1.本公开涉及设置在发热部件与散热部件之间的导热片以及使用了该导热片的电子设备。
背景技术:
2.近年来,随着电子设备的高性能化,在设备内部产生的热量变大,热对策变得重要。因此,例如进行如下操作,即,在发热部件与散热部件之间设置如硅酮润滑脂那样的热界面材料(以下记为tim)而使热迅速地传导。然而,在使用了硅酮润滑脂的情况下,若发热部件以及散热部件因热而反复膨胀收缩,则产生被称为所谓的泵出(pump out)的硅酮润滑脂逐渐向外部排出的现象,导热容易劣化。因此,存在使用如石墨片那样的导热片的情况。
3.另外,作为与该申请的发明相关的在先技术文献信息,例如已知有专利文献1。
4.在先技术文献
5.专利文献
6.专利文献1:日本特开2010
‑
10599号公报
技术实现要素:
7.但是,由于石墨片容易滑动,所以存在难以配置在正确的位置的问题。
8.本公开提供一种容易定位且能够吸收发热部件以及散热部件的凹凸而降低热阻的导热片以及使用了该导热片的电子设备。
9.为了解决上述问题,本公开涉及的发明(以下,称为本发明)具备以下的结构。即,本发明的导热片具备石墨片和安装片。石墨片具有矩形形状的主面。安装片设置在石墨片的主面上。此外,安装片以突出的方式覆盖石墨片的主面的至少对置的两个边。石墨片的主面具有被安装片覆盖的第1区域和未被安装片覆盖的第2区域。此外,在将石墨片的初始厚度设为t0,将施加了100kpa的压力时的厚度设为t1时,使安装片的厚度比(t0
‑
t1)薄。
10.此外,本发明的导热片具备石墨片、安装片、隔离件以及保护膜。石墨片具有矩形形状的主面和与主面对置的背面。安装片设置在石墨片的主面上。安装片以从石墨片的主面的至少对置的两个边突出的方式覆盖石墨片。隔离件设置在石墨片的背面。保护膜设置在石墨片的主面上且设置在安装片上。石墨片的主面具有被安装片覆盖的第1区域和未被安装片覆盖的第2区域安装片。此外,从石墨片突出的部分的安装片的端部与保护膜抵接。
11.根据本发明的导热片,能够用从石墨片突出的部分的安装片固定在散热构件或者发热部件。与此同时,在对导热片施加了压力的情况下,与安装片厚度相比,石墨片更容易被压缩。因此,能够使露出的部分的石墨片与散热构件以及发热部件密接,能够确保稳定的导热性。
附图说明
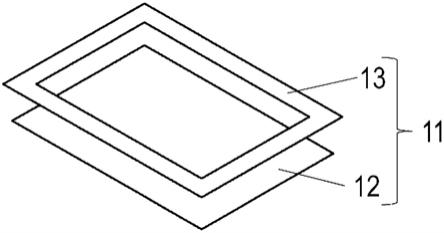
12.图1是本公开的第1实施方式中的导热片的分解立体图。
13.图2是第1实施方式中的导热片的俯视图。
14.图3是第1实施方式中的导热片的图2所示的iii
‑
iii线剖视图。
15.图4是第1实施方式的第1变形例涉及的导热片的俯视图。
16.图5是第1实施方式的第2变形例涉及的导热片的俯视图。
17.图6是使用了第1实施方式中的导热片的电子设备的剖视图。
18.图7a是示出将第1实施方式中的导热片安装在电子设备时的工序的剖视图。
19.图7b是示出将第1实施方式中的导热片安装在电子设备时的工序的剖视图。
20.图8是使用了第1实施方式中的导热片的电子设备的第1变形例涉及的剖视图。
21.图9是使用了第1实施方式中的导热片的电子设备的第1变形例涉及的俯视图。
22.图10是使用了第1实施方式中的导热片的电子设备的第2变形例涉及的剖视图。
23.图11是使用了第1实施方式中的导热片的电子设备的第2变形例涉及的俯视图。
24.图12是使用了第1实施方式中的导热片的电子设备的第3变形例涉及的剖视图。
25.图13是使用了第1实施方式中的导热片的电子设备的第3变形例涉及的俯视图。
26.图14是本公开的第2实施方式中的导热片的剖视图。
27.图15是第2实施方式中的导热片的图14所示的区域xv的放大剖视图。
28.图16是第2实施方式中的导热片的图14所示的区域xvi的放大剖视图。
29.图17是第2实施方式中的导热片的仰视图。
30.图18是第2实施方式中的第1变形例的导热片的俯视图。
31.图19是第2实施方式中的第1变形例的导热片的仰视图。
32.图20是第2实施方式中的第1变形例的导热片的图18所示的xx
‑
xx剖视图。
33.图21是第2实施方式中的第2变形例的导热片的俯视图。
34.图22是第2实施方式中的第3变形例的导热片的俯视图。
35.图23是第2实施方式中的第4变形例的导热片的剖视图。
36.图24是第2实施方式中的第5变形例的导热片的仰视图。
具体实施方式
37.本公开的第1方式涉及的导热片具备石墨片和安装片。石墨片具有矩形形状的主面。安装片设置在石墨片的主面上。此外,安装片以从石墨片的主面的至少对置的两个边突出的方式覆盖石墨片。石墨片的主面具有未被安装片覆盖的第1区域和被安装片覆盖的第2区域。此外,在将石墨片的初始厚度设为t0,将施加了100kpa的压力时的厚度设为t1时,使安装片的厚度比(t0
‑
t1)薄。
38.此外,本公开的第2方式涉及的导热片具备石墨片、安装片、隔离件以及保护膜。石墨片具有矩形形状的主面和与主面相反的一侧的背面。安装片设置在石墨片的主面上。安装片以突出的方式覆盖石墨片的主面的至少对置的两个边。隔离件设置在石墨片的背面。保护膜设置在石墨片的主面上且设置在安装片上。石墨片的主面具有未被安装片覆盖的第1区域和被安装片覆盖的第2区域。此外,从石墨片突出的部分的安装片的端部与保护膜抵接。
39.根据这些方式的导热片,能够通过从石墨片突出的部分的安装片固定在散热构件或者发热部件。与此同时,在对导热片施加了压力的情况下,与安装片的厚度相比,石墨片
更容易被压缩。因此,能够使露出的部分的石墨片与散热构件以及发热部件密接,能够确保稳定的导热性。
40.本公开的第3方式涉及的导热片在第2方式的基础上,在将石墨片的初始厚度设为t0,将施加了100kpa的压力时的石墨片的厚度设为t1时,使安装片的厚度比(t0
‑
t1)薄。
41.本公开的第4方式涉及的导热片在第2方式的基础上,在保护膜的与安装片对置的面没置有微粘合层。
42.本公开的第5方式涉及的导热片在第2方式的基础上,在隔离件设置有横穿与安装片的从石墨片突出的部分粘接的区域的狭缝。
43.本公开的第6方式涉及的导热片在第2方式的基础上,安装片与隔离件粘接且保护膜与安装片粘接,使安装片与隔离件之间的粘接力比保护膜与安装片之间的粘接力弱。
44.本公开的第7方式涉及的导热片在第2方式的基础上,在安装片与保护膜之间还具备间隔件。然后,从石墨片突出的部分的安装片的端部经由间隔件与保护膜抵接。
45.本公开的第8方式涉及的导热片在第1~第7任一个方式的基础上,安装片覆盖石墨片的所述主面的整个外周。
46.本公开的第9方式涉及的导热片在第1~第7任一个方式的基础上,石墨片是长方形形状。石墨片的长边侧两个边全部被安装片覆盖。而且,石墨片的短边具有未被安装片覆盖的第1部分和被安装片覆盖的第2部分。
47.本公开的第10方式涉及的电子设备具备散热构件、以及第1~第7任一个方式涉及的导热片。该电子设备在发热部件与散热构件之间设置有导热片。导热片在石墨片的外周部通过安装片粘贴在散热构件或发热部件。此外,在第1区域的石墨片被压缩的状态下,导热片与发热部件以及散热构件抵接。
48.本公开的第11方式涉及的电子设备相对于第10方式涉及的电子设备,发热部件的上表面与安装片抵接,从发热部件的侧面引出端子。而且,位于引出了端子的边的石墨片的边全部被安装片覆盖。
49.以下,参照附图对本公开的实施方式中的导热片进行说明。另外,以下所示的导热片以及电子设备均示出一个具体例。在以下的实施方式中示出的数值、形状、材料、构成要素、构成要素的配置位置以及连接方式等是一个例子,其主旨并不在于限定本发明。此外,关于以下的实施方式中的构成要素之中未记载于表示最上位概念的独立权利要求的构成要素,作为任意的构成要素而进行说明。
50.(第1实施方式)
51.(导热片)
52.图1是本公开的第1实施方式中的导热片11的分解立体图,图2是导热片11的俯视图,图3是导热片11的iii
‑
iii线剖视图。石墨片12使用具有纵约60mm、横约90mm(大约60mm
×
90mm)的长方形形状的大小,并且厚度为大约100μm的热分解石墨片。该石墨片12期望使用具有高的压缩性的石墨片,施加了100kpa的压力的情况下的压缩率为大约35%。在此,所谓压缩率,是将初始厚度设为t0,将施加了100kpa的压力的状态下的厚度设为t1,并以百分比显示(t0
‑
t1)/t0的值。在本实施方式中,关于石墨片12的厚度,施加100kpa的压力前为大约100μm,施加了100kpa的压力的状态下的厚度为大约65μm。
53.如图3所示,在石墨片12的一个面(主面)设置有安装片13。该安装片13被设置为沿
着石墨片12的外周宽度为大约10mm,并且从石墨片12的外周部突出大约5mm。另外,安装片13是用于将石墨片12安装在电子部件等的片材。安装片13包含基材13b和粘合层13a,在基材13b的与石墨片12对置的面设置有粘合层13a。包含粘合层13a的安装片13的厚度为大约10μm。因此,安装片13的厚度变得比(t0
‑
t1)薄。此外,被安装片13彼此夹着的石墨片12的中央部成为石墨片12露出的状态。将该石墨片12的主面的未设置安装片13的区域称为第1区域12a。此外,将石墨片12的主面的设置有安装片13的区域称为第2区域12b。
54.(第1变形例)
55.将第1实施方式的第1变形例涉及的导热片11的俯视图示于图4。如图4所示,也可以使得用安装片13仅覆盖石墨片12的长边侧两个边的全部。
56.(第2变形例)
57.将第1实施方式的第2变形例涉及的导热片11的俯视图示于图5。如图5所示,也可以使得用安装片13覆盖石墨片12的几乎全部外周,并在短边侧具有缺口部16。即,石墨片12的短边也可以具有未被安装片13覆盖的第1部分和被安装片13覆盖的第2部分。通过这样,能够防止在发热部件14与导热片11之间或者散热构件15与导热片11之间积存空气而热阻上升。
58.(电子设备)
59.图6是使用了第1实施方式涉及的导热片11的电子设备的剖视图。作为电子设备,例如有igbt等功率晶体管。这些电子设备被用作基站、马达驱动用、车载用途的部件。导热片11通过从石墨片12的外周部突出的安装片13贴合在散热构件15,发热部件14以大约200kpa的压力被按压固定在导热片11。通过该大约200kpa的压力,石墨片12被压缩并与发热部件14以及散热构件15的凹凸一起变形而密接。因此,发热部件14与散热构件15之间的热阻变小,提高电子设备的散热效率。
60.(使用了导热片11的电子设备的制造方法)
61.接着,使用图7a、图7b对使用了导热片11的电子设备的制造方法进行说明。具体地,图7a、图7b是示出将导热片11安装在电子设备时的工序的剖视图。
62.首先,如图7a所示,将导热片11贴合在例如如散热器那样的散热构件15。在此,安装片13从石墨片12的周围突出。因此,能够通过该安装片13将导热片11容易地配置在正确的位置。接着,如图7b所示,在该露出的石墨片12的面上安装发热部件14。然后,通过发热部件14施加给定的压力f,对石墨片12进行压缩。此时的压力f期望为100~300kpa左右。即使对包含安装片13的区域同时进行压缩,也通过使安装片13的厚度足够薄,对露出的石墨片12也会充分施加压力而被压缩。因此,即使散热构件15以及发热部件14存在凹凸,也能够使露出的部分的石墨片12与散热构件15以及发热部件14密接,能够减小热阻。
63.特别是使安装片13的厚度比(t0
‑
t1)薄是较好的。这是因为,在对石墨片12施加压力时,第1区域12a成为与安装片13的表面几乎相同的高度。因此,能够使露出的部分的石墨片12与散热构件15以及发热部件14密接。
64.进而,通过使得安装片13覆盖石墨片12的整个外周,能够防止石墨粉从石墨片12的端部的掉落、飞散,能够使电子设备的可靠性提高。
65.(电子设备的第1变形例)
66.将使用了第1实施方式中的导热片的电子设备的第1变形例涉及的剖视图示于图
8。此外,将该电子设备的变形例涉及的俯视图示于图9。另外,在图9中为了便于说明,省略散热构件15。如图8所示,在使用发热部件14的端子17从侧面引出的部件的情况下,期望处于端子17被引出的边的位置的石墨片12的边如在图9中示出的那样全部被安装片13覆盖。通过这样,能够防止由石墨粉从石墨片12的端部向端子17的掉落、飞散引起的不良影响。
67.(电子设备的第2变形例)
68.将使用了第1实施方式中的导热片的电子设备的第2变形例涉及的剖视图示于图10。此外,将该电子设备的变形例涉及的俯视图示于图11。另外,在图11中为了便于说明,省略散热构件15。
69.该第2变形例的电子设备是石墨片12的上表面的面积比发热部件14的上表面的面积大的情况。关于其他结构,与上述电子设备的第1变形例的情况相同。即使在这样的结构中,也能够防止由石墨粉从石墨片12的端部向端子17的掉落、飞散引起的不良影响。
70.(电子设备的第3变形例)
71.将使用了第1实施方式中的导热片的电子设备的第3变形例涉及的剖视图示于图12。此外,将该电子设备的变形例涉及的俯视图示于图13。另外,在图13中为了便于说明,省略散热构件15。
72.该第3变形例涉及的电子设备是石墨片12的上表面的面积比发热部件14的上表面的面积小的情况。关于其他结构,与上述电子设备的第1变形例的情况相同。即使在这样的结构中,也能够防止由石墨粉从石墨片12的端部向端子17的掉落、飞散引起的不良影响。
73.(第2实施方式)
74.(导热片)
75.图14是本公开的第2实施方式中的导热片21的剖视图,图15是图10中的导热片21的区域xv的放大剖视图,图16是图14中的导热片21的区域xvi的放大剖视图,图17是导热片21的仰视图。另外,图17是从导热片21拆下了隔离件24的状态下的仰视图。
76.石墨片22使用具有大约60mm
×
90mm的长方形形状的大小,并且厚度为大约100μm的热分解石墨片。该石墨片22期望使用具有高的压缩性的石墨片,施加了100kpa的压力的情况下的压缩率为大约35%。在此,所谓压缩率,是将初始厚度设为t0,将施加了100kpa的压力的状态下的厚度设为t1,并以百分比显示(t0
‑
t1)/t0的值。
77.图15是图14中的石墨片22的端部附近的区域xv的放大剖视图。此外,图16是图14中的安装片23的端部附近的区域xvi的放大剖视图。
78.在石墨片22的一个面(主面)设置有安装片23。该安装片23被设置为沿着石墨片22的外周宽度为大约10mm,并且从石墨片22的外周部突出大约5mm。安装片23将聚对苯二甲酸乙二醇酯(以下记为pet)作为基材23b,在基材23b的与石墨片22对置的面设置有包含丙烯酸的粘合层23a。包含粘合层23a的安装片23的厚度为大约10μm。因此,安装片23的厚度变得比(t0
‑
t1)薄。此外,被安装片23彼此夹着的石墨片22的中央部成为石墨片22露出的状态。将该石墨片22的主面的未设置安装片23的区域称为第1区域22a。此外,将石墨片22的主面的设置有安装片23的区域称为第2区域22b。
79.在石墨片22露出整个面的面(背面)侧(图14、图15中的石墨片22的下侧的面)设置有厚度大约75μm的隔离件24。在该隔离件24的与石墨片22对置的面设置有包含硅酮树脂的脱模材料(離型材)24a。因此,从石墨片22突出的部分的安装片23通过脱模材料24a以较弱
的力与隔离件24粘接。
80.此外,在设置有安装片23的面(主面)侧(图14、图15中的石墨片22的上侧的面)设置有厚度大约50μm的保护膜25。在该保护膜25的与安装片23对置的面设置有包含硅酮的微粘合层25a。此外,从石墨片22突出的部分的安装片23的端部通过微粘合层25a与保护膜25粘接。在此,所谓微粘合层25a意味着对对象材料具有适度的粘合性,在进行了剥离时在对象材料上不残留粘合物的粘合层。
81.通过如以上那样构成,由于粘合层23a包含丙烯酸并且与包含硅酮树脂的脱模材料24a几乎不粘接,所以安装片23与隔离件24之间的粘接力比保护膜25与安装片23之间的粘接力弱。
82.使该导热片21贴合在例如如散热器那样的散热构件。首先,从导热片21剥离隔离件24。由于安装片23与隔离件24之间的粘接力比保护膜25与安装片23之间的粘接力弱,所以能够仅剥离隔离件24。
83.从石墨片22突出的部分的安装片23由于厚度薄,所以难以保持形状。在本实施方式中,从石墨片22突出的部分的安装片23的端部由于与保护膜25粘接,所以能够保持形状。由于能够在固定于该保护膜25的状态下贴合在散热构件,所以能够容易地配置在正确的位置。然后,剥离保护膜25。通过预先使保护膜25与安装片23的粘接力比安装片23与散热构件的粘接力弱,能够容易地剥离保护膜25。
84.接着,在该露出的石墨片22的面对发热部件施加给定的压力,对石墨片进行压缩。此时的压力期望为100~300kpa左右。即使对包含安装片23的区域同时进行压缩,也通过使安装片23的厚度足够薄,对露出的石墨片22也会充分施加压力而被压缩。因此,即使散热构件以及发热部件存在凹凸,也能够使露出的部分的石墨片22与散热构件以及发热部件密接,能够减小热阻。
85.进而,通过使得安装片23覆盖石墨片的整个外周,能够防止石墨粉从石墨片22的端部的掉落、飞散,能够使电子设备的可靠性提高。
86.(第1变形例)
87.使用图18~图20对本公开的第2实施方式中的第1变形例的导热片21进行说明。该导热片21在隔离件24设置了狭缝线(
スリツトライン
,slit line)24b。图18是从保护膜25的上方观察导热片21的图即俯视图。图19是从隔离件24的下方观察导热片21的图即仰视图。图20是用图18中的线段xx
‑
xx进行了切割时的导热片21的剖视图。
88.在隔离件24设置有横穿与从石墨片22突出的安装片23粘接的区域并从隔离件24的一边连接到另一边的狭缝线24b。狭缝线24b通过在隔离件24加入切口来设置。即,狭缝线24b是与隔离件24的厚度相比宽度非常窄的槽(狭缝)或从隔离件24的表面到达背面的切口。通过在隔离件24加入狭缝线24b,能够使隔离件24更容易地从导热片21剥离。
89.(第2变形例)
90.将本公开的第2实施方式中的第2变形例的导热片21的俯视图示于图21。另外,图21是从导热片21拆下了隔离件24以及保护膜25的状态下的俯视图。如图21那样,也可以使得用安装片23仅覆盖石墨片22的长边侧两个边的全部。
91.(第3变形例)
92.将本公开的第2实施方式中的第3变形例的导热片21的俯视图示于图22。另外,图
22是从导热片21拆下了隔离件24以及保护膜25的状态下的俯视图。如图22那样,也可以使得覆盖石墨片22的几乎全部外周,并在短边侧具有缺口部26。即,石墨片22的短边也可以具有未被安装片23覆盖的第1部分和被安装片23覆盖的第2部分。通过这样,能够防止在发热部件与导热片之间或者散热构件与导热片之间积存空气而热阻上升。
93.另外,在以上的实施方式中,未在安装片23的保护膜25侧设置粘合层23a,而在保护膜25的安装片23侧设置了微粘合层25a,但是也可以不在保护膜25侧设置微粘合层25a,而在安装片23的两面设置粘合层23a。即使在该情况下,通过预先使安装片23与隔离件24之间的粘接力比保护膜25与安装片23之间的粘接力弱,并使保护膜25与安装片23的粘接力比安装片23与散热构件的粘接力弱,从而也能够得到同样的效果。
94.(第4变形例)
95.将本公开的第2实施方式中的第4变形例的导热片21的剖视图示于图23。在将石墨片22安装在电子器件等之前,期望预先在石墨片22与保护膜25之间确保空间,以使得保护膜25尽可能不接触石墨片22的表面。因此,如图23那样,也可以在安装片23与保护膜25之间设置厚度大约60μm的包含pet的间隔件27。在该情况下,从石墨片22突出的部分的安装片23的端部构成为,经由间隔件27与保护膜25粘接。进而,通过使间隔件27与保护膜25的粘接力比间隔件27与安装片23的粘接力强,从而在与散热构件贴合后,能够同时剥离间隔件27和保护膜25。
96.(第5变形例)
97.将本公开的第2实施方式中的第5变形例的导热片21的仰视图示于图24。另外,图24是从导热片21拆下了隔离件24的状态下的仰视图。如图24那样,也可以使保护膜25以及隔离件24的大小比设置有安装片23的区域大,并在设置有安装片23的区域的外侧的保护膜25设置多个贯通孔28。通过在保护膜25设置贯通孔28,能够使用于在与散热构件或发热部件贴合时的对位。
98.产业上的可利用性
99.本公开涉及的导热片能够进行高精度的定位,能够得到热阻小的导热片,在产业上是有用的。
100.附图标记说明
101.11、21:导热片;
102.12、22:石墨片;
103.12a、22a:第1区域;
104.12b、22b:第2区域;
105.13、23:安装片;
106.13a、23a:粘合层;
107.13b、23b:基材;
108.14:发热部件;
109.15:散热构件;
110.16、26:缺口部;
111.17:端子;
112.24:隔离件;
113.24a:脱模材料;
114.24b:狭缝线;
115.25:保护膜;
116.25a:微粘合层;
117.27:间隔件;
118.28:贯通孔。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

