1.本实用新型涉及绝缘板生产领域,具体为一种绝缘板生产用挤压成型装置。
背景技术:
2.绝缘板是由多个半固化片叠加放置后经挤压成型而成的电子绝缘材料,半固化片则由玻纤布材料经过浸渍树脂胶液,再经过烘箱热处理后,冷却,剪切而成。在绝缘板挤压成型过程中需用到挤压成型装置对多个叠加放置后的半固化片进行挤压,同时为保证挤压后的绝缘板不会出现拱起的情况,需要在相邻的两个半固化片之间加入增强材料
‑‑
玻纤布。现有的绝缘板在挤压成型过程中,通常通过人工添加玻纤布和控制挤压成型装置的启动,此过程劳动量较大,且工作效率较低,同时在工作时过长时人工操作容易出现错误,为此我们设计出一种绝缘板生产用挤压成型装置来解决上述问题。
技术实现要素:
3.本实用新型的目的是针对上述背景技术中存在的问题,提供一种绝缘板生产用挤压成型装置,能够自动在叠加放置半固化片的过程中在两个半固化片之间加入玻纤布,可调节放入的半固化片的数量来加工成不同厚度的绝缘板。
4.为了实现上述发明目的,本实用新型采用了以下技术方案:
5.一种绝缘板生产用挤压成型装置,包括底座、固定架、两个搬移组件、挤压成型组件和输出组件,所述底座设有放置半固化片的第一放置箱、放置玻纤布的第二放置箱和挤压平台,所述固定架设有第一导轨和第二导轨,所述第一导轨与第二导轨的轨道方向垂直,所述搬移组件可沿第一导轨滑动,所述挤压成型组件可沿第二导轨滑动,所述挤压成型组件设有夹持结构。
6.优选的,挤压成型组件包括基座、压板和用于带动压板上下运动的驱动机构,基座可沿第二导轨直线滑动。
7.优选的,挤压成型组件还包括用于保证压板平稳下压的同步结构。
8.优选的,同步结构包括多个竖直平行设置的同步杆和限位板,所述限位板套设于同步杆上,限位板与基座相对固定,同步杆可沿着限位板在竖直方向上滑动。
9.优选的,夹持结构的数量为偶数个,所述夹持结构两两对称设置于压板两侧。
10.优选的,夹持结构包括夹持件和驱动器,所述驱动器与压板固定连接,所述夹持件与压板的侧面旋转连接,所述挤压平台的上表面设有与夹持结构数量相同的夹持槽,所述夹持槽的位置与夹持件对齐,一般情况下,驱动器收缩使得夹持件位于压板两侧,当需要夹持时,夹持件被驱动器推出,夹持件可进入所述夹持槽。
11.优选的,搬移组件包括搬移座、伸缩件、动力机构和多个吸盘,所述搬移座可沿第一导轨直线滑动,所述动力机构的一端与搬移座固定连接另一端与伸缩件活动连接,动力机构可驱动伸缩件相对搬移座上下运动,所述吸盘固定在伸缩件的底部且吸盘通过吸管与吸泵连接。
12.优选的,还设有计数传感器。
13.与现有技术相比,采用了上述技术方案的绝缘板生产用挤压成型装置,具有如下有益效果:
14.一、采用本实用新型的绝缘板生产用挤压成型装置,挤压成型组件可完成对半固化片的挤压工作,同时在优选方案中还设有同步装置,同步装置可在压板下压时能够平稳的下落,使得半固化片能够平整的压好。
15.二、两个搬移组件可分别将叠放的半固化片和玻纤布进行搬运,两个搬移组件依次搬运使得两个半固化片之间放有玻纤布,避免了不放置玻纤布就直接挤压叠放的多个半固化片,导致半固化片挤压不均匀中间出现凸起的情况,在优选方案中采用吸盘进行搬运,可避免损坏半固化片和玻纤布。
16.三、将夹持结构设于挤压成型组件上,不需要再单独设置一个组件来将挤压后的半固化片搬走,在满足需求的前提下节省了整个装置的成本和空间。
17.四、计数传感器可对挤压的半固化片的数量进行计算保证半固化片压成的绝缘板的厚度为生产所要求的。
附图说明
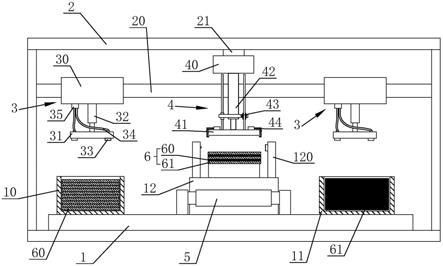
18.图1为本实用新型绝缘板生产用挤压成型装置实施例的结构示意图(正面视角)。
19.图2为本实施例中除挤压成型组件外的结构示意图(侧面视角)。
20.图3为本实施例中除搬移组件外的结构示意图(侧面视角)。
21.附图标记:1、底座;10、第一放置箱;11、第二放置箱;12、挤压平台;120、计数传感器;121、夹持槽;2、固定架;20、第一导轨;21、第二导轨;3、搬移组件;30、搬移座;31、伸缩件;310、圆柱形杆;311、方形板;32、动力机构;33、吸盘;34、吸管;35、吸泵;4、挤压成型组件;40、基座;41、压板;42、驱动机构;420、缸体;421、缸杆;43、同步结构;430、同步杆;431、限位板;4310、同步套;44、夹持结构;440、夹持件;441、驱动器;5、输出组件;6、绝缘板;60、半固化片;61、玻纤布。
具体实施方式
22.下面结合附图对本实用新型做进一步描述。
23.如图1至图3所示的绝缘板6生产用挤压成型装置,包括底座1、固定架2、两个搬移组件3、挤压成型组件4和输出组件5,底座1设有放置半固化片60的第一放置箱10、放置玻纤布61的第二放置箱11和挤压平台12,挤压平台12上设有计数传感器120,计数传感器120可识别挤压平台12放置的半固化片60和玻纤布61的数量,固定架2设有第一导轨20和第二导轨21,第一导轨20固定于固定架2的侧壁,第一导轨20位于固定架2上端的下表面,第一导轨20与第二导轨21的轨道方向垂直,搬移组件3可沿第一导轨20滑动,挤压成型组件4可沿第二导轨21滑动,输出组件5实施为传送带,上述第一导轨20与第二导轨21的结构与滑动方式均采用现有技术。
24.如图1和图2所示,搬移组件3包括搬移座30、伸缩件31、动力机构32和四个吸盘33,搬移座30正对底座1的一面与动力机构32固定连接,搬移座30可沿第一导轨20直线滑动,伸缩件31的上端为圆柱形杆310,伸缩件31的下端为方形板311,动力机构32实施为升降气缸,
动力机构32的一端与搬移座30固定连接另一端与伸缩件31活动连接,动力机构32可驱动伸缩件31相对搬移座30上下运动,吸盘33固定在方形板311的下表面且吸盘33通过吸管34与吸泵35连接,吸管34与吸盘33连接的部分嵌于方形板311中。
25.如图1和图3所示,挤压成型组件4包括基座40、压板41、驱动机构42、同步结构43和夹持结构44,基座40可沿第二导轨21直线滑动,驱动机构42实施为挤压气缸,挤压气缸包括缸体420和缸杆421,缸体420的缸底与基座40正对挤压平台12的一面固定连接,同步结构43包括四个竖直平行设置的同步杆430和一个限位板431,同步杆430为圆柱形,限位板431与缸体420的下端部固定连接,限位板431竖直平行设置设有四个放置同步杆430的圆环形同步套4310,同步套4310的内径比同步杆430直径大2
‑
3mm,同步杆430可沿着同步套4310在竖直方向上滑动。
26.夹持结构44的数量为4个,夹持结构44两两对称设置于压板41两侧,夹持结构44包括夹持件440和驱动器441,驱动器441实施为驱动气缸,驱动器441与压板41的上端固定连接,夹持件440的中端与压板41的侧面旋转连接,挤压平台12的上表面设有四个夹持槽121,夹持槽121的位置与夹持件440对齐,一般情况下,驱动器441收缩使得夹持件440的上端朝向压板41内部,夹持件440的下端则位于压板41两侧,当需要夹持时,夹持件440的上端被驱动器441推出,夹持件440的下端被带动到压板41的下方且可进入夹持槽121,夹持件440的下端进入夹持槽121后可将压成的绝缘板6夹起。
27.以上所述是本实用新型的优选实施方式,对于本领域的普通技术人员来说不脱离本实用新型原理的前提下,还可以做出若干变型和改进,这些也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

