如,以便运输。
80.实施例
81.包括以下非限制性示例来进一步说明各种实施方案,并且不旨在限制本公开的范围。
82.衬底1:透明窗口玻璃板,120mm长
×
100mm宽
×
3mm厚。
83.衬底2:前玻璃板,225mm长
×
200mm宽
×
3mm厚,常用于形成太阳能电池板。前玻璃板在外侧上是平坦的,并且在内部涂覆侧上具有三维抗反射表面。
84.衬底3:玻璃屋顶木瓦,360mm长
×
220mm宽
×
5mm厚,其外侧为平坦的,并且内部涂覆侧为结构化的。
85.衬底4:bayer makrolon聚碳酸酯板(德国勒沃库森的科思创(covestro)),250mm长
×
100mm宽
×
0.5mm厚。
86.衬底5:bayer makrolon聚碳酸酯板,250mm长
×
100mm宽
×
1mm厚。
87.封装组合物1:vistamaxx 8880茂金属催化的聚丙烯(德克萨斯州欧文市的埃克森美孚公司)。
88.封装组合物2:ateva 2810乙烯
‑
乙酸乙烯酯,其包含28%的乙酸乙烯酯,并且具有6g/10min的熔融指数(德克萨斯州欧文市的塞拉尼斯公司)。
89.封装组合物3:vestoplast 206硅烷改性的无定形聚α烯烃(德国埃森的赢创工业公司)。
90.部件1:光伏电池100mm长
×
40mm宽
×
0.2mm厚。
91.元件2:200目滤板,直径58mm,约0.2mm厚。
92.实施例1
93.使用hardo t150施加系统(德国巴德萨尔茨堡的hardo)制备实施例1的封装制品,该施加系统包括主罐、混合辊、施加辊和刮涂刀以将封装组合物3施加在衬底4上。将混合辊设定为140℃。定位刮涂刀,使得从刮涂刀到施加辊的距离为0.45mm。施加辊和衬底4之间的间隙的大小为0.2mm。
94.为了制备实施例1的封装制品,将封装组合物3加热至140℃的温度,直到其完全熔融并且呈液体形式。然后,衬底4以3.5米/分钟(m/min)的线性速率传递到施加辊,同时以衬底4尽可能水平地在施加辊下方经过的方式从下面进行支撑。当衬底4经过施加辊下方时,将封装组合物3涂覆在衬底4上以形成具有0.2mm厚度的封装层。然后,通过使来自热风枪的热空气在该层上方经过来使封装层平滑和平坦化。形成测量厚度为0.2mm的封装组合物的平滑均匀层。利用数字显微镜(明尼苏达州圣路易斯帕克的keyence vhx 2000)目视检查封
装组合物的层。观察到封装组合物的层不含空隙。
95.实施例2
96.实施例2的封装制品以与上文实施例1所述基本相同的方式制备,不同的是在衬底4上形成封装层之后,在封装层仍是热的时候,将100mm长
×
40mm宽
×
0.2mm厚的薄膜太阳能阵列置于该封装层上。
97.然后将衬底和施加辊之间的间隙的大小设置为0.4mm,并且使具有定位在封装层顶部上的薄膜太阳能阵列的衬底在hardo t150施加系统的施加辊下方经过,并且将封装组合物3施加在薄膜太阳能阵列上,以便利用封装组合物3的层来封装薄膜太阳能阵列。使所得构造另外经过该系统两次,在此期间将封装组合物3的两个另外的层施加到该构造上。在第二次和第三次经过之前,衬底和施加辊之间的间隙分别增加至0.6mm,然后增加至0.8mm。
98.利用数字显微镜(明尼苏达州圣路易斯帕克的keyence vhx 2000)目视检查所得的封装层。目视检查确认已利用多个涂覆封装的薄膜太阳能阵列和封装层基本不含空隙。
99.图9示出了使用本文所公开的系统和方法进行封装的来自实施例2的示例性部件。如图9所示,使用实施例1和实施例2中公开的设备和材料将第一部件802和第二部件804完全封装在封装组合物806中。
100.图10示出了使用实施例1和实施例2的系统和方法施加的示例性封装组合物(vestoplast 206(来自德国埃森的赢创工业公司))。利用转动方向与衬底移动方向相同的施加辊来施加第一样品902。第一样品902具有利用脊标记的粗糙表面。在一个说明中,据信该脊可能是空气被截留在施加辊的表面和封装组合物之间的结果。粗糙的条纹是由封装组合物的流动性能引起的。不均匀的波状结构据信是由施加辊表面所引起的。即使具有图9所示的粗糙表面,但封装组合物也基本不含空隙。利用转动方向与衬底移动相反的施加辊施加第二样品904,这是一种也被称为逆转辊涂覆的技术。如图9所示,沿相反方向(施加辊的表面和衬底沿相反方向移动)的涂覆产生比第一样品902更光滑的表面。
101.在不脱离本发明的范围的情况下,可以对所讨论的示例性实施方案进行各种修改和添加。例如,虽然以上描述的实施方案涉及特定特征,但是本发明的范围还包括具有特征的不同组合的实施方案以及不包括所有上述特征的实施方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

