1.本发明涉及抗倍特板热成型领域,具体是一种抗倍特板热成型方法。
背景技术:
2.抗倍特板是由天然木质纤维(色纸,牛皮纸)和合成树脂(三聚氢氨树脂,酚醛树脂)在高温高压下产生不可逆转的时效硬化后而成的高强度层压板,传统的加压方式为钢板下压,在挤压过程中抗倍特板中多余的树脂将被压出,溢出的树脂将会粘在钢板与抗倍特板表面,将会影响下次对抗倍特板的成型,严重影响板材质量,因此具有改进的必要。
技术实现要素:
3.本发明的目的在于提供一种抗倍特板热成型方法,以解决上述背景技术中提出的问题。
4.本发明是通过以下方式实现的:一种抗倍特板热成型方法,该方法使用了一种抗倍特板热成型设备,该抗倍特板热成型设备包括工作箱体,所述工作箱体上开设有输送口,所述工作箱体内固设有第一承重板,所述第一承重板将工作箱体分为两个腔体,所述工作箱体内远离输送口一侧开设有限位槽,所述工作箱体中上腔体内设有挤压成型部件,所述工作箱体上设有液压泵,所述液压泵通过第一输送槽与工作箱体内部相通,所述工作箱体两侧设有加热板,所述第一承重板上对称开设有两条第一滑动槽,所述第一滑动梯形槽上设有滑动支撑部件,所述第一滑动梯形槽两侧开设有第二滑动槽,所述第二滑动槽上设有挤压收集部件,所述第一承重板下方设有收集部件。
5.所述挤压成型部件包括第一活塞板,所述第一活塞板底部对称设有两根第二承重板,所述第二承重板之间远离液压泵一侧转动设有第一转动轴,所述所述第一转动轴上设有第一滚筒,所述第一滚筒上均匀设有数组凸块,所述第一滚筒上对称设有四个触发块,所述第二承重板一侧转动连接第一电动机与第一转动轴连接。
6.所述滑动支撑部件包括梯形滑块,所述梯形滑块上固设有第三承重板,所述第三承重板位于工作箱体外部一侧设有把手,所述第三承重板上对称设有两块限位块,所述第三承重板内部开设有第三滑动槽,所述第三滑动槽上对称设有两个第一滑动伸缩底座,每个滑动伸底座上滑动设有第一滑动伸缩底杆,所述第一滑动伸缩底杆另一端连接有第四承重板。
7.所述收集部件包括位于第三承重板内侧开设有第四滑动槽,所述第四滑动槽上滑动设有第一滑动板,所述第一滑动板上连接有第二电动机,所述第四滑动槽下方开设有第二输送槽贯穿于梯形滑块与第一滑动梯形槽,所述第二输送槽另一端连接有吸气箱,所述吸气箱下部开设有与工作箱体相通的第五输送槽。
8.所述挤压收集部件包括对称设置的两条第一回形轨道,所述第一回形轨道内侧对称设有四根支撑架,每个所述支撑架上与第二回形轨道连接,所述第一回形轨道内开设有第五滑动槽,所述第三承重板两侧对称开设有两条第六滑动槽,每个所述第六滑动槽上滑
动设置有第一滑块,所述第一滑块上连接有第一滑动架,每个所述第一滑动架内侧开设有第七滑动槽,所述第一滑动架上设有第一收集槽,所述第一收集槽另一端转动连接有滚轮,所述滚轮置于第五滑动槽内,所述第一收集槽与第三承重板位于同一平面,所述两条第一回形轨道之间设均匀排列数组卡块,所述滚轮靠近卡块方向的一侧上设有第五承重板,所述第五承重板另一端转动连接有棘齿,所述棘齿位于卡块之间,所述第一滑动架一侧设有第三电动机与第一滑块连接。
9.所述触发块包括第八滑动槽,所述第八滑动槽内滑动设有滑动杆,所述滑动杆与第八滑动槽之间设有用于滑动复位的弹簧。
10.所述第一活塞板内开设有第九滑动槽,所述第九滑动槽靠近输送口一侧设有第二滑动伸缩底座,所述第二滑动伸缩底座内滑动设有第二滑动伸缩杆,所述第二滑动伸缩杆另一端与第二滑块连接。
11.有益效果
12.本发明通过改进在此提供一种抗倍特板热成型方法,与现有技术相比,具有如下改进及优点:
13.1.通过设置第一滑动架、凸块使得本发明能在挤压纸板过程中对纸板内部可能存在气泡进行挤压驱赶,同时对纸板两侧的树胶进行清理。
14.2.通过设置回形轨道、棘齿、卡块使得本发明能在对多余胶体进行清洁过程中对纸板进行端部进行一定程度的挤压,防止由于中部的挤压两端产生变形,又能防止第一滑动架回弹。
15.3.通过设置第四承重板、第一滑动伸缩底杆使得本发明能对纸板进行两侧挤压,方便取料,使成型效果更优秀。
附图说明
16.下面结合附图和实施例对本发明作进一步解释:
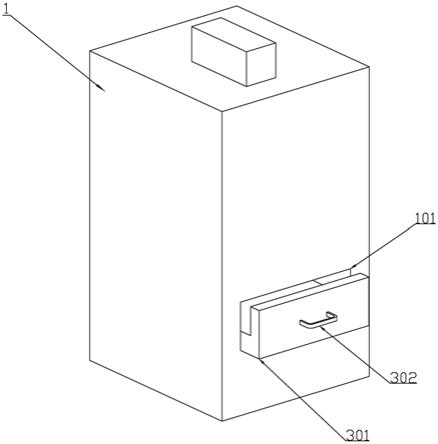
17.图1为本发明的等轴测结构示意图;
18.图2为本发明的主视剖视结构示意图;
19.图3为本发明中的俯视剖视结构示意图;
20.图4为本发明中的左视剖视结构示意图;
21.图5为本发明中的回形轨道剖视结构示意图;
22.图6为本发明的挤压收集部件等轴测结构示意图;
23.图7为本发明的第一滑动架剖视结构示意图;
24.图8为图2中a处放大图;
25.图9为图4中b处放大图。
26.图中工作箱体1,输送口101,第一承重板102,限位槽104,挤压成型部件2,液压泵201,加热板103,第一滑动槽307,滑动支撑部件3,第二滑动槽306,挤压收集部件5,收集部件4,第一活塞板203,第二承重板204,第一转动轴205,第一滚筒206,凸块209,触发块207,第一电动机208,梯形滑块304,第三承重板301,把手302,限位块303,第三滑动槽308,第一滑动伸缩底座309,第一滑动伸缩底杆310,第四承重板311,第四滑动槽402,第一滑动板401,第二电动机403,第二输送槽404,吸气箱405,第五输送槽406,第一回形轨道502,第二
回形轨道510连接,第五滑动槽507,第六滑动槽511,第一滑块513,第一滑动架501,第七滑动槽514,第一收集槽512,滚轮503,卡块506,第五承重板504,棘齿505,第三电动机508,第八滑动槽214,滑动杆216,弹簧215,第九滑动槽210,第二滑动伸缩底座211,第二滑动伸缩杆212,第二滑块203。
具体实施方式
27.下面将结合附图1至图9对本发明进行详细说明,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围,本发明中的液压缸、吸气箱为现有技术,为了方便描述,故在本发明的说明书附图中液压缸与吸气箱仅仅为结构示意图,其内部结构及具体设置均与《机械设计手册》中的现有技术相同。
28.如图1
‑
9所示,本发明为一种抗倍特板热成型方法,该方法使用了一种抗倍特板热成型设备,该抗倍特板热成型设备包括工作箱体1,工作箱体1上开设有输送口101,工作箱体1内固设有第一承重板102,第一承重板102将工作箱体1分为两个腔体,工作箱体1内远离输送口101一侧开设有限位槽104,工作箱体1中上腔体内设有挤压成型部件2,工作箱体1上设有液压泵201,液压泵201通过第一输送槽202与工作箱体1内部相通,工作箱体1两侧设有加热板103,第一承重板102上对称开设有两条第一滑动槽307,第一滑动梯形槽307上设有滑动支撑部件3,第一滑动梯形槽307两侧开设有第二滑动槽306,第二滑动槽306上设有挤压收集部件5,第一承重板102下方设有收集部件4。
29.挤压成型部件2包括第一活塞板203,第一活塞板203底部对称设有两根第二承重板204,第二承重板204之间远离液压泵201一侧转动设有第一转动轴205,第一转动轴205上设有第一滚筒206,第一滚筒206上均匀设有数组凸块209,第一滚筒206上对称设有四个触发块207,第二承重板204一侧转动连接第一电动机208与第一转动轴205连接。
30.滑动支撑部件3包括梯形滑块304,梯形滑块304上固设有第三承重板301,第三承重板301位于工作箱体1外部一侧设有把手302,第三承重板302上对称设有两块限位块303,第三承重板301内部开设有第三滑动槽308,第三滑动槽308上对称设有两个第一滑动伸缩底座309,每个滑动伸底座309上滑动设有第一滑动伸缩底杆310,第一滑动伸缩底杆310另一端连接有第四承重板311。
31.收集部件4包括位于第三承重板301内侧开设有第四滑动槽402,第四滑动槽302上滑动设有第一滑动板401,第一滑动板401上连接有第二电动机403,第四滑动槽402下方开设有第二输送槽404贯穿于梯形滑块304与第一滑动梯形槽307,第二输送槽404另一端连接有吸气箱405,吸气箱405下部开设有与工作箱体1相通的第五输送槽406。
32.挤压收集部件5包括对称设置的两条第一回形轨道502,第一回形轨道502内侧对称设有四根支撑架509,每个支撑架509上与第二回形轨道510连接,第一回形轨道502内开设有第五滑动槽507,第三承重板301两侧对称开设有两条第六滑动槽511,每个第六滑动槽511上滑动设置有第一滑块513,第一滑块513上连接有第一滑动架501,每个第一滑动架501内侧开设有第七滑动槽514,第一滑动架501上设有第一收集槽512,第一收集槽512另一端转动连接有滚轮503,滚轮503置于第五滑动槽507内,第一收集槽512与第三承重板301位于
同一平面,两条第一回形轨道502之间设均匀排列数组卡块506,滚轮503靠近卡块506方向的一侧上设有第五承重板504,第五承重板504另一端转动连接有棘齿505,棘齿505位于卡块506之间,第一滑动架501一侧设有第三电动机508与第一滑块513连接。
33.触发块207包括第八滑动槽214,第八滑动槽214内滑动设有滑动杆216,滑动杆216与第八滑动槽214之间设有用于滑动复位的弹簧215。
34.第一活塞板203内开设有第九滑动槽210,第九滑动槽210靠近输送口101一侧设有第二滑动伸缩底座211,第二滑动伸缩底座211内滑动设有第二滑动伸缩杆212,第二滑动伸缩杆另一端与第二滑块203连接。
35.本发明提供的一种抗倍特板热成型方法,具体步骤如下:
36.第一步:将叠加放置的浸泡好的装饰色纸与牛皮纸通过把手302拉出第三承重板301,将纸放入限位块303之间,关上把手302,第三承重板301进入限位槽104,通过第五输送槽406将溶剂输送进吸气箱405,将设备通电,加热板103开始加热,使第二滑动伸缩杆212移动至靠近输送口101一侧,将滚轮503置于靠近输送口101一侧。
37.第二步:第一滚筒206开始转动,液压泵201将液压油通过第一输送槽202输送,推动第一活塞板203向下滑动至纸板处,对纸板产生一定的压力,并通过控制第二滑动伸缩杆212使第一滚筒206向远离输送口101一侧运动,在运动过程中凸块209对纸板将对内部气泡进行挤压使纸板内部没有气泡。
38.第三步:在第一滚筒206转动的同时触发块207内的滑动杆216在离心力作用下将伸出第七滑动槽214,对纸板两侧进行摩擦,同时控制第一滑动伸缩底杆310向上伸缩对纸板进行双向加压,在第一滚筒206移动过程中第一滑动架501将纸板中被挤压出的多余树脂刮落至第一收集槽512内,同时滑动杆216拨动将第一滑动架501滑动与第一滚筒206同等距离,此时第一滑块513沿第六滑动槽511水平滑动,当第一滚筒206将纸板全部挤压完成后,使第一滚筒206上升,第四承重板311下落至原位。
39.第四步:在第一滚筒206移动过程中棘齿505将不断移动至卡块506之间,使得第一滑动架501只能与第一滚筒206同向运动,此时第一滑动架501将对纸板端部进行固定,防止胶合不稳定纸板一端翘起,当第一滚筒206挤压完成后,滚轮503将在第三电动机508带动下沿第二回形轨道510向上滚动,在向上过程中第一滑块513沿第七滑动槽514竖直方向滑动。
40.第五步:在第一滚筒206移动过程中第一滑动板401沿第四滑动槽402竖直方向往复滑动,将多余的胶体刮落至限位块303,同时吸气箱405将限位块303上的胶体从第二输送槽404吸至吸气箱405内的溶剂内。
41.第六步:滚轮503沿第二回形轨道510滑动至起始位置,通过把手302拉出第三承重板301,将第四承重板311升高,取出压好的抗倍特板。
42.第七步:将叠加放置的浸泡好的装饰色纸与牛皮纸放入限位块303之间,重复上述挤压、清理、提升步骤。
43.以上所述仅为本发明的较佳实施例,并非因此限制本发明的专利保护范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

