1.本发明涉及数控加工领域,具体而言,本发明涉及一种基于数字孪生的电池盒激光线扫加工的方法。
背景技术:
2.新能源汽车是指采用非常规的车用燃料作为动力来源或使用常规的车用燃料并采用新型车载动力装置,综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进、具有新技术和新结构的汽车,新能源汽车包括纯电动汽车、增程式电动汽车、混合动力汽车、燃料电池电动汽车、氢发动机汽车、其他新能源汽车等,新能源汽车采用混合动力后,可按平均需用的功率来确定内燃机的最大功率,由于内燃机可持续的工作,电池又可以不断得到充电,故其行程和普通汽车一样。
3.电池盒是新能源汽车电能储放的重要设备,能够对新能源汽车所用到的电池进行放置。新能源汽车的电池盒加工中冷却槽、电池面等特性加工非常多,传统加工中采用手工刀具测量找正、或者测头进行工件找正,由于需要加工特性的电池面及冷却槽很多,这就造成加工效率低、人为干预多。
技术实现要素:
4.为了寻找更为有效的加工电池盒的实现方案,本发明提供了一种基于数字孪生的电池盒激光线扫加工的方法,其包括如下步骤:
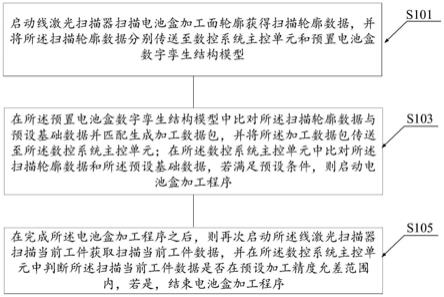
5.步骤s101:启动线激光扫描器扫描电池盒加工面轮廓获得扫描轮廓数据,并将所述扫描轮廓数据分别传送至数控系统主控单元和预置电池盒数字孪生结构模型;
6.步骤s103:在所述预置电池盒数字孪生结构模型中比对所述扫描轮廓数据与预设基础数据并匹配生成加工数据包,并将所述加工数据包传送至所述数控系统主控单元;在所述数控系统主控单元中比对所述扫描轮廓数据和所述预设基础数据,若满足预设条件,则启动电池盒加工程序;
7.步骤s105:在完成所述电池盒加工程序之后,则再次启动所述线激光扫描器扫描当前工件获取扫描当前工件数据,并在所述数控系统主控单元中判断所述扫描当前工件数据是否在预设加工精度允差范围内,若是,结束电池盒加工程序。
8.优选地,所述在所述预置电池盒数字孪生结构模型中比对所述扫描轮廓数据与预设基础数据并匹配生成加工数据包之前,包括如下步骤:
9.建立电池盒数字孪生结构模型。
10.优选地,所述电池盒数字孪生结构模型包括用于为加工结果判断提供比对基础数据的电池盒结构模块、为工艺参数自动调整的电池盒工艺参数数据库、用于电池盒数据存储的电池盒数据存储模块及与所述数控系统主控单元通讯连接的电池盒数字输出输出接口模块,其中,所述电池盒结构模块为电池盒最终加工后的模型数据,所述电池盒工艺参数数据库为电池盒加工中工艺参数经验数据库。
11.优选地,所述启动线激光扫描器扫描电池盒加工面轮廓获得扫描轮廓数据包括如下步骤:
12.数控系统主控单元发出电池盒扫描指令至线扫数据存储工控机;
13.所述线扫数据存储工控机控制所述线激光扫描器同步扫描电池盒加工面轮廓,生成扫描轮廓数据。
14.优选地,所述线扫数据存储工控机控制所述线激光扫描器同步扫描电池盒加工面轮廓,生成扫描轮廓数据包括如下步骤:
15.线扫编码器触发伺服电机编码器同步;
16.启动所述线激光扫描器同步扫描电池盒加工面轮廓,生成扫描轮廓数据。
17.优选地,所述数控系统主控单元和所述线扫数据存储工控机的通讯协议为ethnet协议。
18.优选地,所述线扫数据存储工控机和所述线激光扫描器的通讯协议为ethnet协议。
19.优选地,所述在所述数控系统主控单元中判断所述扫描当前工件数据是否在预设加工精度允差范围内之后,还包括如下步骤:
20.若否,则重新执行步骤s101
‑
s105。
21.优选地,所述预设条件和所述预设加工精度基于电池盒的技术参数确认。
22.与现有技术相比,本发明一种基于数字孪生的电池盒激光线扫加工的方法具有如下有益效果:
23.本发明一种基于数字孪生的电池盒激光线扫加工的方法通过预置电池盒数字孪生结构模型和线激光扫描器实现了电池盒从装夹、测量到加工精度合格过程全部为自动化过程,自动化程度高,机构简单,不仅提升了加工效率,还在一定程度上提高了工件的精度性。
24.本发明附加的方面和优点将在下面的描述中部分给出,这些将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
25.本发明上述的和/或附加的方面和优点从下面结合附图对实施例的描述中将变得明显和容易理解,其中:
26.图1为本发明实施例一种基于数字孪生的电池盒激光线扫加工的方法的流程示意图。
具体实施方式
27.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
28.在本发明的说明书和权利要求书及上述附图中的描述的一些流程中,包含了按照特定顺序出现的多个操作,但是应该清楚了解,这些操作可以不按照其在本文中出现的顺序来执行或并行执行,操作的序号如101、103等,仅仅是用于区分开各个不同的操作,序号本身不代表任何的执行顺序。另外,这些流程可以包括更多或更少的操作,并且这些操作可
以按顺序执行或并行执行。
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.请参阅图1,图1示出了本发明实施例一种基于数字孪生的电池盒激光线扫加工的方法的流程示意图,如图1所示,本发明实施例一种基于数字孪生的电池盒激光线扫加工的方法包括如下步骤:
31.步骤s101:启动线激光扫描器扫描电池盒加工面轮廓获得扫描轮廓数据,并将所述扫描轮廓数据分别传送至数控系统主控单元和预置电池盒数字孪生结构模型。
32.在一些实施方式中,在启动线激光扫描器扫描电池盒加工面轮廓获得扫描轮廓数据之前,需要建立线激光扫描器与数控系统主控单元的通讯硬件网络,其具体包括如下线激光扫描器、线扫数据存储工控机、数控系统主控单元,其中,线扫数据存储工控机是控制线扫激光器执行动作的控制单元,能够接收数控系统主控单元发出扫描指令;数控系统主机单元是机床的主控单元;线激光扫描器是执行电池盒加工时的扫描器件。
33.详细地,启动线激光扫描器扫描电池盒加工面轮廓获得扫描轮廓数据包括如下步骤:
34.数控系统主控单元发出电池盒扫描指令至线扫数据存储工控机;
35.线扫数据存储工控机控制线激光扫描器同步扫描电池盒加工面轮廓,生成扫描轮廓数据。
36.具体地,线扫数据存储工控机控制线激光扫描器同步扫描电池盒加工面轮廓,生成扫描轮廓数据包括如下步骤:
37.线扫编码器触发伺服电机编码器同步;
38.启动线激光扫描器同步扫描电池盒加工面轮廓,生成扫描轮廓数据。
39.在一些实施方式中,数控系统主控单元和线扫数据存储工控机的通讯协议为ethnet协议。线扫数据存储工控机和线激光扫描器的通讯协议也为ethnet协议。ethnet协议即为以太网协议。
40.步骤s103:在所述预置电池盒数字孪生结构模型中比对所述扫描轮廓数据与预设基础数据并匹配生成加工数据包,并将所述加工数据包传送至所述数控系统主控单元;在所述数控系统主控单元中比对所述扫描轮廓数据和所述预设基础数据,若满足预设条件,则启动电池盒加工程序。
41.在一些实施方式中,在预置电池盒数字孪生结构模型中比对扫描轮廓数据与预设基础数据并匹配生成加工数据包之前,包括如下步骤:
42.建立电池盒数字孪生结构模型。
43.优选地,电池盒数字孪生结构模型包括用于为加工结果判断提供比对基础数据的电池盒结构模块、为工艺参数自动调整的电池盒工艺参数数据库、用于电池盒数据存储的电池盒数据存储模块及与数控系统主控单元通讯连接的电池盒数字输出输出接口模块,其中,电池盒结构模块为电池盒最终加工后的模型数据,电池盒工艺参数数据库为电池盒加工中工艺参数经验数据库。
44.详细地,生成扫描轮廓数据一方面送入数控系统主控单元,另一方面送入预置电池盒数字孪生结构模型中的电池盒数据存储模块进行数据模拟计算处理,以及进行工艺参数匹配处理后生成加工数据包,然后通过电池盒数字输出输出接口模块将计算结果输出到数控系统主控单元。数控系统主控单元对两种结果进行分析对比,并籍此启动电池盒加工程序。
45.值得注意的是,数控系统主控单元和预置电池盒数字孪生结构模型的虽然都进行了比对但是两者的比对内容范围有所不同,特别是预置电池盒数字孪生结构模型在比对之后还需生成加工数据包,以便具体加工。
46.步骤s105:在完成所述电池盒加工程序之后,则再次启动所述线激光扫描器扫描当前工件获取扫描当前工件数据,并在所述数控系统主控单元中判断所述扫描当前工件数据是否在预设加工精度允差范围内,若是,结束电池盒加工程序。
47.在一些实施方式中,在数控系统主控单元中判断扫描当前工件数据是否在预设加工精度允差范围内之后,还包括如下步骤:
48.若否,则重新执行步骤s101
‑
s105。
49.值得一提的是,本发明实施例中的预设条件和预设加工精度均是基于电池盒的技术参数确认,本发明实施例对此不做限制。
50.本发明实施例基于数字孪生技术并采用线激光扫描器线扫进行电池盒的加工,利用线激光形成面的扫描,得到宽的表面轮廓的点云图像,通过算法识别并得到各待测点坐标,然后计算加工补偿量,再发送给数控系统主控单元及预置电池盒数字孪生结构模型,通过预置电池盒数字孪生结构模型数据存储比对,自动完成电池盒从装夹到加工、到工件加工完成测量、到是否加工完成的自动判读及加工处理,最终得到符合精度要求的电池盒工件。
51.与现有技术相比,本发明实施例一种基于数字孪生的电池盒激光线扫加工的方法具有如下有益效果:
52.本发明实施例一种基于数字孪生的电池盒激光线扫加工的方法通过预置电池盒数字孪生结构模型和线激光扫描器实现了电池盒从装夹、测量到加工精度合格过程全部为自动化过程,自动化程度高,机构简单,不仅提升了加工效率,还在一定程度上提高了工件的精度性。
53.在本技术所提供的几个实施例中,应该理解到,所揭露的系统,模块和方法,可以通过其它的方式实现。例如,以上所描述的模块实施例仅仅是示意性的,例如,所述步骤的划分,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式。另一点,所显示或讨论的相互之间的耦合或直接耦合或通信连接可以是通过一些接口,装置或单元的间接耦合或通信连接,可以是电性,机械或其它的形式。
54.所述作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部单元来实现本实施例方案的目的。
55.本领域普通技术人员可以理解上述实施例的各种方法中的全部或部分步骤是可以通过程序来指令相关的硬件来完成,该程序可以存储于一计算机可读存储介质中,存储
介质可以包括:只读存储器(rom,read only memory)、随机存取存储器(ram,randomaccess memory)、磁盘或光盘等。
56.以上所述仅是本发明的部分实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

