1.本发明涉及层叠体制造装置和层叠体制造方法。
背景技术:
2.已知一种层叠体制造装置,其通过将卷状的卷钢板冲裁成规定形状而得到的钢板构件在厚度方向上层叠来得到层叠体。作为这样的层叠体制造装置,例如,如专利文献1所公开的那样,已知如下的层叠体的制造装置:层叠多个电磁钢板而形成层叠块,基于与重叠多个所述层叠块而得到的旋转层叠体的厚度相关的厚度信息,调节所述层叠块中的所述电磁钢板的层叠张数。
3.在专利文献1的层叠体制造装置中,所述旋转层叠体是通过使至少一个层叠块相对于其他层叠块绕沿着层叠方向的轴线旋转并层叠而得到的。所述层叠体制造装置在形成所述旋转层叠体之前,对多个层叠块重叠的状态下的临时层叠体的厚度进行测量,并根据与该厚度相关的厚度信息来调节所述电磁钢板的层叠张数。现有技术文献专利文献
4.专利文献1:日本专利特开2019-187173号公报
技术实现要素:
5.然而,如所述专利文献1所公开的那样,在对层叠体的厚度、即层叠体的层叠方向的长度进行测量的情况下,由于测量方法、测量器具而产生测量误差。因此,难以高精度地测量所述层叠体的厚度。
6.要求能够高精度且容易地调节这样难以测量的层叠体的层叠方向的长度的层叠体制造装置及层叠体制造方法。
7.本发明的目的在于提供一种能够高精度且容易地调节层叠体的层叠方向的长度的层叠体制造装置及层叠体制造方法。
8.本发明一实施方式的层叠体制造装置是通过将卷状的卷钢板冲裁成规定形状而得到的钢板构件在厚度方向上层叠来得到层叠体的层叠体制造装置。该层叠体制造装置包括:切断部,该切断部从所述卷钢板切出规定长度的试样;钢板构件层叠部,该钢板构件层叠部将切出所述试样后的卷钢板冲裁成所述规定形状而形成所述钢板构件,并且通过在厚度方向上层叠所述钢板构件而得到所述层叠体;以及控制部,该控制部根据基于所述试样的重量确定的所述层叠体中的所述钢板构件的层叠张数,对由所述钢板构件层叠部层叠的所述钢板构件的层叠张数进行控制。
9.本发明一实施方式的层叠体制造方法是通过将卷状的卷钢板冲裁成规定形状而得到的钢板构件在厚度方向上层叠来得到层叠体的层叠体制造方法。该层叠体制造方法包括:切断工序,在该切断工序中,从所述卷钢板切出规定长度的试样;层叠张数确定工序,在该层叠张数确定工序中,基于所述试样的重量来确定所述层叠体中的所述钢板构件的层叠
张数;以及层叠工序,在该层叠工序中,根据所述层叠张数,将切出所述试样后的卷钢板冲裁成所述规定形状以形成所述钢板构件,并且通过在厚度方向上层叠所述钢板构件来得到所述层叠体。
10.根据本发明一实施方式的层叠体制造装置及层叠体制造方法,能够高精度且容易地调节层叠体的层叠方向的长度。有以下的本发明优选实施方式的详细说明,参照附图,可以更清楚地理解本发明的上述及其他特征、要素、步骤、特点和优点。
附图说明
11.图1是示出具有作为实施方式的层叠体的转子铁芯的马达的示意结构的剖视图。图2是示出转子铁芯的示意结构的立体图;图3是示意性地示出层叠体制造装置的结构的图。图4是示意性地示出存储在基准数据存储部中的数据的一例的图。图5是示意性地示出将卷钢板在宽度方向上分割成多个的状态的图。图6是示意性地示出与分割卷钢板中的每一个对应的数据的一例的图。图7是示出层叠体制造方法的流程图。
具体实施方式
12.以下,参照附图,对本发明的实施方式进行详细说明。另外,对图中的相同或相当部分标注相同的附图标记,不重复其说明。另外,各图中的构成构件的尺寸并不忠实地表示实际的构成构件的尺寸以及各构成构件的尺寸比率等。
13.另外,以下,在马达1的说明中,分别将与转子2的中心轴p平行的方向称为“轴向”,将与中心轴p正交的方向称为“径向”,并将沿着以中心轴p为中心的圆弧的方向称为“周向”。但是,并不意味着因该方向的定义而限定了马达1的使用时的朝向。
14.另外,在以下的说明中,“固定”、“连接”、“接合”以及“安装”等(以下,固定等)的表达不仅包括构件彼此直接固定等的情况,还包括经由其他构件固定等的情况。即,在以下的说明中,固定等表达中包含构件彼此的直接以及间接的固定等意思。
15.(马达的结构)图1示出包括作为本发明实施方式的层叠体的转子铁芯21的马达1的示意结构。马达1包括转子2、定子3以及外壳4。转子2相对于定子3以中心轴p为中心进行旋转。在本实施方式中,马达1是转子2以中心轴p为中心能旋转地位于筒状的定子3内的所谓内转子型的马达。
16.转子2包括轴20、转子铁芯21以及磁体22。转子2位于定子3的径向内侧,并且能相对于定子3旋转。
17.图2是示出转子铁芯21的示意结构的立体图。在本实施方式中,转子铁芯21呈沿中心轴p延伸的圆筒状。转子铁芯21具有沿中心轴p延伸的贯穿孔21a。在转子铁芯21上,以轴20沿轴向贯穿贯穿孔21a的状态固定轴20。由此,转子铁芯21与轴20一起旋转。
18.另外,在本实施方式中,转子铁芯21具有在周向上以规定间隔定位的多个磁体插入孔21b。磁体22位于该磁体插入孔21b内。另外,磁体22也可以位于转子铁芯21的外周面
上。另外,磁体22也可以是在周向上连接的环形磁体。
19.转子铁芯21具有形成为规定形状且在厚度方向上层叠的多个圆盘状的转子铁芯板23。如后所述,转子铁芯板23通过将卷钢板r冲裁成规定形状而形成。
20.转子铁芯21对应于本发明的层叠体。转子铁芯板23对应于本发明的钢板构件。
21.定子3收容于壳体4内。在本实施方式中,定子3呈筒状。转子2位于定子3的径向内侧。即,定子3相对于转子2在径向上相对地配置。转子2位于定子3的径向内侧,并能以中心轴p为中心进行旋转。
22.定子3包括定子铁芯31和定子线圈32。定子线圈32卷绕于定子铁芯31。省略定子3的详细结构的说明。
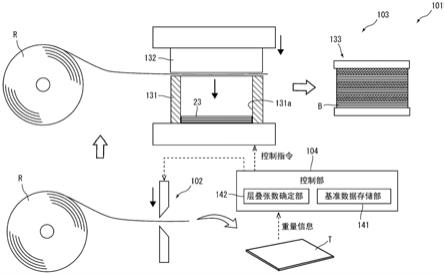
23.(层叠体制造装置)图3是示出本发明实施方式的层叠体制造装置101的示意结构的图。层叠体制造装置101是通过将卷钢板r冲裁成规定形状而得到的转子铁芯板23在厚度方向上层叠来得到转子铁芯21的装置。
24.层叠体制造装置101具有切断部102、层叠部103和控制部104。层叠部103对应于本发明的钢板构件层叠部。
25.切断部102从轧制后卷绕成卷状的卷钢板r的长度方向的一部分切断试样t。具体地,切断部102从卷钢板r切断规定长度,得到用于重量测量的试样t。
26.层叠部103对卷钢板r进行冲裁而形成转子铁芯板23,并且在定模131内沿厚度方向层叠冲裁后的转子铁芯板23。
27.详细而言,层叠部103具有定模131、动模132和旋转层叠部133。定模131和动模132通过对卷钢板r进行冲裁而形成转子铁芯板23。定模131在其内部具有用于在厚度方向上层叠冲裁后的转子铁芯板23的收容部131a。
28.当沿卷钢板r的冲裁方向观察定模131时,收容部131a具有形状与转子铁芯板23的外形相同的内表面。另外,卷钢板r的冲裁方向与动模132相对于定模131的移动方向相同。
29.因此,由定模131和动模132冲裁出的转子铁芯板23以在厚度方向上层叠的状态收容于定模131的收容部131a内。
30.层叠部103动模132构成为能根据从控制部104输出的控制指令来切换是否形成转子铁芯板23中的铆接部分。所述铆接部分将在厚度方向上层叠的转子铁芯板23彼此连接。即,形成有所述铆接部分的转子铁芯板23与在厚度方向上相邻的转子铁芯板23连接。另一方面,没有形成所述铆接部分的转子铁芯板23不与在厚度方向重叠的转子铁芯板23连接。
31.另外,所述铆接部分的结构与以往的形成于转子铁芯板的铆接部分的结构相同,因此省略详细说明。
32.如上所述,通过动模132来切换是否形成转子铁芯板23中的铆接部分,由此,能够根据控制部104的控制指令改变在厚度方向上连接的转子铁芯板23的数量。另外,也可以通过上述那样的是否形成铆接部分以外的方法来调节在厚度方向上相互连接的转子铁芯板23的层叠张数。
33.在定模131的收容部131a内以在厚度方向上层叠的状态连接的多个转子铁芯板23构成层叠块b。
34.如上所述形成的多个层叠块b通过旋转层叠部133以中心轴p为中心各旋转90度而
层叠。旋转层叠部133通过例如未示出的机械臂来使层叠块b旋转90度。另外,在本实施方式中,层叠部103具有旋转层叠部133,但是也可以不具有旋转层叠部。
35.通过层叠多个层叠块b来构成转子铁芯21。即,转子铁芯21具有多个层叠块b。另外,尽管未特别示出,但是通过在沿层叠方向对多个层叠块b加压的状态下焊接多个层叠块b的外周侧来形成转子铁芯21。
36.控制部104控制切断部102及层叠部103的驱动。控制部104驱动切断部102,并且从卷钢板r切断试样t。该试样t的重量由未示出的重量计进行测量,并且测量结果作为重量信息输入到控制部104。
37.控制部104基于试样t的重量来确定转子铁芯21中的转子铁芯板23的层叠张数。具体地,控制部104在基于试样t的重量来确定转子铁芯21中的转子铁芯板23的层叠张数时,使用包含试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数之间的关系的数据。另外,较为理想的是,试样t的重量是每单位长度的重量。由此,根据试样t的重量,能够容易地求出转子铁芯21中的转子铁芯板23的层叠张数。
38.控制部104具有基准数据存储部141和层叠张数确定部142。
39.例如作为数据表,基准数据存储部141具有包含试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数之间的关系的数据。另外,基准数据存储部141也可以具有表示试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数之间的关系的数学式的数据。即,基准数据存储部141只要具有包含试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数之间的关系的信息即可。
40.图4是存储在基准数据存储部141中的表数据td的概念图。如图4所示,在表数据td中,例如,使试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数相对应。
41.基准数据存储部141也可以构成为能针对每个卷钢板r对试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数之间的关系进行存储。由此,基准数据存储部141能够构筑反映同各种卷钢板r相关的重量与转子铁芯板23的层叠张数之间的关系的数据库。此外,如上所述,基准数据存储部141存储每个卷钢板r的数据,由此能够提高由后述的层叠张数确定部142基于试样t的重量而确定的转子铁芯板23的层叠张数的精度。
42.另外,也可以是与层叠体制造装置101不同的其他装置具有所述基准数据存储部。在这种情况下,控制部104的层叠张数确定部142访问其他装置所具有的基准数据存储部,并且读入包含试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数之间的关系的数据。
43.层叠张数确定部142基于试样t的重量,使用存储在基准数据存储部141中的数据表td来确定转子铁芯21中的转子铁芯板23的层叠张数。层叠张数确定部142根据确定的层叠张数生成改变转子铁芯21的多个层叠块b中的至少一个层叠块b的转子铁芯板23的层叠张数的控制指令。所生成的控制指令被输出到层叠部103。
44.在层叠部103中,根据所述控制指令来调节在构成转子铁芯21的多个层叠块b中的、例如最后层叠的层叠块b的转子铁芯板23的层叠张数。
45.另外,在层叠部103中,可以根据所述控制指令来调节构成转子铁芯21的多个层叠块b中的某一个层叠块b的转子铁芯板23的层叠张数,或者也可以根据所述控制指令来调节多个层叠块b的转子铁芯板23的层叠张数。
46.图5示出了将卷钢板r在与轧制方向垂直的宽度方向上分割成多个分割卷钢板r1、r2、r3的状态。如图5所示,在将卷钢板r分割成多个分割卷钢板r1、r2、r3的情况下,钢板的厚度根据它们的位置而微妙地不同。例如,在卷钢板r中,位于所述宽度方向的中央的部分的厚度大致均匀,但是在卷钢板r中位于所述宽度方向的端部的部分的厚度较小。
47.因此,较为理想的是,在如上所述将卷钢板r在所述宽度方向上分割成多个分割卷钢板r1、r2、r3的情况下,基准数据存储部141针对卷钢板r中的分割卷钢板r1、r2、r3的各位置,存储试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数之间的关系。图6是示出针对每个分割卷钢板r1、r2、r3存储在基准数据存储部141中的、包含试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数之间的关系的数据库td_r1、td_r2、td_r3的一例的概念图。
48.另外,较为理想的是,控制部104针对每个分割卷钢板,使用包含试样t的重量和转子铁芯21中的转子铁芯板23的层叠张数之间的关系的数据,基于试样t的重量来确定转子铁芯21中的转子铁芯板23的层叠张数。
49.由此,层叠张数确定部142能够基于试样t的重量更高精度地确定转子铁芯21中的转子铁芯板23的层叠张数。
50.在本实施方式中,层叠体制造装置101是通过将卷状的卷钢板r冲裁成规定形状而得到的转子铁芯板23在厚度方向上层叠来得到转子铁芯21的层叠体制造装置。层叠体制造装置101具有:切断部102,该切断部102从卷钢板r切出规定长度的试样t;层叠部103,该层叠部103将切出试样t后的卷钢板r冲裁成所述规定形状而形成转子铁芯板23,并且通过在厚度方向上层叠转子铁芯板23而得到转子铁芯21;以及控制部104,该控制部104根据基于试样t的重量确定的转子铁芯21中的转子铁芯板23的层叠张数,对由层叠部103层叠的转子铁芯板23的层叠张数进行控制。
51.由此,即使在卷钢板r的厚度存在偏差的情况下,也能够根据卷钢板r的试样t的重量求出转子铁芯21中的转子铁芯板23的适当层叠张数,而不用测量卷钢板r的厚度。卷钢板r的厚度的测量由于测量方法和测量器具而容易产生误差,但是如上所述,通过利用卷钢板r的试样t的重量,能够减小测量误差。
52.因此,能够考虑卷钢板r厚度尺寸的偏差,通过转子铁芯板23的层叠张数简单且高精度地调节转子铁芯21的轴线方向的长度。
53.控制部104基于试样t的重量与转子铁芯21中转子铁芯板23的层叠张数之间的关系,来确定转子铁芯21中的转子铁芯板23的层叠张数。
54.由此,根据试样t的重量,能够容易地求出转子铁芯21中的转子铁芯板23的层叠张数。因此,能够通过转子铁芯板23的层叠张数更简单地调节转子铁芯21轴线方向的长度。
55.控制部104使用包含试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数之间的关系的数据,基于试样t的重量来确定转子铁芯21中的转子铁芯板23的层叠张数。
56.由此,根据试样t的重量,能够容易地求出转子铁芯21中的转子铁芯板23的层叠张数,而不会增大控制部104的运算负荷。因此,能够通过转子铁芯板23的层叠张数更简单地调节转子铁芯21轴线方向的长度。
57.试样t的重量是每单位长度的试样t的重量。由此,根据试样t的重量,能够容易地求出转子铁芯21中的转子铁芯板23的层叠张数。因此,能够通过转子铁芯板23的层叠张数
更简单地调节转子铁芯21轴线方向的长度。
58.层叠部103通过层叠多个层叠块b而形成转子铁芯21,层叠块b通过层叠多个转子铁芯板23而形成。在多个层叠块b中的至少一个层叠块b中,控制部104根据基于试样t的重量确定的转子铁芯板23的层叠张数来改变由层叠部103层叠的转子铁芯板23的层叠张数。
59.由此,能够容易地改变转子铁芯板23的层叠张数。因此,根据基于试样t的重量确定的转子铁芯板23的层叠张数,能够容易地改变转子铁芯21中的转子铁芯板23的层叠张数。
60.在与轧制方向垂直的宽度方向上,将卷钢板r分割成多个分割卷钢板r1、r2、r3。控制部104根据卷钢板r中的分割卷钢板r1、r2、r3的分割位置,针对每个分割卷钢板,基于试样t的重量来确定转子铁芯21中的转子铁芯板23的层叠张数。
61.一般而言,通过辊轧制的卷钢板r的厚度根据卷钢板r的宽度方向的位置而不同。因此,分割卷钢板r1、r2、r3的厚度也因卷钢板r的宽度方向的分割位置而不同。因此,如上所述,根据卷钢板r中的分割卷钢板r1、r2、r3的宽度方向的分割位置,改变试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数之间的关系,由此能够设为与卷钢板r的厚度的偏差对应的转子芯板23的层叠张数。
62.因此,能够考虑卷钢板r厚度尺寸的偏差,通过转子铁芯板23的层叠张数更高精度地调节转子铁芯21的轴线方向的长度。
63.控制部104针对每个分割卷钢板,使用包含试样t的重量和转子铁芯21中的转子铁芯板23的层叠张数之间的关系的数据,基于试样t的重量来确定转子铁芯21中的转子铁芯板23的层叠张数。
64.由此,能够考虑卷钢板r宽度方向的位置处的厚度尺寸的偏差,通过转子铁芯板23的层叠张数来更容易且更高精度地调节转子铁芯21的轴线方向的长度。
65.(层叠体的制造方法)接着,对转子铁芯21的制造方法进行说明。图7是示出转子铁芯21的制造方法的概要的流程图。
66.首先,作为步骤s1,通过层叠体制造装置101的切断部102从卷钢板r切断规定长度,得到试样t。
67.接着,作为步骤s2,通过未示出的重量计来测量试样t的重量。之后,在步骤s3中,控制部104的层叠张数确定部142基于测量到的试样t的重量来确定转子铁芯21中的转子铁芯板23的层叠张数。层叠张数确定部142生成控制指令,并输出到层叠部103。
68.层叠张数确定部142使用存储在控制部104的基准数据存储部141中的、包含试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数之间的关系的数据,基于试样t的重量来确定转子铁芯21中的转子铁芯板23的层叠张数。另外,层叠张数确定部142也可以使用包含试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数之间的关系的数学式,根据试样t的重量来确定转子铁芯21中的转子铁芯板23的层叠张数。
69.在步骤s4中,层叠部103层叠与输入的所述控制指令对应的张数的转子铁芯板23。此时,层叠部103根据输入的所述控制指令,对构成转子铁芯21的多个层叠块b中的、最后层叠的层叠块b的转子铁芯板23的张数进行调节。
70.由此,能够得到具有更高精度的轴线方向尺寸的转子铁芯21。
71.在此,步骤s1对应于切断工序,步骤s3对应于层叠张数确定工序,步骤s4对应于层叠工序。
72.根据以上,本实施方式的层叠体制造方法是通过将卷状的卷钢板r冲裁成规定形状而得到的转子铁芯板23在厚度方向上层叠来得到转子铁芯21的层叠体制造方法。该层叠体制造方法具有:切断工序,在该切断工序中,从卷钢板r切出规定长度的试样t;层叠张数确定工序,在该层叠张数确定工序中,基于试样t的重量来确定转子铁芯21中的转子铁芯板23的层叠张数;以及层叠工序,在该层叠工序中,根据所述层叠张数,将切出试样t后的卷钢板r冲裁成所述规定形状以形成转子铁芯板23,并且通过在厚度方向上层叠转子铁芯板23来得到转子铁芯21。
73.由此,即使在卷钢板r的厚度存在偏差的情况下,也可以根据卷钢板r的试样t的重量求出转子铁芯21中的转子铁芯板23的适当层叠张数,而不用测量卷钢板r的厚度。卷钢板r的厚度的测量由于测量方法和测量器具而容易产生误差,但是如上所述,通过利用卷钢板r的试样t的重量,能够减小测量误差。
74.因此,能够考虑卷钢板r厚度尺寸的偏差,通过转子铁芯板23的层叠张数简单且高精度地调节转子铁芯21的轴线方向的长度。
75.在所述层叠张数确定工序中,基于试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数之间的关系来确定转子铁芯21中的转子铁芯板23的层叠张数。
76.由此,根据试样t的重量,能够容易地求出转子铁芯21中的转子铁芯板23的层叠张数。因此,能够通过转子铁芯板23的层叠张数更简单地调节转子铁芯21轴线方向的长度。
77.在所述层叠张数确定工序中,使用包含试样t的重量与转子铁芯21中的转子铁芯板23的层叠张数之间的关系的数据,根据试样t的重量来确定转子铁芯21中的转子铁芯板23的层叠张数。
78.由此,根据试样t的重量,能够容易地求出转子铁芯21中的转子铁芯板23的层叠张数,而不会增大控制部104的运算负荷。因此,能够通过转子铁芯板23的层叠张数更简单地调节转子铁芯21轴线方向的长度。
79.在所述层叠工序中,通过层叠多个层叠块b而形成转子铁芯21,层叠块b通过层叠多个转子铁芯板23而形成。层叠体制造方法在所述层叠工序中形成层叠块b时,在多个层叠块b中的至少一个层叠块b中,根据基于试样t的重量确定的转子铁芯板23的层叠张数来改变转子铁芯板23的层叠张数。
80.由此,能够容易地改变转子铁芯板23的层叠张数。因此,根据基于试样t的重量确定的转子铁芯板23的层叠张数,能够容易地改变转子铁芯21中的转子铁芯板23的层叠张数。
81.(其他实施方式)以上,对本发明的实施方式进行了说明,但所述实施方式仅为用于实施本发明的例示。由此,并不局限于所述实施方式,能在不脱离本发明的宗旨的范围内对所述实施方式进行适当变形并加以实施。
82.在所述实施方式中,对转子铁芯21的结构进行了说明。然而,如果是通过将从卷钢板冲裁成规定形状的钢板构件在厚度方向上层叠而得到的层叠体,则也可以将如所述实施方式所说明的层叠体制造装置或层叠体制造方法应用于转子铁芯以外的制造。例如,也可
以将如所述实施方式所说明的层叠体制造装置或层叠体制造方法应用于定子铁芯的制造。
83.在所述实施方式中,转子铁芯板23是电磁钢板。然而,转子铁芯板也可以是电磁钢板以外的板构件。
84.在所述实施方式中,由定模131和动模132冲裁出的转子铁芯板23以在厚度方向上层叠的状态收容于定模131的收容部131a内。然而,定模也可以不在内部具有收容部。由定模和动模冲裁出的转子铁芯板也可以在模具的外部在厚度方向上层叠。
85.在所述实施方式中,马达是所谓的永磁体马达。在永磁体马达中,转子具有磁体。然而,马达1也可以是感应马达、磁阻马达、开关磁阻马达、绕组励磁型马达等不具有磁体的马达。工业上的可利用性
86.本发明能用于通过将卷状的卷钢板冲裁成规定形状而得到的钢板构件在厚度方向上层叠来得到层叠体的层叠体制造装置。符号说明
[0087]1ꢀꢀ
马达2
ꢀꢀ
转子3
ꢀꢀ
定子4
ꢀꢀ
外壳20 轴21 转子铁芯21a 贯穿孔21b 磁体插入孔22 磁体23 转子铁芯板(钢板构件)31 定子铁芯32 定子线圈101 层叠体制造装置102 切断部103层叠部(钢板构件层叠部)104 控制部131 定模131a收容部132
ꢀꢀ
动模133旋转层叠部p
ꢀꢀ
中心轴r
ꢀꢀ
卷钢板r1、r2、r3 分割卷钢板t
ꢀꢀ
试样b
ꢀꢀ
层叠块td、td_r1、td_r2、td_r3
ꢀꢀ
表数据。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

