1.本实用新型涉及一种铜质器件技术领域,尤其涉及一种钢包铜结构即钢包铜器件。
背景技术:
2.全铜材质过滤器、电子膨胀阀、单向阀等已成为中央空调领域常用器件,随着国际铜价上涨,此类结构的成本越来越高,导致整机产品竞争空间被压缩,试验证明钢的强度性能明显优于铜,但是钢与铜焊接难度高,钢与铜焊接效果明显低于铜与铜的焊接效果。
技术实现要素:
3.针对上述现有技术的不足,本实用新型的目的在于提供一种钢包铜结构,其采用钢质壳体和铜质套筒过盈配合方案,在有效降低器件的生产成本的同时保证器件与铜质部件的焊接效果。
4.本实用新型提供的一种钢包铜结构包括钢质壳体和铜质内管;所述铜质内管嵌套在所述钢质壳体内,所述铜质内管的外壁与所述钢质壳体的内壁形成过盈配合;所述钢质壳体的内壁上开设有若干个环状槽,所述铜质内管的外壁上与所述环状槽对应的位置形成有环状凸筋,所述环状凸筋延伸至所述环状槽内。
5.铜质内管可以是通常为圆管,但并限于圆管,根据生产要求,也可以是方管或其他形状;而钢制壳体的内壁、环状槽的整体形状则与铜质内管的形状相适配。
6.本实用新型提供的钢包铜结构通过铜质内管的外壁与所述钢质壳体的内壁形成过盈配合,以及环状槽与环状凸筋的交错咬合,进一步保证两者之间的密封性和轴向的紧固力,提高抗拉强度,防止后期焊接过程钢质壳体受热膨胀,内部的铜质内管松动脱落情况出现。
7.本实用新型提供的钢包铜结构在与铜管进行焊接时,在钢质壳体与铜质内管的接头处使用钎焊与铜管进行配焊,由于焊接时焊接母材都是铜管,焊接效果将会得到大幅度提升,避免了钢铜直接焊接导致的焊料流动差,焊接易出现泄漏问题;同时使用钢制壳体,提高了器件强度的同时,降低了焊料成本。
8.环状槽沿钢质壳体内壁的环向开设,环状槽槽口的截面形状可以是矩形、u型或v形等。在一个优选方案中,优选槽口形状为v型,所述环状槽为环状v型槽。与其他形状的环形槽相比,环状v型槽对铜质套筒内壁壁厚影响较小,在有效胀接区域内可开设了更多的环状v型槽,大大增加了封密槽的数量及密封效果,保证了产品的安全性、可靠性。
9.在一个优选方案中,所述环状v型槽的底部设置有圆倒角。底部设置圆倒角进行过渡,可有效防止铜质内管和钢质壳体两者之间胀接后出现锐边割伤和应力集中,避免应力集中导致的管路胀接后裂开的现象。优选地,所述圆倒角的半径为0.1mm。
10.为了防止了在焊接热效应影响下内部嵌套的铜质内管松脱的情况出现,同时通过胀接铜质内管挤压变形实现环向的密封,环状v型槽的深度以及两侧面的夹角都不能过小;
优选地,所述环状v型槽两侧面的夹角为70
°
,所述环状v型槽的深度为0.75mm。
11.通过设置多个环状v型槽,可大大增强密封效果,保证了产品的安全性、可靠性;因此在一个优选方案中,所述环状槽设置有5个,5个所述环状槽沿所述钢质壳体的轴向等距分布。
12.优选地,所述钢质壳体内径比所述铜质内管的外径小0.5mm,以保证所述铜质内管的外壁与所述钢质壳体的内壁形成过盈配合;两者之间的密封性和轴向的紧固力,提高抗拉强度,防止后期焊接过程钢质壳体受热膨胀,内部的铜质内管松动脱落情况出现。
13.本实用新型还提供了一种钢包铜器件,该器件具有如上所述的钢包铜结构。
14.与现有技术相比,本实用新型提供的钢包铜结构以及钢包铜器件,在与铜管进行焊接时,在钢质壳体与铜质内管的接头处使用钎焊与铜管进行配焊,由于焊接时焊接母材都是铜管(如紫铜管),焊接效果将会得到大幅度提升。此结构优化了焊接材质,避免钢铜直接焊接导致的焊料流动性差,焊接易出现泄漏问题的情况,提高了焊接效果。通过使用钢制壳体,实现主体钢制替代铜质结构的同时保证焊接效果不发生变化,提高了器件强度的同时,降低了焊料成本。
15.本实用新型提供的钢包铜结构以及钢包铜器件有效解决了钢铜焊接难度大,焊接质量差的问题,为空调行业钢质壳体搭配铜管焊接提供了一种可行办法,降低了机组铜材损耗,提升了空调产品的商业竞争力。
16.上述技术特征可以各种适合的方式组合或由等效的技术特征来替代,只要能够达到本实用新型的目的。
附图说明
17.在下文中将基于仅为非限定性的实施例并参考附图来对本实用新型进行更详细的描述。其中:
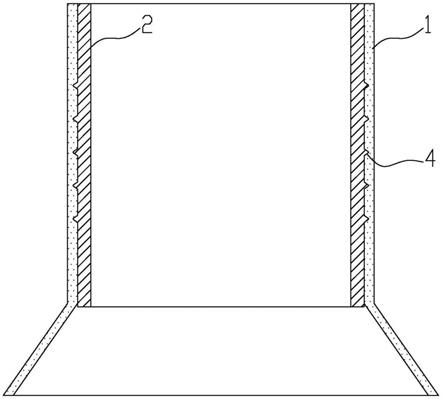
18.图1为本实用新型一实施例提供的钢包铜结构的结构示意图;
19.图2为环状v型槽横截面的示意图;
20.图3为本实用新型一实施例提供的钢包铜器件的结构示意图。
21.附图标记说明:
22.1、钢质壳体;2、铜质内管;3、环状v型槽;4、环状凸筋;31、圆倒角;a、夹角;100、钢包铜结构;200、钢包铜器件。
具体实施方式
23.为使本实用新型的目的、技术方案和优点更加清楚,下面将对本实用新型的技术方案进行清楚、完整的描述,基于本实用新型中的具体实施方式,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本实用新型所保护的范围。
24.本公开中使用的“包括”或者“包含”等类似的词语意指在该词前的要素涵盖在该词后列举的要素,并不排除也涵盖其他要素的可能。
25.如图1所示的钢包铜结构包括钢质壳体1和铜质内管2。铜质内管2嵌套在钢质壳体1内,铜质内管2的外壁与钢质壳体1的内壁形成过盈配合。在钢质壳体1的内壁上开设有若
干个环状槽,例如可设置5个环状v型槽3,5个环状v型槽3沿着钢质壳体1的轴向等距分布;在铜质内管2的外壁上与5个环状v型槽3对应的位置分别形成有5个环状凸筋4,5个环状凸筋4分别延伸至环状槽内,使铜质内管2的外壁和钢质壳体1的内壁相互咬合,以此进一步保证两者之间的密封性和轴向的紧固力,提高抗拉强度,防止后期焊接过程钢质壳体1受热膨胀,内部的铜质内管2松动脱落情况出现。
26.环状v型槽3具有v型的横截面,环状v型槽3的底部设置有过渡圆倒角31,设置圆倒角31用以防止铜质内管2和钢质壳体1两者之间胀接后出现锐边割伤和应力集中(应力集中可导致的管路胀接后裂开)。在一个优选方案中,圆倒角31的半径优选为0.1mm。
27.环状v型槽3两侧面的夹角a优选为70
°
,槽的深度优选为0.75mm,如此设置可有效防止在焊接热效应影响下内部嵌套的铜质内管2松脱的情况出现,同时通过胀接铜质内管2挤压变形实现环向的密封。
28.当然,在其他实施方式中,环状槽也可以是槽口的截面形状为矩形的环状矩形槽或槽口的截面形状为u型的环状u型槽等。
29.该钢包铜结构,钢质壳体1和铜质套筒采用过盈配合方案,钢质壳体1内径较铜质内管2的外径小(如钢质壳体1内径较铜质内管2的外径小0.5mm)。装配时铜质套筒采用液氮低温冷冻,钢质壳体1采用加热炉加热,利用金属的热胀冷缩特性实现紧密接触,保证装配后的密封效果。钢质壳体1与铜质套筒装配完毕后,使用胀管器进行胀接,胀接过程中,铜质套筒的外壁受压变形向环状v型槽3内延伸,形成与环状v型槽3相对应的环状凸筋4,从而使铜质内管2的外壁和钢质壳体1的内壁相互咬合,确保密封牢固,从而完成整个钢包铜结构的装配。
30.完成装配后的钢包铜结构,在与铜管进行焊接时,在钢质壳体1与铜质内管2的接头处使用钎焊与铜管进行配焊,由于焊接时焊接母材都是铜管(如紫铜管),焊接效果将会得到大幅度提升。避免了钢铜直接焊接导致的焊料流动差,焊接易出现泄漏问题;同时使用钢制壳体,提高了器件强度的同时,降低了焊料成本。
31.本实用新型提供的钢包铜结构可应用于中央空调领域常用器件中,形成钢包铜器件。如图2所示,在器件的两端分别设置有钢包铜结构100,形成钢包铜器件200。该钢包铜器件200在与铜管进行焊接时,在钢质壳体1与铜质内管2的接头处使用钎焊与铜管进行配焊,由于焊接时焊接母材都是铜管(如紫铜管),焊接效果将会得到大幅度提升。有效解决了钢铜焊接难度大,焊接质量差的问题,为空调行业钢质壳体1搭配铜管焊接提供了一种可行办法,降低了机组铜材损耗,提升了空调产品的商业竞争力。
32.最后应说明的是:以上实施方式及实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施方式及实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施方式或实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施方式或实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。