1.本实用新型涉及一种混凝土管,特别涉及一种复合混凝土管。
背景技术:
2.中国是当今世界生产及使用混凝土管最多的国家,据不完全统计目前我国各种规模管涵生产企业约5000家。主要成型工艺有:离心成型工艺、悬辊成型工艺、立式振动成型工艺、芯模振动成型工艺和径向挤压成型工艺。管道连接接口通常有承插口式、企口式、平口式。
3.近年来,随着城镇化建设的快速发展,尤其城镇地下空间的雨、污水管线对管道的接口密封性及管身耐腐蚀性提出更高的要求,传统的钢筋混凝土管道已不能满足需求,需要开发新型复合管道及其制造工艺。
4.市场上已出现了一些内衬pvc、pe、玻璃钢等内衬钢筋混凝土复合管,由于采取依赖人工的生产方式,存在较大的质量隐患,如复合材料与混凝土结合不牢固、接口处需要现场二次处理、管壁混凝土承压能力弱等,导致管道在运行过程中经常出现内衬层鼓包破裂、接口脱落、管道渗水等现象。同时生产作业还存在效率低下、成本较高等缺陷。
技术实现要素:
5.本实用新型为了解决上述问题,提出了一种复合混凝土管。本实用新型所采用的技术方案是:一种复合混凝土管,包括混凝土管本体,所述混凝土管本体包括内衬层,所述内衬层为耐化学侵蚀和耐微生物侵蚀的高密度聚乙烯材料制成,所述内衬层为圆柱形,壁厚1.5
‑
3mm;所述内衬层外壁上设置有若干锚栓,所述锚栓包括圆筒形凸台和所述凸台边缘的钳扣;所述内衬层外设有定型钢筋网,所述锚栓和所述钢筋网均嵌埋于所述混凝土管本体内;
6.所述混凝土管本体还包括承口端和插口端,所述承口端内壁的接口处设置有凹向管壁的承口轮廓定型,所述插口端内壁的接口处设置有凹向管壁的插口轮廓定型,所述承口轮廓定型处与所述插口轮廓定型处的所述内衬层上均安装有聚丙烯材料制成的管端接头,所述管端接头与所述内衬层连接,所述管端接头上设置有水压试验孔两个,两个所述水压试验孔以所述管端接头的中心点为对称点中心对称,所述管端接头两端均设置有定位槽,所述定位槽外套有环形双倾斜边缘垫圈,所述双倾斜边缘垫圈为双倾斜边缘垫圈,所述双倾斜边缘垫圈包括位于其顶部的左侧翼缘和右侧翼缘。
7.进一步的,所述内衬层内表面光滑,可焊接、防磨损和耐微生物侵蚀。
8.进一步的,所述内衬层耐化学侵蚀程度为ph1
‑
ph14。
9.进一步的,每个所述锚栓的抗拔力都大于等于250n。
10.与现有技术相比,本实用新型的有益效果是:
11.1、本实用新型一种复合混凝土管,用高密度聚乙烯内衬和高强度混凝土生产管道非常的经济,它满足用于污水处理的管道的基本要求:耐不断增强的化学侵蚀,整个管道内
衬和套管管端接头可永久耐受ph1
‑
ph14范围内的化学侵蚀和耐微生物侵蚀,即使在动负荷下也可保持静负载,使用不同质量等级的混凝土,也可以生产钢承口顶管和不加筋管道。
12.2、本实用新型一种复合混凝土管,将提前制作好的聚丙烯热塑性管端接头安装于承插口接口端轮廓定型处的内衬层上,两者安装不需要焊接,只需要通过专门设计的双倾斜边缘垫圈即可完成紧密结合,节约了成本和时间。
13.3、本实用新型一种复合混凝土管,施工现场操作简单,由于安装了管端接头,管端接头上设置有两个水压试验孔,两个水压试验孔以管端接头的中心点为对称点中心对称。通过其中一个水压试验孔进行注水试验,注水压力0.15mpa,恒压3min,未有漏水掉压即为合格,以此在准确快速的判断橡胶密封圈和管端接头及双倾斜边缘垫圈与管道的安装可靠性;之后通过另一水压试验孔将水排出,因此可以快速安装并做接口水压检验。
14.安装和操作安全:可靠的密封连接,即使坡度较小,也能安全排出污水。便于检修,完全适用于高压冲洗;
15.经济高效,合理利用资源:混凝土和高密度聚乙烯构成理想的材料组合,无需使用胶粘剂、树脂或类似产品。
16.4、本实用新型一种复合混凝土管,可实现制造过程的自动化,从人工辅助处理模具和产品生产的全自动系统,在全自动系统里操作人员只需要对所有过程进行检测和控制。
附图说明
17.为了更清楚的说明本实用新型的技术方案,下面将对实施例中所需要使用的附图作简要的介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性的前提下,还可以根据这些附图获得其他的附图。
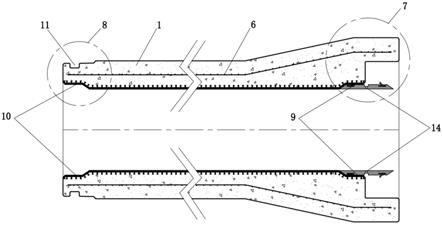
18.图1为本实用新型横向整体结构示剖面图。
19.图2为本实用新型管道接口示意图。
20.图3为本实用新型内衬层锚栓示意图。
21.图4为本实用新型双倾斜边缘垫圈左示图。
22.图5为本实用新型竖向剖面图。
23.图中1
‑
混凝土管本体、2
‑
内衬层、3
‑
锚栓、4
‑
圆筒形凸台、5
‑
钳扣、6
‑
钢筋网、7
‑
承口端、8
‑
插口端、9
‑
承口轮廓定型、10
‑
插口轮廓定型、11
‑
凹槽、12
‑
橡胶密封圈、13
‑
管端接头、14
‑
水压试验孔、15
‑
定位槽、16
‑
双倾斜边缘垫圈、17
‑
左侧翼缘、18
‑
右侧翼缘。
具体实施方式
24.为了使本技术领域的人员更好地理解本技术中的技术方案,下面将结合附图,对本技术实施例中的技术方案进行清楚完整的描述。
25.本实用新型的核心是提供了一种复合混凝土管,它满足用于污水处理的管道的基本要求,将提前制作好的聚丙烯热塑性管端接头安装于承插口端内壁接口处的轮廓定型的内衬层上,管端接头与内衬层的连接可以不焊接,只需要通过专门设计的双倾斜边缘垫圈即可完成紧密结合,节约了成本和时间;即使在动负荷下也可保持静负载,使用不同质量等级的混凝土,也可以生产钢承口顶管和不加筋管道;可以快速安装、检测和安全操作。
26.如图1、图2、图3、图4和图5所示,本实用新型,一种复合混凝土管,包括混凝土管本体1,混凝土管本体1包括内衬层2,内衬层2为耐化学侵蚀和耐微生物侵蚀的高密度聚乙烯材料制成,内衬层2为圆柱形,壁厚1.5
‑
3mm;内衬层2外壁上设置有若干锚栓3,锚栓3包括圆筒形凸台4和凸台边缘的钳扣5;内衬层2外设有定型钢筋网6,锚栓3和钢筋网6均嵌埋于混凝土管本体1内;
27.混凝土管本体1还包括承口端7和插口端8,承口端7内壁的接口处设置有凹向管壁的承口轮廓定型9,插口端8内壁的接口处设置有凹向管壁的插口轮廓定型10,承口轮廓定型9处与插口轮廓定型10处的内衬层2上均安装有聚丙烯材料制成的管端接头13,管端接头13与内衬层2连接,所述管端接头13上设置有水压试验孔14两个,两个所述水压试验孔14以所述管端接头13的中心点为对称点中心对称,管端接头13两端均设置有定位槽15,定位槽15外套有环形双倾斜边缘垫圈16,双倾斜边缘垫圈16为双倾斜边缘垫圈16,双倾斜边缘垫圈16包括位于其顶部的左侧翼缘17和右侧翼缘18。
28.具体的,内衬层2内表面光滑,可焊接、防磨损、耐微生物侵蚀。
29.具体的,内衬层2耐化学侵蚀程度为ph1
‑
ph14。
30.具体的,每个锚栓3的抗拔力都大于等于250n。
31.本实用新型工作原理:以钢筋混凝土为混凝土管本体1的主体承力结构,内侧设置高密度聚乙烯内衬层2以增强混凝土防腐蚀能力和通水能力,承口轮廓定型9和插口轮廓定型10的内衬层上均安装有聚丙烯材料制成并带有定位槽15的管端接头13。
32.内衬层2采用高密度聚乙烯(hdpe)制成,这种材料可以耐受ph1
‑
ph14范围内的化学侵蚀,耐微生物侵蚀,极度耐磨且可焊接,内壁光滑。通过一次多重固定,可以将内衬与四周的混凝土牢固连接在一起。在承口轮廓定型9和插口轮廓定型10的内衬上加密设置锚栓3,以此确保能够可靠、永久地连接混凝土管。每个锚栓3的抗拔力均大于等于250n,整个内衬层2可持续承受至少0.15mpa的地下水压强,即使温度剧烈波动,内衬层2也不会从四周的混凝土管本体1上脱落。根据具体项目的不同,内衬层2壁厚可生产厚度为1.5
‑
3mm。
33.安装内衬层2步骤为:1、根据混凝土管本体1内径裁剪片材内衬层宽度;2、将片材内衬层焊接成内衬管;3、根据管道连接要求,改变承口轮廓定型9和插口轮廓定型10处的形状;4、将内衬层2固定在牢固的钢芯上。整个过程采用专门设备自动化作业,并采用少量人工进行设备操作辅助完成。
34.模具组装:将装有内衬层2的钢芯运送至模具底模上,就位后承口轮廓定型9处采用钨灯加热使受热处的内衬层2具有形变量,此时升起底模上的底托进入钢芯与内衬层2之间,对承口轮廓定型9处进行定型。钢芯内衬套入内衬层2,内衬层2外侧装入事先制作好的钢筋网6,钢筋网6外组装外模,通过螺栓对外模进行固定。
35.浇筑成型:将组装好的管模通过履带平移设备自动平稳的运输至成型工位上,采用c40
‑
c50的自密实混凝土进行浇筑。自密实混凝土浇筑工艺是指管芯混凝土成型时在自身重力作用下能够流动密实,同时具有良好的均质性,并且不需要附加振动力的混凝土。自密实混凝土在管道浇筑上的优点有(1)保证混凝土良好密实。(2)提高生产效率。(3)改善工作环境和安全性。(4)节省电能及风振器投入。(5)避免了振捣对模具产生的磨损。(6)减少混凝土对搅拌机的磨损。(7)降低了工程整体造价。
36.混凝土养护:浇筑完毕后管模通过履带平移设备自动平稳的运输至养护工位上,
养护既可采用低温蒸汽养护,也可以采取环境温度下自然固化,为了提高混凝土的养护效果,可以在预拌混凝土中加入养护剂及加速固化剂等材料,以在较短时间内达到脱模强度不小于20mpa。
37.管道脱模:当混凝土强度达到脱模强度后即可脱模,先将外模的螺栓松卸移出,然后混凝土管本体1连同管模通过履带平移设备自动平稳的运输至脱模工位上,然后使用抱箍吊具将混凝土管本体1从钢芯上脱出,并放入脱模承台,通过卡具将承口轮廓定型9处预先放置的底托卸除,之后将管子翻转平放,通过履带平移设备自动平稳的运输出生产工位。管模则运输至模具组装工位进行下次的生产。
38.安装管端接头13:将提前制作好的聚丙烯热塑性管端接头13安装于承口轮廓定型9和插口轮廓定型10处的内衬层2上,两者安装不需要焊接,只需要通过专门设计的双倾斜边缘垫圈16即可完成紧密结合;双倾斜边缘垫圈16具有较好的弹性变形,双倾斜边缘垫圈16先绷于管端接头定位槽15,定位槽15可以将双倾斜边缘垫圈16的底部牢牢卡住,使安装时双倾斜边缘垫圈16不易脱落,且通过左侧翼缘17和右侧翼缘18的压缩起到密闭作用。
39.成品验收:检测管道承插口直径、椭圆度是否达标,管道长度、端面倾斜度是否达标,内衬层2与混凝土管壁是否连接紧固,内衬层2与管端接头13是否连接紧固,混凝土管本体1外壁混凝土保护层是否达标,混凝土管本体1外观质量是否达标,混凝土强度是否满足设计要求,内、外压荷载检验是否满足设计要求等。
40.安装运行:管道工地安装时,通过混凝土管本体1管身设置的吊装点,即可便捷提吊和安装。安装时先在插口工作面的定位槽上装上橡胶密封圈12,对中管口,在水平拉力作用下,承插口安装到位。两个所述水压试验孔14以所述管端接头13的中心点为对称点中心对称.通过其中一个水压试验孔14进行注水试验,注水压力0.15mpa,恒压3min,未有漏水掉压即为合格,以此在准确快速的判断橡胶密封圈12和管端接头13及双倾斜边缘垫圈16与管道的安装可靠性;之后通过另一水压试验孔14将水排出。
41.本领域技术人员在考虑说明书及实践这里公开的申请后,将容易想到本技术的其他实施方案。本技术旨在涵盖本技术的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本技术的一般性原理并包含本技术公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为实例性的,本技术的真正范围由权利要求指出。
42.应当理解的是,本技术并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。以上所述的本技术实施方式并不构成对本技术保护范围的限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。