1.本发明涉及农用地膜技术领域,具体为一种带有标识的地膜及生产工艺。
背景技术:
2.由于地膜具有较强的阻隔性,能够保证水土水分不易散失,有利于植物生长,因此,市场上对于一些地膜及生产工艺的使用有了一定的要求;但是,现有的地膜大多为纯黑色结构,透明度差,升温较快,容易烫伤幼苗,现有的地膜大多没有设置种植标识,不方便使用,现有地膜的生产工艺较为复杂,不利于推广使用;因此,现阶段发明出一种带有标识的地膜及生产工艺是非常有必要的。
技术实现要素:
3.本发明的目的在于提供一种带有标识的地膜及生产工艺,以解决上述背景技术中提出透明度差、升温太快、没有设置种植标识以及工艺较为复杂的问题。
4.为实现上述目的,本发明提供如下技术方案:一种带有标识的地膜,包括涂料层、白膜、黑膜和透气孔,所述白膜的一侧设置有涂料层,白膜的另一侧设置有黑膜,白膜和黑膜上均开设有透气孔。
5.优选的,所述涂料层上印刷有种植距离标识、施肥位置标识和生产公司品牌、名称标识。
6.优选的,所述白膜为三层结构,黑膜为两层结构。
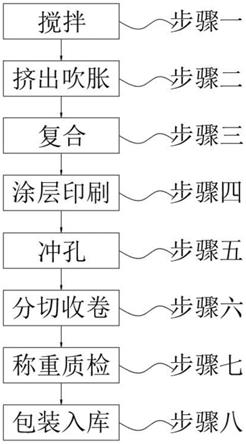
7.一种带有标识的地膜的生产工艺,包括步骤一,搅拌;步骤二,挤出吹胀;步骤三,复合;步骤四,涂层印刷;步骤五,冲孔;步骤六,分切收卷;步骤七,称重质检;步骤八,包装入库;
8.其中上述步骤一中,首先,将抗氧化剂、光稳定剂、交联剂、高密度聚乙烯、低密度聚乙烯分别与黑母粒和白母粒投入到搅拌机中混合搅拌,制成物料a和物料b,待用;
9.其中上述步骤二中,首先,将步骤一中制得的物料a和物料b分别投入到两台挤出机内,并加热塑化,当物料水分含量在0%~0.5%之间时,经过挤出机内螺杆的转动、搅拌和推动,使物料通过共挤机头挤入到吹塑机内,物料在吹塑机机头被加热至熔融状态,然后被挤出并经吹塑机风盘利用压缩空气吹胀成地膜圆筒,按照多层共挤、多层共吹的方式制备成三层白膜结构的地膜圆筒和两层黑膜结构的地膜圆筒,所得的膜圆筒分别经过牵引、压平后导入到复合机内;
10.其中上述步骤三中,启动复合机,通过涂布的方式上胶,通过压力控制辊和刮刀配合,调节复合机内的上胶量,将三层白色地膜和两层黑色地膜经过牵引在复合机内复合,复合后,将复合地膜牵引到带有风机的烘箱内,通过风机和烘箱烘干地膜,完成复合地膜的生产,然后,将生产出的复合地膜牵引到印刷区;
11.其中上述步骤四中,首先,通过涂布工艺对复合地膜白膜的一面涂覆涂料层,然后经烘箱烘干后,在涂料层上印刷种植距离标识、施肥位置标识和生产公司品牌、名称标识,
然后再次进行烘干;
12.其中上述步骤五中,将步骤四中生产出的复合地膜牵引到冲孔机中,通过冲孔机中的凸模和凹模对复合地膜进行冲孔加工,加工出具有均匀分布的透气圆孔的复合地膜;
13.其中上述步骤六中,将步骤五打孔后的复合地膜牵引到自动切割分卷机上,按照规定的尺寸通过切刀对复合地膜进行切割分卷;
14.其中上述步骤七中,对步骤六中切割分卷后的复合地膜进行称重和专检,保证切割分卷后的复合地膜均符合规定重量,且质量符合要求;
15.其中上述步骤八中,对步骤七中重量和质量均符合要求的地膜卷进行包装、喷码,然后入库储存。
16.优选的,所述步骤一中,搅拌机的搅拌温度为45℃~65℃,搅拌时间为7~10min。
17.优选的,所述步骤二中,塑化温度为120℃~160℃,吹塑机头挤出温度为150℃~180℃,压缩空气吹胀比为1.5:3。
18.优选的,所述步骤三中,复合机使用时的环境温度为21℃~25℃,环境湿度为60%~70%。
19.优选的,所述步骤四中,烘箱的烘烤温度为70℃~90℃。
20.与现有技术相比,本发明的有益效果是:该发明安全、可靠,通过该地膜中的三层白膜结构,使该地膜具有较好的降温和保温能力,通过该地膜中的两层黑膜结构,使该地膜在使用时,具有较好的除草效果,且便于防止杂草生长;通过印刷作物图片的种植标识,便于使用者根据标志均匀种植使用,便于合理安排种植距离,并通过印刷的施肥位置标识,便于合理安排施肥位置;通过冲孔工艺,在地膜上加工出均匀的透气孔,便于对水分快速吸收,并增强了该地膜的透气性,通过抗氧化剂、光稳定剂和交联剂的使用,提高了该地膜的强度和使用寿命,该地膜的生产工艺较为简单全面,便于推广使用。
附图说明
21.图1为本发明的部分立体结构示意图;
22.图2为本发明的工艺流程图;
23.图中:1、涂料层;2、白膜;3、黑膜;4、透气孔。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.请参阅图1,本发明提供的一种实施例:一种带有标识的地膜,包括涂料层1、白膜2、黑膜3和透气孔4,白膜2的一侧设置有涂料层1,白膜2的另一侧设置有黑膜3,白膜2和黑膜3上均开设有透气孔4;涂料层1上印刷有种植距离标识、施肥位置标识和生产公司品牌、名称标识;白膜2为三层结构,黑膜3为两层结构。
26.请参阅图2,本发明提供的一种实施例:一种带有标识的地膜的生产工艺,包括步骤一,搅拌;步骤二,挤出吹胀;步骤三,复合;步骤四,涂层印刷;步骤五,冲孔;步骤六,分切
收卷;步骤七,称重质检;步骤八,包装入库;
27.其中上述步骤一中,首先,将抗氧化剂、光稳定剂、交联剂、高密度聚乙烯、低密度聚乙烯分别与黑母粒和白母粒投入到搅拌机中混合搅拌,制成物料a和物料b,待用,搅拌机的搅拌温度为45℃~65℃,搅拌时间为7~10min;
28.其中上述步骤二中,首先,将步骤一中制得的物料a和物料b分别投入到两台挤出机内,并加热塑化,当物料水分含量在0%~0.5%之间时,经过挤出机内螺杆的转动、搅拌和推动,使物料通过共挤机头挤入到吹塑机内,物料在吹塑机机头被加热至熔融状态,然后被挤出并经吹塑机风盘利用压缩空气吹胀成地膜圆筒,按照多层共挤、多层共吹的方式制备成三层白膜2结构的地膜圆筒和两层黑膜3结构的地膜圆筒,所得的膜圆筒分别经过牵引、压平后导入到复合机内,塑化温度为120℃~160℃,吹塑机头挤出温度为150℃~180℃,压缩空气吹胀比为1.5:3;
29.其中上述步骤三中,启动复合机,通过涂布的方式上胶,通过压力控制辊和刮刀配合,调节复合机内的上胶量,将三层白色地膜和两层黑色地膜经过牵引在复合机内复合,复合后,将复合地膜牵引到带有风机的烘箱内,通过风机和烘箱烘干地膜,完成复合地膜的生产,复合机使用时的环境温度为21℃~25℃,环境湿度为60%~70%,然后,将生产出的复合地膜牵引到印刷区;
30.其中上述步骤四中,首先,通过涂布工艺对复合地膜白膜2的一面涂覆涂料层1,然后经烘箱烘干后,在涂料层1上印刷种植距离标识、施肥位置标识和生产公司品牌、名称标识,然后再次进行烘干,烘箱的烘烤温度为70℃~90℃;
31.其中上述步骤五中,将步骤四中生产出的复合地膜牵引到冲孔机中,通过冲孔机中的凸模和凹模对复合地膜进行冲孔加工,加工出具有均匀分布的透气圆孔的复合地膜;
32.其中上述步骤六中,将步骤五打孔后的复合地膜牵引到自动切割分卷机上,按照规定的尺寸通过切刀对复合地膜进行切割分卷;
33.其中上述步骤七中,对步骤六中切割分卷后的复合地膜进行称重和专检,保证切割分卷后的复合地膜均符合规定重量,且质量符合要求;
34.其中上述步骤八中,对步骤七中重量和质量均符合要求的地膜卷进行包装、喷码,然后入库储存。
35.基于上述,本发明的优点在于,相较于传统的地膜,该发明通过三层白膜2结构和两层黑膜3结构复合组成的地膜,使该地膜具有较好降温、保温能力、较好的除草效果和防止杂草生长的能力;通过印刷作物图片的种植标识,便于合理安排种植距离,并通过印刷的施肥位置标识,便于合理安排施肥位置;通过地膜上透气孔4的使用,便于快速吸收空气中的水分,同时增强了地膜的透气性,通过抗氧化剂、光稳定剂和交联剂的使用,使该地膜具有较好的强度和使用寿命,且该地膜的生产工艺较为简单全面,便于推广使用。
36.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

