1.本发明涉及材料加工技术领域,尤其涉及一种皮革和硅胶复合物及其制备方法和应用。
背景技术:
2.目前皮革和硅胶类材料贴合形成的皮革和硅胶复合物在高湿环境中容易失效。
3.cn210590875u公开了一种具有良好防水阻燃功能的皮革,其公开的皮革包括皮革外层、硅胶层和阻燃层,皮革外层的下方设置有阻燃布,阻燃布的下方设置有硅胶层,硅胶层的下方设置有阻燃层,阻燃层包括橡胶层和其上方的橡胶管,硅胶层的下方设置有橡胶层,橡胶层的上表面设置有若干橡胶管,橡胶层的下方设置有皮革内层,皮革内层的下方缝合有纱网,橡胶层上盖有塑料薄膜层。其公开的皮革通过在皮革外层的内侧设置有硅胶层,利用硅胶结构的紧密性阻挡水分进入到皮革内层,同时提高柔软度,不易褶皱,通过在橡胶管的内部设置有液体阻燃剂,当皮革遇到明火燃烧时,橡胶管内部的阻燃液流出,将火苗扑灭,进行有效阻燃和灭火。
4.cn110395016a公开了一种耐汗皮革及其制备方法,其公开的耐汗皮革包括依次连接的皮革基层、粘结层、耐汗层及硅胶表层,耐汗层由如下组分制成:皮革粉、处理剂、丙烯酸树脂、棉粉或纤维粉、水合氯化铝、环六硅氧烷、二甲基异山梨醇、粘合剂及溶剂;其公开的耐汗皮革的制备方法为:在皮革粉中加入丙烯酸树脂和处理剂,搅拌混匀,放置一段时间,得第一中间品;在第一中间品中加入棉粉或纤维粉、水合氯化铝、环六硅氧烷、二甲基异山梨醇、粘合剂及溶剂,搅拌均匀,干燥一段时间,得第二中间品;将第二中间品进行压制,得耐汗层;将耐汗层通过粘结剂粘结于皮革层的一面;在耐汗层的表面涂覆硅胶,待干燥后得硅胶层。其公开的耐汗皮革,可防止汗液捂出的臭味。
5.目前现有技术已经公开了皮革和硅胶的复合物,但是在高湿环境容易失效,因此,开发一种在潮湿环境下稳定性优异的皮革和硅胶复合物至关重要。
技术实现要素:
6.针对现有技术的不足,本发明的目的在于提供一种皮革和硅胶复合物及其制备方法和应用,所述皮革和硅胶复合物的半成品可长时间保存,成品在潮湿环境下的稳定性优异。
7.为达此目的,本发明采用以下技术方案:
8.第一方面,本发明提供一种皮革和硅胶复合物,所述皮革和硅胶复合物由下至上包括依次层叠设置的硅胶层、预涂层、第一热敏胶层、第二热敏胶层和皮革层;
9.所述预涂层的厚度大于1μm,例如1.2μm、1.5μm、1.8μm、2μm、3μm、5μm等。
10.本发明所述皮革和硅胶复合物通过设置特定厚度的预涂层,实现硅胶层和第一热敏胶层的良好粘接,两层热敏胶层相对于单层热敏胶层来说,能够保证第一热敏胶层与硅胶层在短时间内有良好的贴合,增加第二热敏胶层利于所述皮革和硅胶复合物在设置皮革
层前可长时间保存,且使所述皮革和硅胶复合物在潮湿环境中也能保持良好的粘接性,稳定性优异。
11.优选地,所述第一热敏胶层和第二热敏胶层的厚度各自独立地为0.05
‑
0.15μm,例如0.06μm、0.07μm、0.08μm、0.09μm、0.1μm、0.11μm、0.12μm、0.13μm、0.14μm等。
12.优选地,所述硅胶层的厚度为0.5
‑
1.0mm,例如0.5mm、0.6mm、0.7mm、0.8mm、0.9mm等。
13.优选地,所述皮革层的厚度为0.2
‑
0.5mm,例如0.2mm、0.3mm、0.4mm等。
14.优选地,所述预涂层的材料为有机硅树脂、氨基甲酸酯树脂、丙烯酸树脂或聚酰胺中的任意一种或至少两种的组合,其中典型但非限制性的组合包括:有机硅树脂和氨基甲酸酯树脂的组合,氨基甲酸酯树脂、丙烯酸树脂和聚酰胺的组合,有机硅树脂、氨基甲酸酯树脂、丙烯酸树脂和聚酰胺的组合等。
15.优选地,所述第一热敏胶层和第二热敏胶层的材料各自独立地包括腈类酚醛基塑料、聚氨酯塑料或聚酰亚胺塑料中的任意一种或至少两种的组合,其中典型但非限制性的组合包括:腈类酚醛基塑料和聚氨酯塑料的组合,聚氨酯塑料和聚酰亚胺塑料的组合,腈类酚醛基塑料、聚氨酯塑料和聚酰亚胺塑料的组合等。
16.第二方面,本发明提供一种第一方面所述的皮革和硅胶复合物的制备方法,所述制备方法包括如下步骤:
17.(1)将硅胶层表面进行前处理,然后在处理后的硅胶层表面涂覆底涂剂,形成厚度大于1μm的预涂层;
18.(2)将第一热敏胶依次通过一次热压和一次冷压设置于所述预涂层上,形成第一热敏胶层;
19.(3)将第二热敏胶依次通过一次热压和一次冷压设置于所述第一热敏胶层上,形成第二热敏胶层;
20.(4)将皮革层依次通过一次热压和一次冷压设置于所述第二热敏胶层上,得到所述皮革和硅胶复合物。
21.本发明所述皮革和硅胶复合物在制备过程中,先将硅胶层表面进行前处理,以消除硅胶表面的氧化物,提升硅胶表面纳米级粗糙度从而提升硅胶表面能,利于产品粘接性的提升;硅胶表面设置预涂层后,通过一次热压和一次冷压实现硅胶层与第一热敏胶层的粘合,热压的作用是激活第一热敏胶层,冷压的作用是实现第一热敏胶层的塑形与固化;进一步地,通过一次热压和一次冷压实现第一热敏胶层与第二热敏胶层的粘合,此时,第二热敏胶层起粘合作用,之后在第二热敏胶层上设置皮革层,增加一层热敏胶层,在设置好预涂层后,保证热敏胶层能在前处理有效期内完成与硅胶层的贴合,此种方式制备的所述皮革和硅胶复合物,在设置皮革层前的半成品能保存较长时间,成品能在潮湿环境下保证良好的粘接强度,性能稳定。
22.优选地,步骤(1)中所述前处理包括等离子体处理或激光镭射处理。
23.优选地,步骤(1)中所述涂覆后还包括干燥的操作。
24.优选地,所述干燥的温度为60
‑
80℃,例如62℃、64℃、66℃、68℃、70℃、72℃、74℃、76℃、78℃等。
25.优选地,所述干燥的时间大于2min,例如3min、4min、5min、6min、7min、8min、9min
等。
26.优选地,步骤(2)和(4)中所述热压的温度各自独立地为110
‑
120℃,例如111℃、112℃、113℃、114℃、115℃、116℃、117℃、118℃、119℃等。
27.优选地,所述热压的时间各自独立地为0.5
‑
1.0min,例如0.6min、0.7min、0.8min、0.9min等。
28.优选地,步骤(2)和(4)中所述冷压的温度各自独立地为21
‑
29℃,例如22℃、23℃、24℃、25℃、26℃、27℃、28℃等。
29.优选地,所述冷压的时间各自独立地为3
‑
5min,例如3.2min、3.4min、3.6min、3.8min、4min、4.2min、4.4min、4.6min、4.8min等。
30.优选地,步骤(3)中所述热压的温度为45
‑
60℃,例如46℃、48℃、50℃、52℃、54℃、56℃、58℃等。
31.优选地,所述热压的时间为0.5
‑
1.0min,例如0.6min、0.7min、0.8min、0.9min等。
32.优选地,步骤(3)中所述冷压的温度为21
‑
29℃,例如22℃、23℃、24℃、25℃、26℃、27℃、28℃等。
33.优选地,所述冷压的时间为0.5
‑
1.0min,例如0.6min、0.7min、0.8min、0.9min等。
34.作为优选的技术方案,所述制备方法包括如下步骤:
35.(1)将硅胶层表面进行等离子体前处理,然后在处理后的硅胶层表面涂覆底涂剂,在60
‑
80℃下干燥2min以上,形成厚度大于1μm的预涂层;
36.(2)将第一热敏胶在110
‑
120℃下一次热压0.5
‑
1.0min,然后在21
‑
29℃一次冷压3
‑
5min设置于所述预涂层上,形成第一热敏胶层;
37.(3)将第二热敏胶在45
‑
60℃下一次热压0.5
‑
1.0min,然后在21
‑
29℃一次冷压3
‑
5min设置于所述第一热敏胶层上,形成第二热敏胶层;
38.(4)将皮革层在110
‑
120℃下一次热压0.5
‑
1.0min,然后在21
‑
29℃一次冷压3
‑
5min设置于所述第二热敏胶层上,得到所述皮革和硅胶复合物。
39.第三方面,本发明提供一种第一方面所述皮革和硅胶复合物在潮湿环境中的应用。
40.相对于现有技术,本发明具有以下有益效果:
41.本发明所述皮革和硅胶复合物的半成品可长时间保存,成品在潮湿环境下的稳定性优异。本发明所述皮革和硅胶复合物的半成品保存时间在8天以上,在干燥环境中的粘接强度在2.5kg以上,在潮湿环境中的粘接强度在2.0kg以上。
附图说明
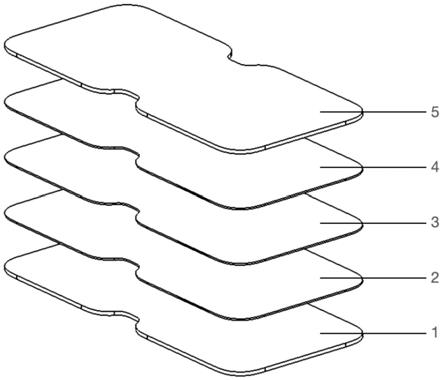
42.图1是实施例1所述皮革和硅胶复合物的结构示意图;
43.其中,1
‑
硅胶层;2
‑
预涂层;3
‑
第一热敏胶层;4
‑
第二热敏胶层;5
‑
皮革层。
具体实施方式
44.为便于理解本发明,本发明列举实施例如下。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
45.实施例1
46.本实施例提供一种皮革和硅胶复合物,如图1所示,所述皮革和硅胶复合物由下至上包括依次层叠设置的硅胶层1、预涂层2、第一热敏胶层3、第二热敏胶层4和皮革层5;
47.所述硅胶层的厚度为0.74mm,硅胶购于先锋材料科技公司,牌号为pmp
‑
p
‑
2300
‑
b;
48.所述预涂层的厚度为1.5μm,材质为丙烯酯树脂与醇醚混合物,购于洛德公司,牌号为lord imb 3050;
49.所述第一热敏胶层的厚度为0.05μm,材质为聚氨酯塑料,购于hb富乐公司,牌号为hb fuller em9002n;
50.所述第二热敏胶层的厚度为0.05μm,材质为聚氨酯塑料,购于hb富乐公司,牌号为hb fuller em9002n;
51.所述皮革层的厚度为0.20mm,购于安利复合材料有限公司。
52.上述皮革和硅胶复合物的制备方法包括如下步骤:
53.(1)将硅胶层表面进行等离子体前处理,然后在处理后的硅胶层表面涂覆底涂剂,在70℃下干燥3min,形成预涂层;
54.(2)将第一热敏胶依次通过一次热压(温度为110℃,时间为45s)和一次冷压(温度为26℃,时间为3min)设置于所述预涂层上,形成第一热敏胶层;
55.(3)将第二热敏胶依次通过一次热压(温度为55℃,时间为45s)和一次冷压(温度为26℃,时间为3min)设置于所述第一热敏胶层上,形成第二热敏胶层;
56.(4)将皮革层设依次通过一次热压(温度为110℃,时间为45s)和一次冷压(温度为26℃,时间为5min)置于所述热敏胶层上,得到所述皮革和硅胶复合物。
57.实施例2
58.本实施例提供一种皮革和硅胶复合物,所述皮革和硅胶复合物由下至上包括依次层叠设置的硅胶层、预涂层、第一热敏胶层、第二热敏胶层和皮革层;
59.所述硅胶层的厚度为0.5mm,硅胶购于先锋材料科技公司,牌号为pmp
‑
p
‑
2300
‑
b;
60.所述预涂层的厚度为1.8μm,材质为氨基甲酸酯树脂,购于hb富乐公司,牌号为hb fuller 3000f;
61.所述第一热敏胶层的厚度为0.15μm,材质为聚氨酯塑料,购于bemis公司,牌号为bemis 3415;
62.所述第二热敏胶层的厚度为0.05μm,材质为聚氨酯塑料,购于hb富乐公司,牌号为hb fuller em9002n;
63.所述皮革层的厚度为0.25mm,购于安利复合材料有限公司。
64.上述皮革和硅胶复合物的制备方法包括如下步骤:
65.(1)将硅胶层表面进行等离子体前处理,然后在处理后的硅胶层表面涂覆底涂剂,在60℃下干燥3.5min,形成预涂层;
66.(2)将第一热敏胶依次通过一次热压(温度为120℃,时间为0.5min)和一次冷压(温度为21℃,时间为4min)设置于所述预涂层上,形成第一热敏胶层;
67.(3)将第二热敏胶依次通过一次热压(温度为50℃,时间为1min)和一次冷压(温度为29℃,时间为4min)设置于所述第一热敏胶层上,形成第二热敏胶层;
68.(4)将皮革层设依次通过一次热压(温度为115℃,时间为0.5min)和一次冷压(温度为26℃,时间为5min)置于所述热敏胶层上,得到所述皮革和硅胶复合物。
69.实施例3
70.本实施例提供一种皮革和硅胶复合物,所述皮革和硅胶复合物由下至上包括依次层叠设置的硅胶层、预涂层、第一热敏胶层、第二热敏胶层和皮革层;
71.所述硅胶层的厚度为1mm,硅胶购于先锋材料科技公司,牌号为pmp
‑
p
‑
2300
‑
b;
72.所述预涂层的厚度为1.5μm,材质为聚酰胺,购于德莎公司,牌号为60151;
73.所述第一热敏胶层的厚度为0.08μm,材质为聚氨酯塑料,购于hb富乐公司,牌号为hb fuller em9002n;
74.所述第二热敏胶层的厚度为0.10μm,材质为聚酰亚胺塑料,购于tesa公司,牌号为tesa 8710;
75.所述皮革层的厚度为0.30mm,购于安利复合材料有限公司。
76.上述皮革和硅胶复合物的制备方法包括如下步骤:
77.(1)将硅胶层表面进行等离子体前处理,然后在处理后的硅胶层表面涂覆底涂剂,在80℃下干燥2.5min,形成预涂层;
78.(2)将第一热敏胶依次通过一次热压(温度为115℃,时间为0.8min)和一次冷压(温度为29℃,时间为5min)设置于所述预涂层上,形成第一热敏胶层;
79.(3)将第二热敏胶依次通过一次热压(温度为60℃,时间为0.5min)和一次冷压(温度为29℃,时间为3min)设置于所述第一热敏胶层上,形成第二热敏胶层;
80.(4)将皮革层设依次通过一次热压(温度为120℃,时间为0.7min)和一次冷压(温度为26℃,时间为5min)置于所述热敏胶层上,得到所述皮革和硅胶复合物。
81.实施例4
82.本实施例与实施例1的区别在于第一热敏胶层设置于预涂层之上的方式为一次热压,无冷压,其余均与实施例1相同。
83.对比例1
84.本对比例与实施例1的区别在于所述预涂层的厚度为0.5μm,其余均与实施例1相同。
85.对比例2
86.本对比例与实施例1的区别在于不包括第一热敏胶层,其余均与实施例1相同。
87.性能测试
88.将实施例1
‑
4和对比例1
‑
2进行如下测试:
89.(1)半成品的保存时间:将所述步骤(3)所得半成品的保存时间进行统计,以不能与皮革粘接为无法保存的时间节点;
90.(2)成品的性能稳定性:将所述皮革和硅胶复合物在干燥环境和潮湿环境(湿度为90%)放置3天按照保持力的标准(gb/t4851)进行粘合性测试。
91.测试结果汇总于表1中。
92.表1
[0093] 半成品保存时间粘接强度(干燥)粘接强度(潮湿)实施例112天4.0kg3.6kg实施例210天3.5kg3.0kg实施例310天3.3kg3.0kg
实施例48天2.5kg2.0kg对比例15天2.0kg1.0kg对比例24小时1.5kg0.8kg
[0094]
分析表1数据可知,本发明所述皮革和硅胶复合物的半成品保存时间在8天以上,在干燥环境中的粘接强度在2.5kg以上,在潮湿环境中的粘接强度在2.0kg以上,本发明所述皮革和硅胶复合物的半成品可长时间保存,成品在潮湿环境下的稳定性优异。
[0095]
分析对比例1与实施例1可知,对比例1性能不如实施例1,证明所述皮革和硅胶复合物中预涂层的厚度大于1μm性能更佳。
[0096]
分析对比例2与实施例1可知,对比例2性能不如实施例1,证明设置双层热敏胶层的皮革和硅胶复合物性能更佳。
[0097]
分析实施例4与实施例1可知,实施例4性能不如实施例1,证明制备过程中热敏胶层采用一次热压和一次冷压的方式所得皮革和硅胶复合物性能更佳。
[0098]
申请人声明,本发明通过上述实施例来说明本发明的详细方法,但本发明并不局限于上述详细方法,即不意味着本发明必须依赖上述详细方法才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对本发明产品各原料的等效替换及辅助成分的添加、具体方式的选择等,均落在本发明的保护范围和公开范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

