1.本发明涉及卷烟技术领域,具体为一种加热不燃烧卷烟外壳的材料及卷烟外壳的制备方法。
背景技术:
2.卷烟是目前最常见的烟草消费品,卷烟点燃烟丝时,产生带有尼古丁、烟草裂解物质、外加香料等的气溶胶,其中尼古丁是主要给吸食者带来愉悦感和成瘾性的成分。普通卷烟在释放尼古丁的同时,其气溶胶含有多种燃烧和裂解时产生的有害物质,包括一氧化碳、巴豆醛、烟草特有亚硝胺(tsnas)和苯并芘等,对人体有一定的健康危害。
3.电子香烟近年来发展迅速,但电子香烟是采用加热丝对液体烟油或半固体烟膏进行加热雾化,是一种模仿卷烟的电子产品,有着与卷烟一样的外观、烟雾、味道和感觉。它是一种以可充电锂聚合物电池供电驱动雾化器,透过加热油舱中的烟油,将尼古丁等变成蒸汽后,让用户吸食的一种产品,但研究表面,电子烟除了含有传统烟草的有害物质尼古丁,还会产生其他多种有害物质。
4.有研究表明,烟草经加热非燃烧的方式所产生烟气中的有害物质含量比传统香烟低80%,因为烟草加热温度远低于烟草燃烧时的温度,有害物质的释放受到很大程度的限制,因此对烟草制品进行加热而不燃烧的处理方式,使得吸烟者因吸烟受到的危害降低,引起了各方重视。
技术实现要素:
5.本发明的目的在于提供一种不燃烧的,可加热使用的新式加热不燃烧卷烟外壳的材料及卷烟外壳的制备方法,外壳内装入烟丝后,可作为香烟替代品,使用时配合加热器,对烟草进行加热,加热后产生的烟气供使用者吸食,烟气中所含有害物质远低于传统烟草燃烧所产生的有害物质,在保证使用者体验感的同时降低烟草对使用者和周边环境的危害程度。
6.为实现上述目的,本发明提供如下技术方案:
7.一种加热不燃烧卷烟外壳的材料,包括如下材料组分,植物纤维素、微晶纤维素,植物纤维素与微晶纤维素的使用重量份比例为10:1
‑
80:1;所述的植物纤维素与微晶纤维素按比例混合后形成混合物,取所述的混合物10重量份,并置入加热到90摄氏度的50重量份的纯净水中,用均质机一边搅拌一边保温1小时,完成后在30
‑
60摄氏度温度内静置2小时,然后加入50重量份的99%酒精,再次均质溶解后形成液态外壳材料。
8.本方案采用植物纤维素(hpmc)与微晶纤维素的混合物作为加热不燃烧卷烟外壳的制作材料,该材料制作的加热不燃烧卷烟外壳可以承受350摄氏度高温而不会出现碳化、漏气等缺陷,如果只采用植物纤维素制作而成的外壳,其只能在不超过200摄氏度的条件下保证不会出现碳化、漏气等缺陷,而在200摄氏度以下对烟草进行加热,所产生的烟气量过少,给使用者的体验感较差,完全不能替代传统香烟,用300摄氏度左右的加热温度加热烟
草,才能使得烟草产生接近与燃烧产生的烟气,给使用者较强体验感。
9.一种加热不燃烧卷烟外壳的制备方法,所述的外壳呈管状,所述的外壳头端封闭、尾端通透,所述的外壳采用蘸胶模具多次蘸胶法制作后再进行加工,包括如下步骤,
10.准备好蘸胶模具,所述的蘸胶模具采用硅胶制作,所述的蘸胶模具外表面与外壳内壁对应设置,所述的蘸胶模具尾部设有固定端、盲孔,所述的盲孔穿过固定端伸入蘸胶模具内,所述的盲孔内设有可插拔的硬质芯杆,所述的硬质芯杆尾端位于蘸胶模具外;
11.准备好液态外壳材料;
12.浸胶,将蘸胶模具浸入液态外壳材料中,再将蘸胶模具取出并利用除湿机干燥凝固形成外壳;
13.重复浸胶,待蘸胶模具外侧的外壳材料凝固后,再次将蘸胶模具浸入液态外壳材料中,然后将蘸胶模具取出并利用除湿机干燥凝固对外壳增厚;
14.至少将重复浸胶再进行一次;
15.脱模,将蘸胶模具固定端固定不动,推动硬质芯杆向盲孔内移动,蘸胶模具受硬质芯杆压力产生变形伸长的同时外径缩小,蘸胶模具外侧形成的外壳不随蘸胶模具变形从而与蘸胶模具实现脱模;
16.对外壳进行激光切割,切去外壳多余长度并在外壳指定位置上打孔。
17.本方案的外壳采用模具多次蘸胶法制作后再进行加工成型,外壳尺寸与普通香烟尺寸相似,且外壳厚度在0.1毫米左右,本方案采用可伸长变形的弹性材料硅胶制作蘸胶模具,蘸胶模具内设置盲孔和硬质芯杆,每次蘸胶后均进行干燥凝固形成外壳,脱模时,蘸胶模具固定端(如凸台)被固定不动,例如将蘸胶模具穿过固定板而固定端不能穿过固定板,再用带孔压板压住蘸胶模具固定端即可,然后向盲孔内推动硬质芯杆给蘸胶模具施加压力,使得蘸胶模具在压力作用下被拉伸、变细,而外壳材料弹性差,不会随蘸胶模具被拉伸变细,从而可从蘸胶模具上脱落实现脱模;本方案的外壳轻、薄,适合用激光进行无压力加工。
18.优选的,所述的外壳包括外套、内芯,所述的外套呈管状,所述的外套头端封闭、尾端可容内芯插入,所述的内芯呈管状,所述的内芯包括端部封闭的插入前段、端部敞开的插入后段,所述的插入前段端部与外套头端之间设有烟草容纳空间,所述的插入前段外侧壁与外套内侧壁之间设有通气间隙,所述的插入后段外侧面与外套内侧壁紧密配合固定,所述的外套侧壁上设有与通气间隙连通的多个进气孔,所述的内芯插入前段端部设有若干通气孔,所述的进气孔、通气间隙、通气孔、内芯管道、内芯插入后段端部形成烟气通道。
19.本方案采用薄管状的外套、内芯组合成新式香烟,外套、内芯分别用蘸胶模具多次蘸胶生成后加工成型;内芯插入并固定在外套内,烟草置于烟草容纳空间中,内芯和外套后端作为使用者吸食口,外套进气孔不直接与吸食口连通(内芯插入后段外侧面与外套内侧壁紧密配合固定,起到密封作用),需要经过烟气通道连通;使用本方案产品时,和加热器一起使用,将外套、内芯组合成的香烟头端插入加热器的管状加热腔中,烟草容纳空间完全插入加热器内,打开加热器开关进行加热,加热温度为230
‑
350摄氏度,使用者吸食时,空气从进气孔、通气间隙进入烟草容纳空间,携带烟草被加热后产生的烟气经过通气孔、内芯管道、内芯插入后段端部被吸食,此时烟气温度在人体正常体温以下,因为补充进入的冷空气可降低头端和烟气通道内的温度。
20.优选的,所述的内芯插入后段外侧面与外套内侧壁通过锁纹紧密配合固定,所述的锁纹包括分别设于内芯和外套上的第一凹槽、第二凹槽,所述的第一凹槽内侧面与第二凹槽外侧面形状贴合。本方案内芯与外套的密封固定通过锁纹实现,第一凹槽、第二凹槽向相同方向凹陷,内芯插入外套时,两个凹槽凹陷处紧密重合,使得内芯与外套定位固定,并且对通气间隙有密封作用;第一凹槽、第二凹槽不限于一道,也可以是两道或三道。
21.优选的,所述的液态外壳材料中,植物纤维素与微晶纤维素的使用重量份比例为50:1,取植物纤维素与微晶纤维素的混合物1千克加入5千克90摄氏度的纯净水中,并置于均质机中保温搅拌1小时,完成后保温45摄氏度静置2小时,然后加入5千克的99%酒精,再次均质溶解后形成液态外壳材料。
22.优选的,所述的重复浸胶步骤,共进行5次,每次外壳增厚0.02毫米。
23.优选的,所述的蘸胶模具多个一起固定在模具固定板上,所述的硬质芯杆尾端位于模具固定板外。
24.优选的,所述的外套、内芯为透明管。
25.与现有技术相比,本发明的有益效果是:可加热使用的新式加热不燃烧卷烟,作为香烟替代品,对烟草进行加热而不燃烧,加热后产生的烟气供使用者吸食,加热产生的烟气中所含有害物质远低于烟草燃烧所产生的烟气中的有害物质,在保证使用者体验感的同时降低烟草对使用者和周边环境的危害程度。
附图说明
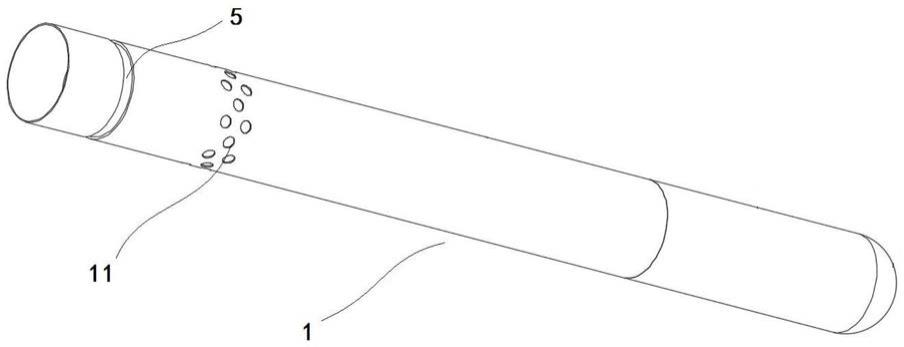
26.图1为本发明外套的一种结构示意图。
27.图2为本发明内芯的一种结构示意图。
28.图3为本发明的一种剖视结构示意图。
29.图4为本发明外套模具的一种结构示意图。
30.图5为本发明内芯模具的一种结构示意图。
31.图中:1
‑
外壳2
‑
内芯3
‑
烟草容纳空间4
‑
通气间隙
[0032]5‑
第一凹槽6
‑
第二凹槽7
‑
外套模具8
‑
内芯模具
[0033]9‑
固定端10
‑
硬质芯杆11
‑
进气孔
[0034]
21
‑
插入前段22
‑
插入后段23
‑
通气孔。
具体实施方式
[0035]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0036]
本发明提供一种技术方案:
[0037]
一种加热不燃烧卷烟外壳的材料,包括如下材料组分,植物纤维素、微晶纤维素,植物纤维素与微晶纤维素的使用重量份比例为10:1
‑
80:1;植物纤维素与微晶纤维素按比例混合后形成混合物,取混合物10重量份,并置入加热到90摄氏度的50重量份的纯净水中,用均质机一边搅拌一边保温1小时,完成后在30
‑
60摄氏度温度内静置2小时,然后加入50重
量份的99%酒精,再次均质溶解后形成液态外壳材料。
[0038]
一种加热不燃烧卷烟外壳的制备方法,外壳呈管状,外壳头端封闭、尾端通透,外壳采用蘸胶模具多次蘸胶法(即蘸取液态外壳材料)制作后再进行加工获得外壳成品;
[0039]
液态外壳材料中,植物纤维素与微晶纤维素的使用重量份比例为50:1,取植物纤维素与微晶纤维素的混合物1千克加入5千克90摄氏度的纯净水中,并置于均质机中保温搅拌1小时,完成后保温45摄氏度静置2小时,然后加入5千克的99%酒精,再次均质溶解后形成液态外壳材料;
[0040]
请参阅附图1
‑
3,外壳包括外套1、内芯2,外套1呈管状,外套1头端封闭、尾端可容内芯2插入,内芯2呈管状,内芯2包括端部封闭的插入前段21、端部敞开的插入后段22,插入前段21端部与外套1头端之间设有烟草容纳空间3,插入前段21外侧壁与外套1内侧壁之间设有通气间隙4,插入后段22外侧面与外套1内侧壁紧密配合固定,外套1侧壁上设有与通气间隙4连通的多个进气孔11,内芯2插入前段21端部设有若干通气孔23,进气孔11、通气间隙4、通气孔23、内芯2管道、内芯2插入后段22端部形成烟气通道;
[0041]
内芯2插入后段22外侧面与外套1内侧壁通过锁纹紧密配合固定,锁纹包括分别设于内芯2和外套1上的第一凹槽5、第二凹槽6,第一凹槽5内侧面与第二凹槽6外侧面形状贴合;
[0042]
请参阅附图4
‑
5,蘸胶模具采用硅胶制作,包括外套模具7、内芯模具8,蘸胶模具外表面与外壳内壁对应设置,蘸胶模具尾部设有固定端9、盲孔,盲孔穿过固定端9伸入蘸胶模具内,盲孔内设有可插拔的硬质芯杆10,硬质芯杆10尾端位于蘸胶模具外;
[0043]
外壳1、内芯2为透明管。
[0044]
具体使用过程是:外壳制作包括外套1、内芯2的分别制作加工,有如下步骤,
[0045]
准备好适用于外套1或内芯2的蘸胶模具外套模具7、内芯模具8;
[0046]
准备好液态外壳材料;
[0047]
浸胶,将蘸胶模具浸入液态外壳材料中,再将蘸胶模具取出并利用除湿机干燥凝固形成外壳;
[0048]
重复浸胶,待蘸胶模具外侧的外壳材料凝固后,再次将蘸胶模具浸入液态外壳材料中,然后将蘸胶模具取出并利用除湿机干燥凝固对外壳增厚;
[0049]
将重复浸胶再进行三次,生成的外壳为外套或内芯,外壳厚度约为1毫米,同时在外套或内芯上形成第一凹槽或第二凹槽;
[0050]
脱模,将蘸胶模具固定端9固定不动,推动硬质芯杆10向盲孔内移动,蘸胶模具受硬质芯杆10压力产生变形伸长的同时外径缩小,蘸胶模具外侧形成的外壳不随蘸胶模具变形从而与蘸胶模具实现脱模;
[0051]
对外壳进行激光切割,切去外壳多余长度并在外壳指定位置上打孔,形成外套1上的进气孔11或内芯2上的通气孔23;
[0052]
经过测试,外壳产品可以承受350摄氏度高温而不会出现碳化、漏气等缺陷。
[0053]
由外套1、内芯2组合成的新式加热不燃烧卷烟中,烟草置于烟草容纳空间3,位于外套1头端,使用本方案产品时,将外套1头端插入加热器的管状加热腔中,烟草容纳空间3完全插入加热器内,打开加热器开关进行加热,使用者吸食时,空气从进气孔11、通气间隙4进入烟草容纳空间3,携带烟草被加热后产生的烟气经过通气孔23、内芯2管道、内芯2插入
后段22端部被吸食。
[0054]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

