1.本发明涉及包装膜技术领域,具体涉及一种力值稳定热封窗口宽的流延或挤复工艺的易剥离膜及其制备方法。
背景技术:
2.目前,市面上相当多的食品如低温酸奶、果冻、熟食、鲜果等食品使用杯体、托盘或自封袋等形式包装,杯体或托盘包装中需要使用到的封口盖材以及自封袋,绝大多数为复合膜。为便于消费者使用,大多数的盖材和自封袋的复合膜的热封层使用具有易剥离功能的薄膜,如乙烯
‑
醋酸乙烯共聚物(eva)薄膜,或是聚丁烯(pb
‑
1)薄膜。而eva薄膜和pb
‑
1薄膜的热封温度窗口较窄,超过窗口温度以后,剥离力呈指数上升,容易形成死封;且加工温度、吹胀比对eva薄膜、pb
‑
1薄膜的剥离力影响较大;另外,eva薄膜还有正己烷溶出物的风险。
技术实现要素:
3.本发明的目的在于,克服现有技术中存在的缺陷,提供一种配比合理、热封窗口宽、剥离力值稳定的流延或挤复工艺的易剥离膜。
4.为实现上述目的,本发明的技术方案是设计一种流延或挤复工艺的易剥离膜,包括由内至外依次设置的热封层、中间层和外层;所述热封层按重量分数计算的原料组分包括10
‑
50份的滑石、30
‑
90份的聚乙烯树脂和/或聚丙烯树脂、1
‑
10份的分散剂、1
‑
5份的爽滑剂、1
‑
5份的开口剂;所述热封层的厚度不小于6um,所述滑石的粒径为4
‑
12um;所述中间层、所述外层均为聚乙烯树脂和/或聚丙烯树脂膜层。
5.本发明的另一技术方案是设计一种流延或挤复工艺的易剥离膜,包括由内至外依次设置的热封层、第一中间层、第一粘结层、阻隔层、第二粘结层、第二中间层和外层;所述热封层按重量分数计算的原料组分包括10
‑
50份的滑石、30
‑
90份的聚乙烯树脂和/或聚丙烯树脂、1
‑
10份的分散剂、1
‑
5份的爽滑剂、1
‑
5份的开口剂;所述热封层的厚度不小于6um,所述滑石的粒径为4
‑
12um;所述第一中间层、所述第二中间层、所述外层为聚乙烯树脂和/或聚丙烯树脂膜层;所述第一粘结层、所述第二粘结层为马来酸酐改性的聚乙烯树脂或聚丙烯树脂膜层;所述阻隔层是聚酰胺树脂和/或乙烯
‑
乙烯醇聚合物树脂膜层。
6.本发明采用聚乙烯树脂或者聚丙烯树脂作为薄膜的基材,能够使薄膜具有较低的热封温度和很高的热封强度,同时加入滑石成分,滑石能在热封界面形成分散的“海岛”结构,可以实现可控的易撕强度,完好的密封效果,因其具有较慢的结晶动力,使其能容易地分散在聚合物中,形成均匀的两相结构,能很好地表现出易揭性能;易剥离膜的挤出加工一般采用单螺杆挤出,滑石配比过高,在薄膜中的分散性较差,会有团聚且阻塞滤网的问题,滑石比例较低会使得易剥离膜的剥离力不稳定,选用合适的滑石配比,既能够起到稳定薄膜剥离力,有具有良好的分散性和优异的加工性能。
7.优选的技术方案为,所述聚酰胺树脂包括均聚pa和/或共聚pa。
8.为了进一步稳定膜的剥离力,提高膜的易剥离效果,进一步优选的技术方案为,所述滑石的粒径为5
‑
9um。
9.为了提高滑石在基材树脂中的分散效果,进一步优选的技术方案,所述聚乙烯树脂包括ldpe、lldpe和hdpe中的至少一种;所述聚丙烯树脂包括均聚pp和/或共聚pp。
10.为了避免天然填料的气味问题,进一步优选的技术方案为,所述开口剂包括合成硅石和/或合成沸石。
11.进一步优选的技术方案为,所述分散剂包括聚乙烯蜡、食用白油和硬脂酸盐中的至少一种。
12.本发明还公开了一种流延或挤复工艺的易剥离膜的制备方法,包括如下步骤:
13.s1、制备易剥离母料,按照热封层所需的滑石的用量的2倍称量滑石、称量与滑石等量的聚乙烯树脂或聚丙烯树脂、称量1/4的分散剂,共混,双螺杆挤出造粒,制成2倍易剥离母粒;接着称量与2倍易剥离母粒等量的聚乙烯树脂或聚丙烯树脂、称量1/4的分散剂,共混,双螺杆挤出造粒,制成易剥离母粒;
14.s2、将步骤s1制备的易剥离母粒、余量的聚乙烯树脂或聚丙烯树脂、余量的分散剂、爽滑剂、开口剂共混置入挤出机的热封层的料筒中,然后分别称量其他膜层所需的物料分别置入对应的料筒中,挤出机150
‑
300℃熔融,然后采用流延或者挤出,吹膜再复合的方式,制成流延或挤复工艺的易剥离膜。
15.本发明的易剥离膜的制备方法,首先制备高浓度滑石的母料,然后进行稀释至低浓度的易剥离母料,然后再将易剥离母料与易剥离膜的其他物料混合挤出,然后采用流延或者挤出复合的工艺制成易剥离膜,热封层中的滑石分散性好,不容易发生团聚,提高薄膜的加工性能。
16.优选的技术方案为,所述挤出机的料筒是沟槽喂料式料筒;所述挤出机的喂料段的冷却温度为20
‑
40℃。
17.进一步优选的技术方案为,所述易剥离膜的产量为10
‑
70m/min。
18.本发明的优点和有益效果在于:该易剥离膜具有配比合理,热封窗口宽、剥离力值稳定的优点;各个测试点的热封强度偏差小,热封窗口大于80℃,且热封面揭开时发白,无拉丝,无残留、开启无顿挫感;适合与pp、pe等多种材料的封合,适应性广,加工难度低、成本较低,无溶剂溶出或残留,安全环保。
具体实施方式
19.下面结合实施例,对本发明的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
20.实施例1
21.本发明是一种流延或挤复工艺的易剥离膜,包括由内至外依次设置的热封层、中间层和外层;所述热封层按重量分数计算的原料组分包括10份的滑石、77份的ldpe树脂,所述ldpe树脂的熔指为0.75
‑
6,7份的聚乙烯蜡、3份的爽滑剂、3份的合成硅石;所述热封层的厚度6um,所述滑石的粒径为4um;所述中间层、所述外层均为ldpe膜层。
22.所述流延或挤复工艺的易剥离膜的制备方法,包括如下步骤:
23.s1、制备易剥离母料,按照热封层所需的滑石的用量的2倍称量滑石、称量与滑石
等量的聚乙烯树脂、称量1/4的分散剂,共混,双螺杆挤出造粒,制成2倍易剥离母粒;接着称量与2倍易剥离母粒等量的聚乙烯树脂、称量1/4的分散剂,共混,双螺杆挤出造粒,制成易剥离母粒;
24.s2、将步骤s1制备的易剥离母粒、余量的聚乙烯树脂,余量的分散剂、爽滑剂、开口剂共混置入挤出机的热封层的料筒中,然后分别称量其他膜层所需的物料分别置入对应的料筒中,挤出机220℃熔融、挤出,流延,制成流延易剥离膜;
25.所述挤出机的喂料段的冷却温度为20℃。
26.所述易剥离膜的产量为10m/min。
27.实施例2
28.实施例2与实施例1的区别在于,所述热封层包括30份的滑石、57份的ldpe树脂、7份的聚乙烯蜡、3份的爽滑剂、3份的合成沸石。
29.实施例3
30.实施例3与实施例1的区别在于,所述热封层包括50份的滑石、37份的ldpe树脂、7份的食用白油、3份的爽滑剂、3份的合成沸石。
31.实施例4
32.实施例4与实施例2的区别在于,所述热封层包括30份的滑石、57份的lldpe树脂、7份的聚乙烯蜡、3份的爽滑剂、3份的合成沸石。
33.实施例5
34.实施例5与实施例2的区别在于,所述滑石的粒径为5um。
35.实施例6
36.实施例6与实施例5的区别在于,所述滑石的粒径为9um。
37.实施例7
38.实施例7与实施例5的区别在于,所述滑石的粒径为12um。
39.实施例8
40.实施例8与实施例5的区别在于,所述滑石的粒径为3um。
41.实施例9
42.实施例9与实施例5的区别在于,所述滑石的粒径为13um。
43.实施例10
44.实施例10与实施例5的区别在于,所述挤出机的喂料段的冷却温度为40℃。
45.实施例11
46.实施例11与实施例5的区别在于,所述易剥离膜的产量为70m/min。
47.实施例12
48.实施例12与实施例5的区别在于,所述挤出机的喂料段的冷却温度为15℃。
49.实施例13
50.实施例13与实施例5的区别在于,所述挤出机的喂料段的冷却温度为45℃。
51.实施例14
52.实施例14与实施例5的区别在于,所述易剥离膜的产量为5m/min。
53.实施例15
54.实施例15与实施例5的区别在于,所述易剥离膜的产量为75m/min。
55.实施例16
56.实施例16与实施例5的区别在于,所述挤出机的喂料段的冷却温度为30℃。
57.实施例17
58.实施例17与实施例5的区别在于,所述易剥离膜的产量为30m/min。
59.实施例18
60.实施例18与实施例5的区别在于,所述易剥离膜的产量为50m/min。
61.实施例19
62.实施例19与实施例11的区别在于,包括由内至外依次设置的热封层、第一中间层、第一粘结层、阻隔层、第二粘结层、第二中间层和外层;所述第一中间层、所述第二中间层、所述外层为ldpe树脂膜层;所述第一粘结层、所述第二粘结层为马来酸酐改性的ldpe树脂膜层;所述阻隔层是聚酰胺树脂和乙烯
‑
乙烯醇聚合物树脂膜层。
63.对比例1
64.一种剥离膜,所述剥离膜是共挤流延膜,包括由内至外依次设置的热封层、中间层和外层;所述热封层按重量分数计算的原料组分包括74份的ldpe树脂,20份的pb
‑
1、3份的爽滑剂、3份的开口剂;所述热封层的厚度6um;所述中间层、所述外层均为ldpe膜层。
65.所述挤出机的喂料段的冷却温度为20℃。
66.所述易剥离膜的产量为70m/min。
67.对比例2
68.一种剥离膜,所述剥离膜是共挤流延膜,包括由内至外依次设置的热封层、中间层和外层;所述热封层按重量分数计算的原料组分包括94份的eva树脂,3份的爽滑剂、3份的开口剂;所述热封层的厚度6um;所述中间层、所述外层均为eva膜层。
69.所述挤出机的喂料段的冷却温度为20℃。
70.所述易剥离膜的产量为70m/min。
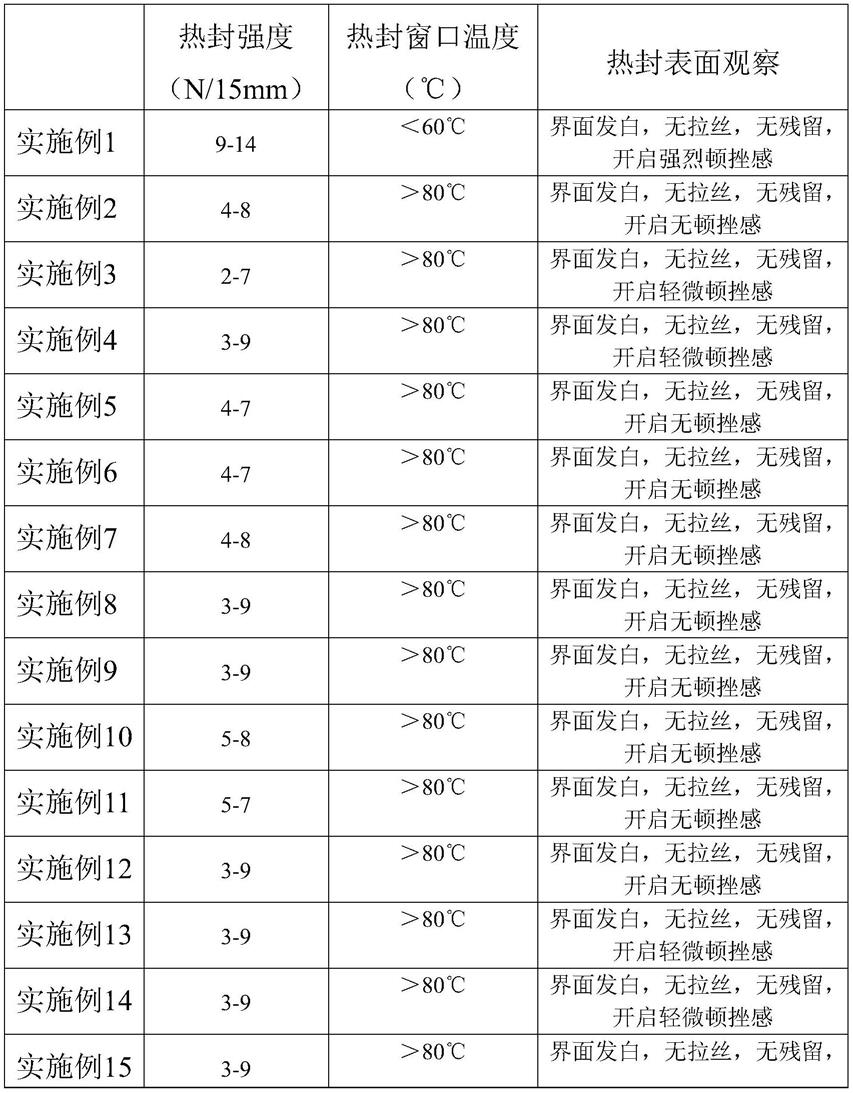
71.根据qb/t 2358塑料包装的热封强度测试方法,取样条宽度15mm,下温80℃,速度300mm/min,压力200kpa,测试时间1s,对以上各实施例和对比例制备的薄膜采用济南兰光的五点热封仪、拉力仪进行热封强度测试、剥离表面观察,观察与测试结果如下:
72.[0073][0074]
由实施例11和对比例1、2相比较可以看出,本发明添加滑石体系的易剥离膜的剥离效果更好,易剥离吹膜各个测试点的热封强度之间的偏差值在2
‑
6n之间,而对比例的各个测试点的热封强度之间的偏差值达到6
‑
10n;由实施例1
‑
3的数据比较可以看出,本技术采用30%的滑石比例配比,各个测试点的热封强度差值为4n,热封更稳定,热封效果最佳;由实施例2和实施例4比较可以看出,选用ldpe作为本技术易剥离膜的基材树脂,制备过程中各物料的混合均匀情况更好,热封强度差值小,热封更稳定;由实施例2、5
‑
9相比较可以看出,采用粒径为4
‑
12um的滑石,对热封效果的改善明显,且粒径在5
‑
9um效果更优;由实施例5、10、12、13、16相比较可以看出,所述挤出机的喂料段的冷却温度为20℃
‑
40℃最佳;由实施例5、11、14、15、17、18相比较可以看出,所述易剥离吹膜的产量为10
‑
70m/min时,对易剥离膜的剥离效果的稳定性影响最小。
[0075]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

