一种印刷电路板用耐高温bopp功能膜及其制备方法
技术领域
1.本发明涉及薄膜技术领域,尤其涉及一种印刷电路板用耐高温bopp功能膜及其制备方法。
背景技术:
2.随着科技发展和社会进步,人们越来越多的使用电子产品,印刷电路板是电子产品中不可缺少的配件。印刷电路板一般加工工艺为多层电路板用离型薄膜隔离后热压,在热压成型后剥离电路板,要求隔离膜具有在高温下不粘连收缩及热压后容易完整剥离的性能。
3.目前市场上常用的是pet和pmp等薄膜,其耐热性能好,使用比较广泛,但成本价格相对较高,限制了使用门槛。普通的bopp薄膜价格相对pet要较低,其具有优异的力学性能和印刷适应性,但耐热性能较pet差。在印刷电路板的成型加工工艺中,需要在高温条件下进行且需要垂直于电路板平面施加一定的压力,每两层电路板之间需要进行隔离防止电路板发生粘连,成型过程结束后再将隔离物剥离。由于电路板的成型温度比bopp熔点高,薄膜会出现明显热收缩。因此,市场亟待新开发一款耐高温的用于印刷电路板bopp功能膜。
技术实现要素:
4.基于背景技术存在的技术问题,本发明提出了一种印刷电路板用耐高温bopp功能膜及其制备方法,该bopp功能膜能够满足印刷电路板热压工艺下对bopp薄膜尺寸稳定性、耐热性和剥离性的要求,且价格低廉。
5.本发明提出的一种印刷电路板用耐高温bopp功能膜,依序由抗粘层、芯层和热印层构成,所述抗粘层是由以下组分按重量百分比组成:抗粘连母料2~5wt%,改性聚丙烯树脂5~15wt%,均聚聚丙烯80~93wt%;
6.所述芯层是由以下组分按重量百分比组成:改性聚丙烯树脂46~58wt%,均聚聚丙烯40~50wt%,抗静电母料2~4wt%;
7.所述热印层是由以下组分按重量百分比组成:均聚聚丙烯100wt%;
8.其中,改性聚丙烯树脂是由三元乙丙硫化弹性体、均聚聚丙烯和硅酸钙经熔融共混挤出制得。
9.优选地,所述改性聚丙烯树脂是由以下重量百分比的原料经熔融共混挤出制得:三元乙丙硫化弹性体40~50wt%、均聚聚丙烯44~58wt%、硅酸钙2~6wt%。
10.优选地,所述抗静电母料的有效成分为n,n
‑
二(2
‑
羟基乙基)十八胺和12
‑
羟基硬脂酸甘油酯。
11.优选地,所述抗粘连母料是由均聚聚丙烯和二甲基硅氧烷共挤制得;其中,二甲基硅氧烷的粒径为2~5μm。
12.优选地,所述均聚聚丙烯的等规度为97~99%、熔融指数在230℃/2.16kg条件下为2~4g/10min。
13.优选地,所述抗粘层、芯层和热印层的厚度分别为2~4μm、29~57μm、1~2μm。
14.本发明还提出了上述印刷电路板用耐高温bopp功能膜的制备方法,包括以下步骤:
15.s1、分别将抗粘层、芯层和热印层的各组分原料加入到不同挤出机中进行熔融挤出,再经过滤网过滤,得到抗粘层熔体、芯层熔体和热印层熔体;
16.s2、将抗粘层熔体、芯层熔体和热印层熔体在三层t型结构模头中汇合挤出,得膜片;
17.s3、将膜片贴附到激冷辊上急冷形成铸片,再水浴冷却,最后除水得到干燥铸片;
18.s4、将铸片经纵拉、横拉、电晕处理后获得母膜,将母膜经时效处理后分切,即得印刷电路板用耐高温bopp功能膜。
19.优选地,s1中,挤出机的挤出温度为240~260℃;热印层和芯层的各组分原料经熔融挤出后,分别采用320目的过滤网过滤;抗粘层的各组分原料经熔融挤出后,采用150目的过滤网过滤。
20.优选地,s3中,激冷辊温度为25~30℃,水浴温度为25~30℃。
21.优选地,s4中,纵拉工艺温度为预热上区105~110℃、下区105~110℃,拉伸上区95~110℃、下区110~115℃,定型上区110~120℃、下区110~120℃,纵拉拉伸比为4.0
‑
4.5;横拉工艺预热温度为160~170℃,拉伸温度为155~160℃,定型温度为120~130℃,横拉链轨两侧距离为铸片宽度的8.5~9.0倍。
22.与现有技术相比,本发明的有益效果主要体现在以下两个方面:
23.1.本发明采用三元乙丙硫化弹性体、均聚聚丙烯和硅酸钙熔融共混挤出制备改性聚丙烯,并将其作为原料组分用于bopp薄膜芯层和抗粘层原料,显著提高了薄膜的耐高温性能,有效解决薄膜熔点低,耐热性差的问题。
24.2.本发明合理选择各原料,采用均聚聚丙烯和二甲基硅氧烷共挤制备抗粘连剂,能够使膜面形成不规则突起,空气进入薄膜和电路板之间的空隙,从而解决了薄膜与印制电路板之间粘连难以剥离的问题,同时该抗粘连剂耐刮擦性能好、熔点高,适合高温环境下使用,无需在后加工步骤时涂布离型剂,简化了工艺,降低成本。
25.本发明制备的bopp功能膜具有良好的尺寸稳定性和耐高温性,热压后与印刷电路板可完整剥离。
具体实施方式
26.下面,通过具体实施例对本发明的技术方案进行详细说明。
27.下述实施例中,所述均聚聚丙烯的等规度为97~99%、熔融指数在230℃/2.16kg条件下为2~4g/10min;所述抗静电母料的有效成分为n,n
‑
二(2
‑
羟基乙基)十八胺和12
‑
羟基硬脂酸甘油酯。
28.实施例1
29.本发明提出的一种印刷电路板用耐高温bopp功能膜,依序由抗粘层、芯层和热印层构成,每层厚度依次为2μm、37μm、1μm;
30.所述抗粘层是由以下组分按重量百分比组成:抗粘连母料4wt%,改性聚丙烯树脂5wt%,均聚聚丙烯91wt%;所述芯层是由以下组分按重量百分比组成:改性聚丙烯树脂
58wt%,均聚聚丙烯40wt%,抗静电母料2wt%;所述热印层是由以下组分按重量百分比组成:均聚聚丙烯100wt%;
31.其中,改性聚丙烯树脂由以下重量百分比的原料经熔融共混挤出制得:三元乙丙硫化弹性体45wt%、均聚聚丙烯50wt%和硅酸钙5wt%;
32.抗粘连母料是由均聚聚丙烯和二甲基硅氧烷共挤制得,二甲基硅氧烷的粒径为3μm。
33.上述耐高温bopp功能膜的制备方法,包括以下步骤:
34.s1、分别将抗粘层、芯层和热印层的各组分原料加入到不同挤出机中进行熔融挤出,再经过滤网过滤,得到抗粘层熔体、芯层熔体和热印层熔体;其中,挤出机的挤出温度为240~260℃;热印层和芯层的各组分原料经熔融挤出后,分别采用320目的过滤网过滤;抗粘层的各组分原料经熔融挤出后,采用150目的过滤网过滤;
35.s2、将抗粘层熔体、芯层熔体和热印层熔体在三层t型结构模头中汇合挤出,得膜片;
36.s3、将膜片贴附到激冷辊上急冷形成铸片,再水浴冷却,最后除水得到干燥铸片;其中,激冷辊温度为25~30℃,水浴温度为25~30℃;
37.s4、将铸片经纵拉、横拉、电晕处理后获得母膜,其中,纵拉工艺温度为预热上区105~110℃、下区105~110℃,拉伸上区95~110℃、下区110~115℃,定型上区110~120℃、下区110~120℃,纵拉拉伸比为4.0;横拉工艺预热温度为160~170℃,拉伸温度为155~160℃,定型温度为120~130℃,横拉链轨两侧距离为铸片宽度的8.5倍;再将母膜经时效处理后分切,即得印刷电路板用耐高温bopp功能薄膜。
38.实施例2
39.本发明提出的一种印刷电路板用耐高温bopp功能膜,依序由抗粘层、芯层和热印层构成,每层厚度依次为3μm、35.5μm、1.5μm;
40.所述抗粘层是由以下组分按重量百分比组成:抗粘连母料3wt%,改性聚丙烯树脂5wt%,均聚聚丙烯92wt%;所述芯层是由以下组分按重量百分比组成:改性聚丙烯树脂52wt%,均聚聚丙烯45wt%,抗静电母料3wt%;所述热印层是由以下组分按重量百分比组成:均聚聚丙烯100wt%;
41.其中,改性聚丙烯树脂由以下重量百分比的原料经熔融共混挤出制得:三元乙丙硫化弹性体45wt%、均聚聚丙烯50wt%和硅酸钙5wt%;
42.抗粘连母料是由均聚聚丙烯和二甲基硅氧烷共挤制得,二甲基硅氧烷的粒径为3μm。
43.上述耐高温bopp功能膜的制备方法同实施例1。
44.实施例3
45.本发明提出的一种印刷电路板用耐高温bopp功能膜,依序由抗粘层、芯层和热印层构成,每层厚度依次为4μm、34μm、2μm;
46.所述抗粘层是由以下组分按重量百分比组成:抗粘连母料2wt%,改性聚丙烯树脂5wt%,均聚聚丙烯93wt%;所述芯层是由以下组分按重量百分比组成:改性聚丙烯树脂46wt%,均聚聚丙烯50wt%,抗静电母料4wt%;所述热印层是由以下组分按重量百分比组成:均聚聚丙烯100wt%;
47.其中,改性聚丙烯树脂由以下重量百分比的原料经熔融共混挤出制得:三元乙丙硫化弹性体45wt%、均聚聚丙烯50wt%和硅酸钙5wt%;
48.抗粘连母料是由均聚聚丙烯和二甲基硅氧烷共挤制得,二甲基硅氧烷的粒径为3μm。
49.上述耐高温bopp功能膜的制备方法同实施例1。
50.对比例
51.一种bopp功能膜,依序由抗粘层、芯层和聚丙烯层构成,每层厚度依次为2μm、37μm、1μm;
52.所述抗粘层是由以下组分按重量百分比组成:抗粘连母料4wt%,均聚聚丙烯96wt%;所述芯层是由以下组分按重量百分比组成:均聚聚丙烯98wt%,抗静电母料2wt%;所述聚丙烯层是由以下组分按重量百分比组成:均聚聚丙烯100wt%;
53.其中,抗粘连母料是由均聚聚丙烯和二氧化硅共挤制得,二氧化硅的粒径为3μm。
54.上述bopp功能膜的制备方法,包括以下步骤:
55.s1、分别将抗粘层、芯层和聚丙烯层的各组分原料加入到不同挤出机中进行熔融挤出,再经过滤网过滤,得到抗粘层熔体、芯层熔体和聚丙烯层熔体;其中,挤出机的挤出温度为240~260℃;聚丙烯层和芯层的各组分原料经熔融挤出后,分别采用320目的过滤网过滤;抗粘层的各组分原料经熔融挤出后,采用150目的过滤网过滤;
56.s2、将抗粘层熔体、芯层熔体和热印层熔体在三层t型结构模头中汇合挤出,得膜片;
57.s3、将膜片贴附到激冷辊上急冷形成铸片,再水浴冷却,最后除水得到干燥铸片;其中,激冷辊温度为25~30℃,水浴温度为25~30℃;
58.s4、将铸片经纵拉、横拉、电晕处理后获得母膜,其中,纵拉工艺温度为预热上区105~110℃、下区105~110℃,拉伸上区95~110℃、下区110~115℃,定型上区110~120℃、下区110~120℃,纵拉拉伸比为4.0;横拉工艺预热温度为160~170℃,拉伸温度为155~160℃,定型温度为120~130℃,横拉链轨两侧距离为铸片宽度的8.5倍;再将母膜经时效处理后分切,即得bopp功能膜。
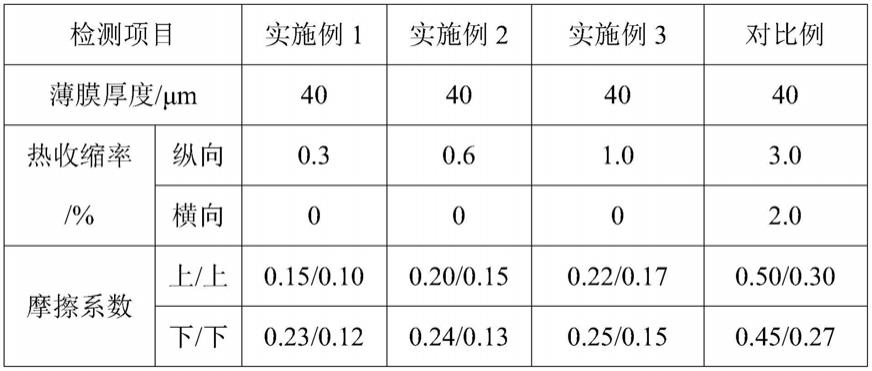
59.为验证本发明的技术效果,将上述实施例1
‑
3以及对比例1中制得的bopp功能膜的相关性能进行检测并对比,结果如表1所示:
60.表1 bopp功能膜的主要物性指标数据
61.62.备注:上是电晕未处理面,下是电晕处理面。
63.由表1所示,本发明制备的印刷电路板用耐高温bopp功能膜,在相同厚度情况下,薄膜热收缩率和摩擦系数明显优异于普通bopp薄膜,在高温下尺寸稳定性可媲美于bopet和pmp薄膜。
64.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

