1.本实用新型涉及一种轴流式增压叶轮,能够用于抗汽蚀性能要求严格的离心泵或轴流泵,尤其是船舶用液泵领域。
背景技术:
2.气蚀现象是许多泵的常见故障,当泵出现气蚀现象的时候,也会引起其他不良现象的出现,泵内发生汽蚀时,水泵的内部会有噪音和振动出现,不仅如此,水泵的扬程、功率和效率也会迅速下降,严重的话,就会造成工作失效现象;所以,当水泵出现汽蚀现象的时候,需要采取相应的措施进行解决。
3.以船用/舰艇用凝水泵来说,目前的凝水泵基本为离心式水泵,由一个或两个离心叶轮做工将冷凝水输送到下一级设备。由于凝水泵安装位置限制,要求较低的汽蚀余量才能工作。为了达到这要求,需要进行降低离心叶轮的转速,通常是采用转速低的六级甚至八级电机驱动,对应的,就得加大离心叶轮的尺寸。这样一来,整套设备的体积以及重量都较大,而且运行时振动噪声大。
4.为了消除水泵工作时出现的气蚀现象和实现凝水泵的小型化,需对水泵内结构进行改良,叶轮作为水泵的核心部件,其的改进意义以及产生的作用最为直接。
技术实现要素:
5.本实用新型目的在于,提供了一种轴流式增压叶轮,在结构以及结构构成上进行了创新改良,用以提升泵内介质入口的流体压力,降低泵内汽蚀现象。
6.为实现上述目的,本实用新型所提供的技术方案是:一种轴流式增压叶轮,包括轮毂、设于轮毂外圆周面具有耐蚀合金堆焊层的螺旋主叶片,所述螺旋主叶片构成有叶片流道,所述叶片流道设有导流叶片,所述导流叶片设于轮毂外圆周,导流叶片与螺旋主叶片的曲率相区别。
7.作为对本实用新型的进一步阐述:
8.在上述技术方案中,所述螺旋主叶片的数量至少为两个,螺旋主叶片为等螺距、变螺距,或者呈连续螺旋变径设置。
9.在上述技术方案中,所述螺旋主叶片的叶根至叶片外缘的径向尺寸为连续螺旋变径设置。
10.在上述技术方案中,所述螺旋主叶片沿所述叶片流道的流向的相反反向、具有厚度逐渐变薄的叶片前缘段以及叶片尾缘段。
11.在上述技术方案中,所述螺旋主叶片的叶片前缘相对应于所述轮毂的中心轴线呈向后倾斜设置。
12.在上述技术方案中,所述导流叶片设于所述叶片流道的中段至末端的区间,导流叶片以及所述螺旋主叶片的叶片尾缘均呈直线,均处于同一个平面。
13.在上述技术方案中,所述导流叶片相对于所述螺旋主叶片为短叶片,导流叶片由
叶根至叶片外缘的径向尺寸与对应位置的螺旋主叶片的径向尺寸相对应。
14.在上述技术方案中,所述螺旋主叶片为全叶片,具有实体螺旋面。
15.在上述技术方案中,所述耐蚀合金堆焊层为锰钢堆焊层,所述锰钢堆焊层设于所述叶根的位置。
16.本实用新型的有益效果为:本实用新型设计巧妙、结构科学合理、易于实现。实际应用中,本实用新型能够应用于船用/舰艇用凝水泵中,构成新型的泵设备中的增压装置,工作时用于对泵设备中的一级叶轮增压,增加一级叶轮入口的水流流速(压力),从而能够显著降低泵内汽蚀余量。可预计的,本实用新型的应用能够显著提升船用/舰艇用凝水泵的效能,提升了耐用度;同时,本实用新型相对应解决了以往为了减少泵内汽蚀现象,进而采用降低叶轮的转速方式,从而需要更大尺寸的叶轮和大体积的低转速电机所带来的难题,最终本实用新型能够用于船用/舰艇用凝水泵实现小型化。
17.下面结合附图与实施例,对本实用新型进一步说明。
附图说明
18.附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,并不构成对本实用新型的限制,在附图中。
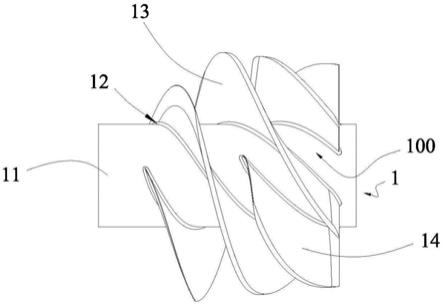
19.图1是本实用新型的整体结构示意图。
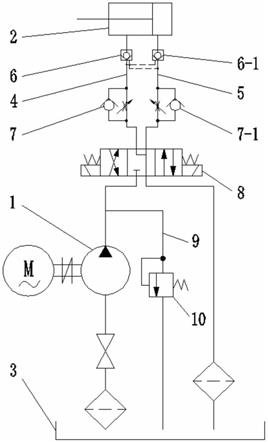
20.图2是本实用新型的应用状态示意图。
具体实施方式
21.以下结合具体实施例和附图对本实用新型作进一步说明,在以下的描述中阐述了更多的细节以便于充分理解本实用新型,但本实用新型显然能够以多种不同于此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下根据实际应用情况作类似推广、演绎,因此不应以此具体实施例的内容限制本实用新型的保护范围。
22.本实用新型的一种轴流式增压叶轮被构成离心泵或轴流泵的进水口处水压/液压的增压工作,为增压装置。在应用方向上具体对应于船用/舰艇用凝水泵;在应用实施上,同轴装设于泵设备的主轴的前端,并且位于泵设备一级叶轮的前端,工作时,随主轴驱动旋转。本实用新型用于对泵设备的一级叶轮增压,增加一级叶轮入口的水流流速(压力),从而能够显著降低泵内汽蚀余量。
23.具体的,本实用新型提出了具体的以下实施例:
24.参见图1和图2,本实施例提供的一种轴流式增压叶轮1,包括轮毂11、设于轮毂11外圆周面具有耐蚀合金堆焊层12的螺旋主叶片13,所述螺旋主叶片13构成有叶片流道100,所述叶片流道100设有导流叶片14,所述导流叶片14设于轮毂11外圆周,导流叶片14与螺旋主叶片13的曲率相区别。本实用新型能够应用于船用/舰艇用凝水泵中,构成新型的泵设备200,工作时用于对其中的一级叶轮2001增压,增加一级叶轮2001入口的水流流速(压力),从而能够显著降低泵内汽蚀余量。可预计的,本实用新型的应用能够显著提升船用/舰艇用凝水泵的效能,提升了耐用度;同时,本实用新型相对应解决了以往为了减少泵内汽蚀现象,进而采用降低叶轮的转速方式,从而需要更大尺寸的叶轮和大体积的低转速电机所带来的难题,最终本实用新型能够用于船用 /舰艇用凝水泵实现小型化。
25.作为对本实用新型的进一步阐述:
26.根据上述技术方案,实施例的螺旋主叶片13的数量优选为两个,为两片单片螺旋叶片组成,两单片螺旋叶片构成所述叶片流道100;进一步的优选方案中,螺旋主叶片13呈连续螺旋变径设置,对应的,螺旋主叶片13的螺距为变螺距。在本实施例的其他变形中,螺旋主叶片13为等螺距设置。
27.根据上述技术方案,所述螺旋主叶片13的叶根至叶片外缘的径向尺寸沿所述介质流向的方向呈连续螺旋变径设置。既是:螺旋主叶片13的前段至中段的径向尺寸呈逐渐加大设置,进而螺旋主叶片13的中段的径向尺寸达到最大;进一步地,螺旋主叶片13的中段至尾段的径向尺寸呈逐渐减小设置。
28.根据上述技术方案,本实施例的螺旋主叶片13沿所述叶片流道100的流向的相反反向、具有厚度逐渐变薄的叶片前缘段以及叶片尾缘段。厚度逐渐变薄的叶片前缘段以及叶片尾缘段有利于减少介质气化的产生,提升叶轮的工作效能。
29.根据上述技术方案,所述螺旋主叶片13的叶片前缘相对应于所述轮毂11 的中心轴线呈向后倾斜设置。
30.根据上述技术方案,本实施例的导流叶片14设于所述叶片流道100的中段至末端的区间,导流叶片14以及所述螺旋主叶片13的叶片尾缘均呈直线,均处于同一个平面。导流叶片14的设置用于将经过导流叶片14的介质的旋转能更好地转换为向后的压力。结构合理,易于实现。
31.根据上述技术方案,本实施例的导流叶片14相对于所述螺旋主叶片13为短叶片,导流叶片14由叶根至叶片外缘的径向尺寸与对应位置的螺旋主叶片 13的径向尺寸相对应。作为本实施例的一个技术方案的优选,所述螺旋主叶片 13为全叶片,具有实体螺旋面。
32.作为本实用新型的一个技术意图,本实施例的耐蚀合金堆焊层12为锰钢堆焊层,所述锰钢堆焊层设于所述叶根的位置。本实用新型的螺旋主叶片13 以及导流叶片14均通过锰钢堆焊层焊接于轮毂11外圆周面,锰钢堆焊层为螺旋主叶片13以及导流叶片14提供优良的受力刚性和机械强度。
33.实际应用中,本实用新型能够应用于船用/舰艇用凝水泵中,构成新型的泵设备200中的增压装置,工作时用于对泵设备200中的一级叶轮2001增压,增加一级叶轮2001入口的水流流速(压力),从而能够显著降低泵内汽蚀余量。可预计的,本实用新型的应用能够显著提升船用/舰艇用凝水泵的效能,提升了耐用度;同时,本实用新型相对应解决了以往为了减少泵内汽蚀现象,进而采用降低叶轮的转速方式,从而需要更大尺寸的叶轮和大体积的低转速电机所带来的难题,最终本实用新型能够用于船用/舰艇用凝水泵实现小型化。
34.具体的工作原理和技术效果:介质由泵体进口2002进入,经过本实用新型的轴流式增压叶轮1增压后进入第一级叶轮2001,经第一级叶轮2001增压后由泵体内通道进入第二级叶轮2003,然后经泵体出口2004排出。由于泵体进口2002采用轴流增压,大大改善了一级叶轮2001进口2002处压力工况,而且泵体内真空值不受影响,显著降低了汽蚀余量。本实用新型的应用使电机能够由低转速改为采用高转速电机,电机及泵体、叶轮的尺寸和重量均能进行精简,大大降低设备整体的体积。
35.尽管本实用新型的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列应用,其完全可以被适用于各种适合本实用新型的领域,对于熟悉本领域的人员而言,
可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本实用新型并不限定特定的细节和这里示出与描述的图例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。