1.本实用新型属于爆破技术领域,具体为一种可模块化生产爆破用多层水袋。
背景技术:
2.常规爆破技术是在爆破孔与炸药之间使用空气作为填充介质,爆破孔封端用泥土封闭的爆破技术,其主要存在炸药单耗高,能量利用率低,爆破振动大,飞石危害大,爆破烟尘较多,噪声大等缺陷。
3.随着爆破技术的进步,近期出现的水介质爆破技术能较好地解决常规爆破技术中存在的大部分问题。水介质爆破技术是将水袋填入爆破孔中,部分替代炸药,爆破过程中液态水吸热瞬间气化,对周边岩土做体积功,进而达到岩土破碎效果。有数据表明,与传统爆破技术相比,该技术可有效降低炸药用量20%以上,对周边岩土作用时间大幅延长,振动、噪音、飞石和烟尘危害大幅减少,但该技术所使用的爆破注水袋设计缺陷在于现有爆破用水袋普遍采用单层袋体,在实际应用中,工人手工填充金属粉末效率低,经常发生袋体被爆破孔壁岩石割破,袋体内液体、金属粉末泄露等意外情况,导致爆破效果无法达到原设计效果。
技术实现要素:
4.本实用新型的目的是针对上述问题,提供一种可模块化生产爆破用多层水袋,该水袋结构简单,生产成本低,可机械化批量填充金属粉末,不易被爆破孔壁岩石割破,具有空气缓冲区,兼备现有水介质爆破水袋的优点。该水袋可用于浅孔爆破和深孔爆破。
5.为实现以上目的,本实用新型采用的技术方案是:一种可模块化生产爆破用多层水袋,包括自封口软膜、袋体、提手,袋体由液体介质填充区、固体介质填充区和空气介质填充区构成,自封口软膜上下两端开口,自封口软膜一端在袋体外,另一端在液体介质填充区内,液体介质填充区开口处内壁与自封口软膜外壁连接,空气介质填充区一端与固体介质填充区相连,另一端与提手相连。
6.进一步的,所述水袋填充介质后呈圆柱状,直径70毫米至120 毫米,长度150毫米至750毫米。
7.进一步的,所述水袋材质采用尼龙或乳化炸药塑料复合膜、聚氯乙烯、聚氯乙烯中的一种或混合物。
8.进一步的,所述袋体、提手采用、自封口软膜边缘、液体介质填充区边缘、固体介质填充区边缘、空气介质填充区边缘采用热熔法一体压制成型。
9.进一步的,袋体为2层或2层以上。
10.进一步的,所述液体介质填充区与固体介质填充区的高度比为1: 1至5:1。
11.进一步的,空气介质填充区高度为10毫米至150毫米。
12.一种可模块化生产爆破用多层水袋的生产方法,包括以下步骤: s1、将自封口软膜放置于袋体膜之上,袋体膜边缘处与自封口软膜热熔焊接,形成半成品膜。
13.s2、将两个上述半成品膜对称摆放,将自封口软膜侧边热熔焊接,然后将袋体膜边缘、液体介质填充区边缘热熔焊接。
14.s3、切割出提手。
15.s4、从提手端填充固体介质,并通过热熔焊接法封闭固体介质填充区边缘。
16.s5、充气,并通过热熔焊接法封闭空气介质填充区边缘。
17.本实用新型的有益效果:该多层水袋结构简单、生产成本低,可机械化批量化高效填充金属粉末,不易被爆破孔壁岩石割破,具有空气缓冲区,有效解决人工填充金属粉末效率低下,袋体内液体、金属粉末因袋体被割破发生泄露等问题。
附图说明
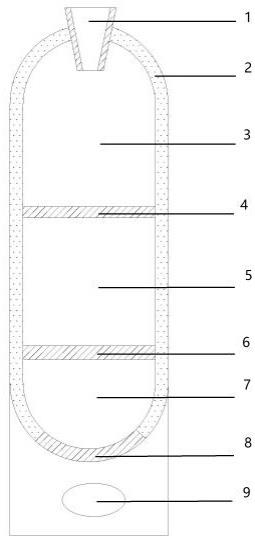
18.附图1为本实用新型结构示意图。
19.图中所述文字标注表示为:1、自封口软膜;2、袋体;3、液体介质填充区;4、液体介质填充区边缘;5、固体介质填充区;6、固体介质填充区边缘;7、空气介质填充区;8、空气介质填充区边缘; 9、提手。
具体实施方式
20.为了使本领域技术人员更好地理解本实用新型的技术方案,下面结合附图对本实用新型进行详细描述,本部分的描述仅是示范性和解释性,不应对本实用新型的保护范围有任何的限制作用。
21.如图所示,本实用新型的具体结构为:一种可模块化生产爆破用多层水袋,包括自封口软膜1,袋体2,液体介质填充区3,液体介质填充区边缘4,固体介质填充区5,固体介质填充区边缘6,空气介质填充区7,空气介质填充区边缘8,提手9,袋体2由液体介质填充区3、固体介质填充区5和空气介质填充区7构成,自封口软膜 1为梯形,上下两端开口,自封口软膜1一端在袋体1外,另一端在液体介质填充区3内,液体介质填充区3开口处内壁与自封口软膜1 外壁连接,空气介质填充区边缘8与提手9相连。
22.优选的,所述水袋填充介质后呈圆柱状,直径10毫米至120毫米,长度150毫米至750毫米。
23.优选的,所述自封口软膜1、袋体2和提手9的材质采用尼龙或乳化炸药塑料复合膜、聚氯乙烯、聚氯乙烯中的一种或混合物。
24.优选的,所述自封口软膜1、袋体2和提手4采用热熔法一体压制成型。
25.优选的,所述液体介质填充区3与固体介质填充区6的高度比为 1:1至5:1。
26.优选的,袋体2有2层或2层以上。
27.实施例一
28.s1、袋体2宽度110毫米,长度300毫米,梯形自封口软膜1的上底40毫米,下底长55毫米,高90毫米,提手9呈梯形,上底长 47毫米,下底长110毫米,高100毫米。将自封口软膜1放置在袋体2之上,袋体2顶端边缘处与自封口软膜1热熔焊接,焊接长度 47毫米,焊接宽度3毫米,自封口软膜1在袋体2外的长度43.5毫米,自封口软膜1在袋体2内的长度为43.5毫米,形成半成品膜。
29.s2、将上述两个半成品膜对称摆放,将自封口软膜1侧边热熔焊接,焊接宽度3毫
米,然后将袋体2边缘、提手9热熔焊接,袋体2 顶端和底端保留各保留1个开口,水介质填充区3开口长47毫米。 s3、切割出提手9。
30.s4、从提手9端向固体介质填充区5填充金属粉末,采用热熔焊接法封闭固体介质填充区边缘6。水介质填充区3与固体介质填5充区高度比为1:1。
31.s5、充气,采用热熔焊接法封闭空气介质填充区边缘8。
32.实施例二
33.s1、袋体2宽度188毫米,长度550毫米,梯形自封口软膜1的上底40毫米,下底长55毫米,高90毫米,提手9呈梯形,上底长 65毫米,下底长188毫米,高100毫米。将自封口软膜1放置在袋体2之上,袋体2顶端边缘处与自封口软膜热熔焊接,焊接长度47 毫米,焊接宽度3毫米,自封口软膜1在袋体2外的长度43.5毫米,自封口软膜1在袋体2内的长度为43.5毫米,形成半成品膜。
34.s2、将上述两个半成品膜对称摆放,将自封口软膜1侧边热熔焊接,焊接宽度3毫米,然后将袋体2边缘、提手9热熔焊接,袋体2 顶端和底端保留各保留1个开口,水介质填充区3开口长47毫米。
35.s3、切割出提手9.
36.s4、从提手9端向固体介质填充区5填充金属粉末,采用热熔焊接法封闭固体介质填充区边缘6。水介质填充区3与固体介质填5充区高度比为5:1。
37.s5、充气,采用热熔焊接法封闭空气介质填充区边缘8。
技术特征:
1.一种可模块化生产爆破用多层水袋,其特征在于,包括自封口软膜(1)、袋体(2)、液体介质填充区(3)、液体介质填充区边缘(4)、固体介质填充区(5)、固体介质填充区边缘(6)、空气介质填充区(7)、空气介质填充区边缘(8)、提手(9)构成,自封口软膜(1)上下两端开口,自封口软膜(1)一端在袋体外,另一端在液体介质填充区(3)内,液体介质填充区(3)开口处内壁与自封口软膜(1)外壁相连,固体介质填充区(5)上端与液体介质填充区(3)下端相连,固体介质填充区(5)下端与空气介质填充区(7)上端相连,空气介质填充区(7)下端与提手(9)相连。2.根据权利要求1所述的一种可模块化生产爆破用多层水袋,其特征在于袋体(2)为2层或2层以上。3.根据权利要求1所述的一种可模块化生产爆破用多层水袋,其特征在于袋体(2)边缘、液体介质填充区边缘(4)、固体介质填充区边缘(6)、空气介质填充区边缘(8)、提手(9)边缘采用热熔焊接法压制成型。4.根据权利要求1所述的一种可模块化生产爆破用多层水袋,其特征在于液体介质填充区(3)与固体介质填充区(5)的高度比为1:1至5:1。
技术总结
一种可模块化生产爆破用多层水袋,其特征在于,包括袋体、自封口软膜、提手,袋体由液体介质填充区、固体介质填充区和空气介质填充区构成,自封口软膜上下两端开口,自封口软膜一端在双层袋体外,另一端在液体介质填充区内,液体介质填充区开口处内壁与自封口软膜外壁连接,空气介质填充区一端与固体介质填充区相连,另一端与提手相连。另一端与提手相连。另一端与提手相连。
技术研发人员:赵晓娟 陈昊彬 谢锴 王俞力
受保护的技术使用者:湖南安全技术职业学院(长沙煤矿安全技术培训中心)
技术研发日:2021.02.24
技术公布日:2021/9/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

