1.本实用新型属于加热不燃烧卷烟技术领域,特别涉及一种增大卷烟吸阻和烟雾量的发烟段和包含其的卷烟。
背景技术:
2.随着生活水平的提高,人们对自身的健康问题越来越重视,近年来关于吸烟健康问题的关注度很高。国内外各大企业为了满足变化的消费需求,纷纷开发了各种替代传统卷烟的完全中空型烟草产品。在这些不断增长的完全中空型烟草产品中,电子烟和加热不燃烧卷烟是其中的佼佼者。
3.电子烟作为电子产品的在烟草行业的拓展应用,其优势在于吸味可变性强,可以通过调节烟油的组分实现对烟气吸味的任意调控,但由于其烟气主要通过电子雾化器产生,其口感,尤其是热感,与加热产生烟气的传统卷烟仍然存在一定的差异,老烟民的接受度较差。
4.加热不燃烧卷烟是加热烟支的发烟段产生烟气,其产生烟气口感的接受度较好,目前市场化的加热不燃烧卷烟烟支主要包括发烟芯材段、中空支撑段、降温段和滤嘴段,发烟芯材段为有序或无序填充的再造烟叶薄片,当再造烟叶薄片被加热时,其上负载的香精香料和发烟剂被蒸发出,产生烟雾。但现有加热不燃烧卷烟存一些问题,如降温段易发生形变,烟气温度过热等。对此我们设计了“一种条棒状的发烟段及其制备方法及包含其的烟支”(专利申请号: 201920751936.6)。但在后续的实验过程中,我们发现该设计也有一些缺陷:(1) 气路过短,导致烟支吸阻太小,尤其在周向加热的情况下,容易使消费者产生空抽的感觉,影响产品的抽吸体验感;(2)轴向延伸的空腔和凹槽长度太短,也不利于发烟剂的雾化释放,导致烟气量偏小。
5.为了解决以上问题,提出本实用新型。
技术实现要素:
6.本实用新型第一方面提供一种增大加热不燃烧卷烟吸阻和烟雾量的发烟段,所述发烟段外表面具有沿着其轴线方向延伸的螺纹凹槽。
7.优选地,所述螺纹凹槽轴向延伸长度为所述发烟段的全部长度。
8.优选地,所述螺纹凹槽的个数为n,n为大于等于1的正整数。
9.优选地,所述螺纹凹槽的横截面选自“u”形、“v”形、或弧形。
10.优选地,大于1个所述螺纹凹槽在所述发烟段外表面互相交错。
11.抽吸时,上述螺纹凹槽充当气流通道的作用。
12.优选地,所述螺纹凹槽的深度为0.5
‑
2mm。
13.优选地,所述发烟段为实心或者中空圆柱体。更优选地,当所述发烟段为中空圆柱体时,所述圆柱体侧壁具有至少一个径向贯穿的径向气流通道,所述径向气流通道与所述螺纹凹槽气流连通。例如,所述径向气流通道的外端口位于所述螺纹凹槽的凹槽内部。
14.优选地,所述发烟段包含:发烟基材、填充料、发烟剂、香料。
15.本实用新型第二方面提供一种包含第一方面所述的发烟段的卷烟。
16.本实用新型第三方面提供第二方面所述的卷烟用于增大卷烟吸阻和烟雾量的用途。
17.本实用新型第四方面提供第一方面所述的发烟段的制备方法,所述制备方法包括以下步骤:将成型的发烟段通过一个旋转的刻槽环,在其表面形成螺旋凹槽,即得到外表面具有沿着其轴线方向延伸的螺纹凹槽的发烟段。
18.优选地,如需要形成交错型刻槽,则需要上述刻槽环后再加1个或多个刻槽环。
19.上述成型的发烟段可选择加热不燃烧卷烟常规的发烟段,在此提供一种从源头制备上述发烟段的方法如下:
20.(1)将发烟基材打碎成粉末,得到粉末状发烟基材;
21.(2)将步骤(1)得到的粉末状发烟基材与填充料混合,加入发烟剂和香精香料,搅拌混合,得到发烟段混合物;
22.(3)将步骤(2)得到的发烟段混合物通过注塑或压塑的方法成圆柱形条棒状,含实心和中空两种形态。
23.(4)将步骤(3)中成型的条棒直接通过一个旋转的刻槽环,在其表面形成螺旋凹槽;
24.(5)如需要形成交错型刻槽,则需要再步骤(5)后再加1个或多个刻槽环
25.(6)将步骤(4)或(5)中刻好凹槽的条棒切割成段,干燥,得到发烟段。
26.优选地,步骤(1)中所述发烟基材为烟叶、烟梗或可产生吸味的植物材料;步骤(2)中所述填充料为纤维素或碳酸钙,所述发烟剂为甘油或丙二醇及其他发烟剂的单一组成或混合物;步骤(3)中干燥时间为2
‑
4h;步骤(4)中的旋转刻槽环为金属的可旋转刻刀。
27.优选地,基于质量百分比,所述发烟基材占所述发烟段的20%
‑
40%,填充料占所述发烟段的30%
‑
50%,发烟剂占所述发烟段的10%
‑
30%,香精香料占所述发烟段的5%
‑
20%。
28.优选地,步骤(5)中切割成段工序可按实际所需进行切割成段,干燥可以选取风干或烘干等干燥方法,干燥时间可以根据实际环境有所调整;步骤(5) 中得到的发烟段可以根据实际干燥的收缩进行合格品挑选或再次切割。
29.本实用新型第五方面提供一种第一方面所述的发烟段的使用方法,当所述发烟段为中空圆柱体时,其用于中心加热方式,加热元件插入所述发烟段中空腔内,所述螺纹凹槽作为烟雾和外界空气流的气流通道;
30.当所述发烟段为实心圆柱体时,其用于周向加热方式,加热元件从外围包裹发烟段,所述螺纹凹槽作为烟雾和外界空气流的气流通道。
31.优选地,当所述发烟段为中空圆柱体时,所述发烟段内壁与加热元件的间隙小于0.5mm。
32.采用中心加热方式时,加热元件例如加热棒/片设置在中心空腔内,空腔内壁与加热棒/加热片的间隙小于0.5mm。空腔内壁与加热元件合适的间隙可以避免间隙过大时,烟雾在发烟段中心空腔大量产生,同时避免间隙过小时,发烟段过度受热发生碳化。
33.此时,所述螺纹凹槽为烟雾和外界空气流的共同气流通道。
34.这样可以保证无论用于中心加热和周向加热的烟支,所述螺纹凹槽都作为烟雾和外界空气流共同的气流通道,有效增加了抽吸吸阻,降低了抽吸时的抽空感。
35.由于,当所述发烟段为中空圆柱体时,所述圆柱体侧壁具有至少一个径向贯穿的径向气流通道,所述径向气流通道与所述螺纹凹槽气流连通。因此,即使发烟段受热后在发烟段内壁与加热元件的间隙中产生了部分烟雾,由于所述发烟段外的螺纹凹槽处存在用户抽吸产生的高速气流,相对发烟段内壁与加热元件的间隙的气压,螺纹凹槽处为低压区域。发烟段内壁与加热元件的间隙中的烟雾则会在用户抽吸力的作用下或压差作用下沿着所述径向气流通道径向流入螺纹凹槽中,和螺纹凹槽处原气流混合后进入用户口腔。因此,径向气流通道的存在避免了发烟段内壁与加热元件的间隙中产生的部分烟雾的随意扩散。
36.上述技术方案在不矛盾的前提下,可自由组合。
37.本实用新型具有以下有益效果:
38.1、为了减少现有烟支的空抽感和烟雾量不足的现象,本实用新型设计了一种外表面具有螺纹凹槽的发烟段,且发烟段具有中空和实心两种结构,分别适用于周向加热方式和中心加热方式,两种加热方式下,烟雾和外界空气流的通道均为发烟段外表面的螺纹凹槽,有助于烟雾和外界空气流在温度和压力上的充分混合,这种螺纹状气路可以有效增加吸阻,降低了抽吸时的抽空感。
39.2、相比于现有烟支,本实用新型采用发烟段外表面的螺纹凹槽作为烟雾和外界空气流的共同气流通道,气路增长,有效增加了发烟面积,提升了发烟效率,增大了抽吸时的烟雾量。
40.3、本实用新型采用注塑或压塑的方法制备圆柱形发烟段后,再采用旋转刻槽环进行表面刻槽,制造过程中损耗低,制备方法简单。
附图说明
41.图1是实施例1发烟段的结构示意图。
42.图2是实施例2发烟段的结构示意图。
43.图3是实施例2的刻槽环的端面结构示意图。
44.图4是实施例6具有径向气流通道3的发烟段结构示意图。
45.附图标记:
[0046]1‑
发烟段,2
‑
螺纹凹槽,3
‑
径向气流通道,4
‑
连通孔。
具体实施方式
[0047]
下面通过具体实施方式进一步说明本实用新型的内容。
[0048]
实施例1
[0049]
一种增大加热不燃烧卷烟吸阻和烟雾量的发烟段,所述发烟段1外表面具有沿着其轴线方向延伸的一个横截面为“u”形的螺纹凹槽2,所述螺纹凹槽2轴向延伸长度为所述发烟段1的全部长度,深度为0.5mm。
[0050]
本实施例所述发烟段1的制备方法包括以下步骤:
[0051]
(1)将发烟基材打碎成粉末,得到粉末状发烟基材;
[0052]
(2)将步骤(1)得到的粉末状发烟基材与填充料混合,加入发烟剂和香精香料,搅
拌混合,得到发烟段混合物;
[0053]
(3)将步骤(2)得到的发烟段混合物通过注塑或压塑的方法成圆柱形条棒状,含实心和中空两种形态;
[0054]
(4)将步骤(3)中成型的条棒直接通过一个旋转的刻槽环,在其表面形成一个螺旋凹槽;
[0055]
(5)将步骤(4)中刻好凹槽的条棒切割成段,干燥,得到发烟段1。发烟段1结构如图1所示。
[0056]
步骤(1)中所述发烟基材为烟叶;步骤(2)中所述填充料为纤维素,所述发烟剂为甘油;步骤(3)中通过风干进行干燥,干燥时间为2h;步骤(4)中的刻槽环刻刀深度为0.5mm。
[0057]
基于质量百分比,所述发烟基材占所述发烟段的20%,填充料占所述发烟段的50%,发烟剂占所述发烟段的10%,香精香料占所述发烟段的20%。
[0058]
将本实施例的实心发烟段和中空发烟段分别与纸管形式的滤嘴段组合制造成加热不燃烧卷烟烟支,称为实心烟支样品1和中空烟支样品1。
[0059]
实施例2
[0060]
一种增大加热不燃烧卷烟吸阻和烟雾量的发烟段,所述发烟段1外表面具有沿着其轴线方向延伸的2个横截面为“v”形的螺纹凹槽2,所述螺纹凹槽2轴向延伸长度为所述发烟段1的全部长度,深度为2mm。
[0061]
本实施例所述发烟段1的制备方法包括以下步骤:
[0062]
(1)将发烟基材打碎成粉末,得到粉末状发烟基材;
[0063]
(2)将步骤(1)得到的粉末状发烟基材与填充料混合,加入发烟剂和香精香料,搅拌混合,得到发烟段混合物;
[0064]
(3)将步骤(2)得到的发烟段混合物通过注塑或压塑的方法成圆柱形条棒状,含实心和中空两种形态;
[0065]
(4)将步骤(3)中成型的条棒直接通过一个旋转的刻槽环,在其表面形成一条螺旋凹槽;
[0066]
(5)件步骤(4)成型的条棒再通过一个旋转的刻槽环,在其表面形成交错的螺旋凹槽;
[0067]
(6)将步骤(5)中刻好凹槽的条棒切割成段,干燥,得到发烟段1。
[0068]
发烟段1结构如图2所示,本实施例2使用的刻槽环如图3所示。
[0069]
步骤(1)中所述发烟基材为烟梗;步骤(2)中所述填充料为碳酸钙,所述发烟剂为丙二醇;步骤(3)中通过风干进行干燥,干燥时间为4h;步骤(4) 中的刻槽环,刻刀深度为2mm。
[0070]
基于质量百分比,所述发烟基材占所述发烟段的40%,填充料占所述发烟段的30%,发烟剂占所述发烟段的25%,香精香料占所述发烟段的5%。
[0071]
将本实施例的实心发烟段和中空发烟段分别与纸管形式的滤嘴段组合制造成加热不燃烧卷烟烟支,称为实心烟支样品2和中空烟支样品2。
[0072]
实施例3
[0073]
一种增大加热不燃烧卷烟吸阻和烟雾量的发烟段,所述发烟段1外表面具有沿着其轴线方向延伸的3个横截面为弧形的螺纹凹槽2,所述螺纹凹槽2轴向延伸长度为所述发
烟段1的全部长度,深度为1mm。
[0074]
本实施例所述发烟段1的制备方法包括以下步骤:
[0075]
(1)将发烟基材打碎成粉末,得到粉末状发烟基材;
[0076]
(2)将步骤(1)得到的粉末状发烟基材与填充料混合,加入发烟剂和香精香料,搅拌混合,得到发烟段混合物;
[0077]
(3)将步骤(2)得到的发烟段混合物通过注塑或压塑的方法成圆柱形条棒状,含实心和中空两种形态;
[0078]
(4)将步骤(3)中成型的条棒直接通过一个旋转的刻槽环,在其表面形成一条螺旋凹槽;
[0079]
(5)件步骤(4)成型的条棒接连再通过两个相同的旋转的刻槽环,在其表面形成交错的螺旋凹槽;
[0080]
(6)将步骤(5)中刻好凹槽的条棒切割成段,干燥,得到发烟段1。
[0081]
步骤(1)中所述发烟基材为烟叶和烟梗混合物;步骤(2)中所述填充料为纤维素和碳酸钙混合物,所述发烟剂为甘油和木糖醇的混合物;步骤(3)中通过风干进行干燥,干燥时间为3h;步骤(4)中的刻槽环,刻刀深度为1mm。
[0082]
基于质量百分比,所述发烟基材占所述发烟段的20%,填充料占所述发烟段的40%,发烟剂占所述发烟段的30%,香精香料占所述发烟段的10%。
[0083]
将本实施例的实心发烟段和中空发烟段分别与纸管形式的滤嘴段组合制造成加热不燃烧卷烟烟支,称为实心烟支样品3和中空烟支样品3。
[0084]
实施例4
[0085]
一种增大加热不燃烧卷烟吸阻和烟雾量的发烟段,所述发烟段1外表面具有沿着其轴线方向延伸的4个横截面为“u”形的螺纹凹槽2,所述螺纹凹槽2轴向延伸长度为所述发烟段1的全部长度,深度为1.5mm。
[0086]
本实施例所述发烟段1的制备方法包括以下步骤:
[0087]
(1)将发烟基材打碎成粉末,得到粉末状发烟基材;
[0088]
(2)将步骤(1)得到的粉末状发烟基材与填充料混合,加入发烟剂和香精香料,搅拌混合,得到发烟段混合物;
[0089]
(3)将步骤(2)得到的发烟段混合物通过注塑或压塑的方法成圆柱形条棒状,含实心和中空两种形态;
[0090]
(4)将步骤(3)中成型的条棒直接通过一个旋转的刻槽环,在其表面形成一条螺旋凹槽;
[0091]
(5)件步骤(4)成型的条棒接连再通过3个相同的旋转的刻槽环,在其表面形成交错的螺旋凹槽;
[0092]
(6)将步骤(5)中刻好凹槽的条棒切割成段,干燥,得到发烟段1。
[0093]
步骤(1)中所述发烟基材为烟叶和薄荷叶混合物;步骤(2)中所述填充料为纤维素和碳酸钙混合物,所述发烟剂为甘油;步骤(3)中通过风干进行干燥,干燥时间为2h;步骤(4)中的刻槽环,刻刀深度为1.5mm。
[0094]
基于质量百分比,所述发烟基材占所述发烟段的30%,填充料占所述发烟段的50%,发烟剂占所述发烟段的15%,香精香料占所述发烟段的5%。
[0095]
将本实施例的实心发烟段和中空发烟段分别与纸管形式的滤嘴段组合制造成加热不燃烧卷烟烟支,称为实心烟支样品4和中空烟支样品4。
[0096]
实施例5
[0097]
分别将中空烟支样品1、中空烟支样品2、中空烟支样品3、中空烟支样品4 的螺纹凹槽2替换为同等深度和宽度的轴向延伸的直凹槽,得到的发烟段按照实施例1
‑
4的方式分别与纸管形式的滤嘴段组合制造成加热不燃烧卷烟烟支,称为烟支对比样1
‑
4,即除发烟段凹槽形状外,其它因素均相同。(与“一种条棒状的发烟段及其制备方法及包含其的烟支”(专利申请号:201920751936.6)所述烟支相同)
[0098]
将烟支对比样1
‑
4、中空烟支样品1、中空烟支样品2、中空烟支样品3、中空烟支样品4塞入尺寸匹配的中心加热方式的加热不燃烧卷烟烟具中进行抽吸。然后,将烟支对比样1
‑
4、实心烟支样品1、实心烟支样品2、实心烟支样品3、实心烟支样品4塞入尺寸匹配的周向加热方式的加热不燃烧卷烟烟具中进行抽吸。在采用周向和中心加热方式时,烟支对比样的抽吸方式分别采用专利申请号: 201920751936.6说明书0023段所述的方法。
[0099]
按照《感官技术要求》(gb5606.4
‑
2005)国家标准,通过多个感官评吸人员对卷烟烟支进行感官评价,主要考察卷烟烟支烟雾量、抽吸体验感和香气量3 个指标,所述3个质量检测指标的打分值分别为:烟雾量0
‑
10分、抽吸体验感 0
‑
10分、香气量0
‑
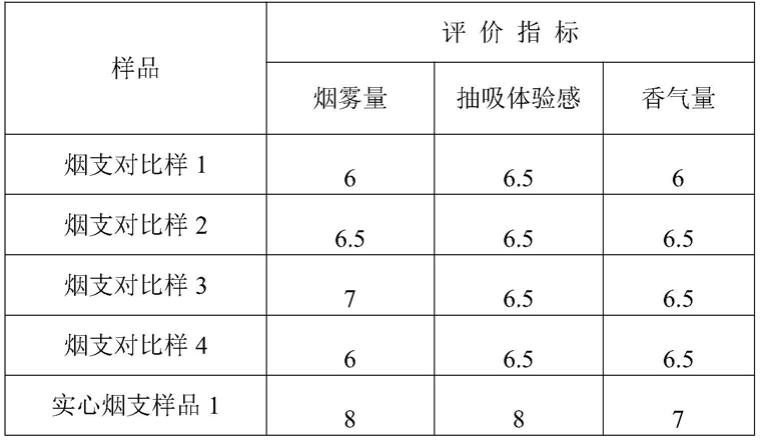
10分,其中得分越高代表抽吸过程中该评价指标的感觉越强烈。8个不同烟支样品的感官评价得分见表1和2。
[0100]
从表1和2可以看出,本实用新型烟支针对周向加热方式和中心加热方式设计的两种烟支相对于烟支对比样,烟气量、香气量和抽吸体验感均有显著改善。
[0101]
烟支对比样品1
‑
4抽吸时,有明显的抽空感,吸阻不够。本实用新型的中空烟支样品没有抽空感,吸阻舒适。
[0102]
此外,本实用新型实施例4中,在发烟段的制备过程中加入薄荷叶还可以使烟气中带有薄荷清凉感,烟气灼热感也有显著降低。
[0103]
表1周向加热方式的不同烟支样品感官评价结果
[0104]
[0105][0106]
表2中心加热方式的不同烟支样品感官评价结果
[0107][0108]
实施例6
[0109]
见图4,一种增大加热不燃烧卷烟吸阻和烟雾量的发烟段,与实施例1的发烟段1的区别为:所述发烟段1为中空圆柱体,所述圆柱体侧壁具有3个径向贯穿的径向气流通道3,径向气流通道3与螺纹凹槽2在连通孔4处气流连通。连通孔4位于螺纹凹槽2的凹槽内部。
[0110]
以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

