1.本发明属于蜂窝夹层板制造技术领域,具体涉及一种提高吸波蜂窝夹层板结构强度的制造工艺。
背景技术:
2.蜂窝夹层板作为一种轻质、高强的复合材料,已被广泛应用于航空航天、轨道交通、船舶、建筑等行业;此外,采用透波材料体系蒙皮的蜂窝夹层板还具有优良的介电性能,可以运用于吸波结构件的制造,实现结构——功能一体化。但是,设计时出于装配关系和电性能优化等方面的考虑,将蜂窝夹层板作开缝处理,缝间距仅10mm左右,缝隙到零件边缘的距离最小仅有12mm左右,大大降低了蜂窝夹层板的结构强度,使其极易折断。因此,蜂窝夹层板机加工出外形后的制造工序工艺难度大大提升,也提高了产品的报废率,增加制造成本。
3.现有制造工艺是利用金属框胶接后,来提供产品整体的结构强度;胶接金属框前的工序中,在蜂窝夹层板搬运、流转时,在其底部加支撑。现有制造工艺未从根本上解决蜂窝夹层板在机加后强度降低的问题,后续工艺操作难度仍然很大。
技术实现要素:
4.本发明的目的在于提供一种提高吸波蜂窝夹层板结构强度的制造工艺,以解决现有制造工艺未从根本上解决蜂窝夹层板在机加后强度降低的问题。
5.为实现本发明目的,采用的技术方案为:一种提高吸波蜂窝夹层板结构强度的制造工艺,包括以下步骤:s1.灌封:灌封工装具有与蜂窝夹层板成品外形相对应的灌封槽,灌封槽为环形,灌封工装置于蜂窝材料上,沿着灌封槽的内缘在蜂窝材料的蜂窝孔格中填充灌封胶,使蜂窝材料上与蜂窝夹层板成品边缘相对应处填充有灌封胶,然后将灌封胶固化,取下灌封工装;s2.蒙皮:灌封后的蜂窝材料与预浸料胶接制成蜂窝夹层板毛坯;s3.机加工:对蜂窝夹层板毛坯进行开缝处理,沿填充有灌封胶处机加工出外形,制得蜂窝夹层板成品。
6.作为进一步可选方案,所述步骤s3中,机加工时,利用灌封工装为机加工提供定位基准。
7.作为进一步可选方案,所述步骤s1中,在灌封前:裁切合适尺寸的蜂窝,经过强化、浸料、烘干工序制备成具有吸波功能的蜂窝材料。
8.作为进一步可选方案,所述步骤s2中,用胶膜将蜂窝材料的两个板面与预浸料胶接。
9.作为进一步可选方案,所述灌封工装为薄铝板,包括外板和内板,外板和内板之间形成环形的所述灌封槽,且外板与内板之间具有若干连接节点。
10.作为进一步可选方案,所述灌封工装的厚度为0.5mm
‑
1mm。
11.作为进一步可选方案,所述步骤s1中,取下灌封工装后,对连接节点处所对应的蜂窝材料处进行灌封。
12.本发明的有益效果是:1.提高了吸波蜂窝夹层板的结构强度,使其不易折断,有效解决了吸波蜂窝夹层板机加后强度降低的问题;2.有效解决了吸波蜂窝夹层板在后续工序中易折断的问题,降低了操作的工艺难度,同时降低了产品的报废率;3.在灌封的同时进行了封边,减少了后续的封边操作,优化了封边工艺,并提高了封边的表面质量;4.采用的灌封工装比封边工装结构形式简单,制造成本低,降低了产品的制造成本。
附图说明
13.为了更清楚地说明本发明的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,应当理解的是,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
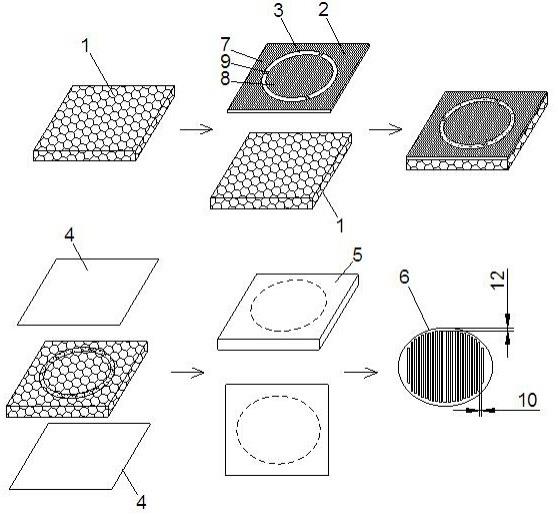
14.图1是本发明实施例提供的提高吸波蜂窝夹层板结构强度的制造工艺的流程示意图;附图标记:1
‑
蜂窝材料,2
‑
灌封工装,3
‑
灌封槽,4
‑
预浸料,5
‑
蜂窝夹层板毛坯,6
‑
蜂窝夹层板成品,7
‑
外板,8
‑
内板,9
‑
连接节点。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得所有其他实施例,都属于本发明的保护范围。可以理解的是,附图仅仅提供参考与说明用,并非用来对本发明加以限制。
16.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
17.下面结合附图及具体实施例对本发明作进一步阐述。
18.图1示出了本发明提供的提高吸波蜂窝夹层板结构强度的制造工艺,包括以下步骤:s1.灌封:灌封工装2具有与蜂窝夹层板成品6外形相对应的灌封槽3,灌封槽3为环形,灌封工装2置于蜂窝材料1上,沿着灌封槽3的内缘在蜂窝材料1的蜂窝孔格中填充灌封胶,使蜂窝材料1上与蜂窝夹层板成品6边缘相对应处填充有灌封胶,然后将灌封胶固化,取下灌封工装2;s2.蒙皮:灌封后的蜂窝材料1与预浸料4胶接制成蜂窝夹层板毛坯5;
s3.机加工:对蜂窝夹层板毛坯5进行开缝处理,沿填充有灌封胶处机加工出外形,制得蜂窝夹层板成品6。这样由于吸波蜂窝夹层板周边有灌封胶的填充加强,所以具有一定的结构强度,不易被折断。
19.步骤s3中,机加工时,利用灌封工装2为机加工提供定位基准。灌封工装2除了用于在产品边缘处填充灌封胶,还用于提供机加时的定位基准,加强机加工中的产品强度。
20.灌封工装2可为薄铝板,包括外板7和内板8,外板7和内板8之间形成环形的所述灌封槽3,且外板7与内板8之间具有若干连接节点9,这样在步骤s1中,因连接节点9处对蜂窝材料1有所遮挡,所以取下灌封工装2后,对连接节点9处所对应的蜂窝材料1处进行灌封。
21.定位基准可以是灌封工装2的边缘,也可以是灌封工装2上开设的基准孔等等。灌封槽3是在灌封工装2的中部开设的上下贯通的环形槽,与蜂窝夹层板成品6外形相对应一致。灌封槽的宽度可设置为10mm。
22.步骤s1中,在灌封前:裁切合适尺寸的蜂窝,经过强化、浸料、烘干工序制备成具有吸波功能的蜂窝材料1。
23.步骤s2中,用胶膜将蜂窝材料1的两个板面与预浸料4胶接。
24.本制造工艺是在蒙皮前,利用灌封工装2,在蜂窝材料1的待切割边缘处(即蜂窝夹层板成品6外形边缘)蜂窝孔格中填充灌封胶,见图中的环形区域即为对应成品外形边缘的待切割边缘,并利用灌封工装2提供机加工时的定位基准。灌封工装2可采用厚度0.5mm
‑
1mm的薄铝板,用线切割的方式加工出与产品外形一致的环形的灌封槽3,槽内留有若干连接节点9,保证灌封工装2的整体性,并加工有定位基准。灌封槽3用于往蜂窝材料1中填充灌封胶,定位基准可为基准孔等,用于在灌封时即在蜂窝材料1上标记出机加工时所需的基准。如此,便可以加强蜂窝夹层板机加后的强度,使其不易折断;同时,还将蜂窝夹层板进行了封边处理,避免了后续再用胶膜或预浸料4封边,并且,灌封胶经机械加工的表面质量比用铺叠胶膜或预浸料4的表面质量好,提高了产品的外观质量。
25.本发明不局限于上述可选实施方式,任何人在本发明的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是落入本发明权利要求界定范围内的技术方案,均落在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

