一种基于r
‑
test的五轴机床rtcp参数标定方法
技术领域
1.本发明属于五轴数控机床技术领域,具体涉及一种基于r
‑
test的五轴机床rtcp参数标定方法。
技术背景
2.五轴数控机床用于航空结构件、发动机叶轮和舰艇螺旋推进器等复杂曲面零件的加工,是支撑航空航天、船舶、汽车及能源工程等领域的关键装备。降低五轴机床误差,保证零件的加工误差,一直是五轴数控机床加工领域的诉求。
3.五轴机床rtcp功能为自动补偿由于旋转轴转动导致的直线轴坐标变化,rtcp参数为五轴机床第四轴控制点到第五轴控制点的矢量,rtcp参数直接作用于插补指令生成过程,影响直线轴插补指令计算精度,造成零件轮廓误差。由于机床零部件加工误差以及装配误差,rtcp参数的实际值与设计值不符,且难以在装配过程中消除该误差,只能通过对rtcp参数进行标定,来提高五轴机床加工精度。
4.目前大部分机床厂商通过使用检棒、百分表和方规等方法进行rtcp参数标定。中国专利(cn112008491a,一种基于测头的ca型五轴数控机床rtcp精度标定方法)中,通过在工作台上安装标定校准块,主轴上安装测头,来标定a轴在不同对称角度时数控系统的z坐标,计算出a轴与主轴在y方向以及a轴转动中心与主轴转动平面的误差;在保持a轴为0
°
的情况下,测量同一点位不同c轴角度(0
°
、 180
°
、
±
90
°
)下的坐标,计算出c轴与a轴在x方向与y方向的误差值。该方法主要存在以下不足:1)每次球头碰靠方块的松紧程度难以预测,会对测量结果造成影响;2)利用数控系统坐标值进行计算,计算精度受数控系统直线轴空间精度的影响;3)测量数据量小,测量结果难以代表整个行程的平均水平且该方法效率较低,过程繁琐;4)测量方法与测量流程不具备通用性。
5.另外有中国专利(cn112526926a,一种五轴数控机床旋转轴结构参数误差补偿方法),在rtcp功能开启的情况下,按照预设将五轴数控机床各旋转轴的转动行程均分为多个节点,采集每个节点下刀具中心点相对初始位置在x轴、y轴、z轴三个方向的偏移量;在刀具中心点偏移误差作用下,建立基于刀尖点位置偏差的旋转轴结构参数误差辨识数学模型,得出辨识方程,计算出机床旋转轴结构参数误差。此方法存在如下问题:1)只对a轴采用ak1运动轨迹进行了结构参数计算与补偿,而rtcp参数有三个方向的分量,测量结果不完备,无法对完整的rtcp参数进行补偿;2)采集的刀尖点误差序列是综合误差项,不仅仅包含了机床旋转轴结构误差,测量结果的准确性有待进一步提高。
6.综上,现有技术存在操作繁琐、自动化程度低、效率低下、不具备通用性、需进一步提高准确性等缺点,目前亟需一种具有通用性好、高效、准确、简便的五轴机床rtcp参数标定方法。
技术实现要素:
7.为了克服上述现有技术的缺点,本发明的目的在于提供一种基于r
‑
test的五轴机
床rtcp参数标定方法,具有通用性好、高效、准确、简便的优点。
8.为了达到上述目的,本发明采取的技术方案为:
9.一种基于r
‑
test的五轴机床rtcp参数标定方法,包括以下步骤:
10.1)对影响rtcp参数的误差项进行定义,以机床坐标系为参考,将a轴和c轴看作相互独立的单元,定义第四轴a轴控制点相对于床身在y轴方向和z轴方向的两项位移误差为δy
a
和δz
a
,定义第五轴c轴控制点相对于a轴在x轴方向和y轴方向的两项位移误差为δx
c
和δy
c
;
11.2)基于r
‑
test测量仪,对a轴控制点相对于床身在y轴方向和z轴方向上的误差分量进行测量与计算,采用ayz三轴联动的方法,在a轴行程范围内,以一定角度为间隔进行测量,记录所得n组数据,计算出工件坐标系下球心坐标,采用最小二乘法对n个采样点进行圆拟合,将拟合得到的球心坐标沿法向量投影到yoz平面,得到两项误差;
12.3)基于r
‑
test测量仪,对c轴控制点相对于a轴在x轴方向和y轴方向上的误差分量进行测量与计算,采用cxy三轴联动的方法,在c轴行程范围内,以一定角度为间隔进行测量,记录所得m组数据,计算出工件坐标系下球心坐标,采用最小二乘法对m个采样点进行圆拟合,将拟合得到的球心坐标沿法向量投影到xoy平面,得到两项误差;
13.4)rtcp参数计算,基于a轴控制点相对于床身在y轴方向和z轴方向上的误差分量与c轴控制点相对于a轴在x轴方向和y轴方向上的误差分量,共四项误差分量,进而得出a、c轴控制点坐标分别为(0,δy
a
,δz
a
)、(δx
c
,δy
c
,0),根据rtcp定义,进而得到rtcp参数误差。
14.所述的步骤2)中得到a轴控制点相对于床身在y轴方向和z轴方向上的误差分量的具体过程为;
15.求n个测量点拟合圆圆心,需先建立工件坐标系下位置点的球面方程(1),
16.(x
‑
x0)2 (y
‑
y0)2 (z
‑
z0)2=r2ꢀꢀꢀ
(1)
17.式中,x0,y0,z0为拟合圆圆心坐标,r为拟合圆半径;
18.代入n个测量点坐标,其满足式(2),
[0019][0020]
式中,x
i
,y
i
,z
i
为第i个测试点坐标;
[0021]
计算n个测量点的拟合平面的法向量,建立平面方程如式(3),
[0022]
a
·
x b
·
y c
·
z d=0
ꢀꢀꢀ
(3)
[0023]
式中,a,b,c分别为拟合平面的法向量在x,y,z方向的分量,d为常数;
[0024]
代入n个测量点,计算得到拟合平面法向量,如式(4),
[0025]
[0026]
通过矩阵运算,求解得到空间球心坐标(x0,y0,z0),计算a轴控制点在y轴方向和z轴方向上的位移误差,需要将球心坐标沿拟合平面的法向量投影到yoz平面上,得到投影圆心坐标(x
p
,y
p
,z
p
),如式(5),
[0027][0028]
式中,(x
p
,y
p
,z
p
)为投影圆心坐标;
[0029]
对r
‑
test测得的ayz三轴联动位置点坐标进行圆拟合,求解其拟合圆圆心坐标,并在yoz平面上计算圆心坐标的投影;投影坐标在y轴和z轴方向的分量,即为a轴相对于床身在y轴和z轴方向的位置偏差δy
a
和δz
a
,如式(6),
[0030][0031]
所述的步骤3中得到c轴控制点相对于a轴在x轴方向和y轴方向上的误差分量具体过程为:当c轴转动到每个预设的角度时,需停止转动几秒,采集每个c轴停止点的r
‑
test位移数据,通过转换矩阵,得到工件坐标系下检测球球心的坐标值;
[0032]
r
‑
test测出的位置点构成一个圆形;对所测m个位置点进行圆拟合,求出圆心坐标,圆心坐标在xoy平面上的投影,即cxy三轴联动中c轴控制点的实际位置,该圆心坐标在x轴方向的分量δx
c
和y轴方向的分量δy
c
,即为c轴回转中心的位置偏差,参考公式(1)
‑
(6)中的位移误差计算方法,计算c轴控制点在x轴方向的位移偏差δx
c
和在y轴方向的位移偏差δy
c
如式(7),
[0033][0034]
所述的步骤4中rtcp参数计算具体为:rtcp参数误差δ
rtcp
的计算过程如式(8)所示,
[0035][0036]
本发明具有以下有益效果:
[0037]
本发明基于r
‑
test测量仪,实现对五轴机床rtcp参数的标定,为rtcp补偿提供依据;本发明可以实现自动采集数据,不需要人工操作读数,避免了人为误差的引入;本发明直接求解第四轴与第五轴控制点坐标,进而计算rtcp参数值,方法的几何特征明显,直观,易于检测人员学习并使用;另外,本发明适用于所有机床,操作流程与操作方法具有通用性,可以准确、快速、简便地对rtcp参数进行测量。
附图说明
[0038]
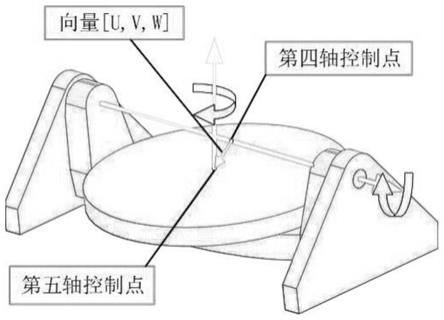
图1为本实施例机床(ac转台)旋转轴rtcp示意图。
[0039]
图2为本发明a轴控制点在y轴方向和z轴方向的误差分量示意图。
[0040]
图3为本发明c轴控制点在x轴方向和y轴方向的误差分量示意图。
[0041]
图4为本发明ayz三轴联动示意图。
[0042]
图5为本发明r
‑
test测量a轴控制点位置偏差示意图。
[0043]
图6为本发明cxy三轴联动示意图。
[0044]
图7为本发明r
‑
test测量c轴控制点位置偏差示意图。
具体实施方式
[0045]
下面结合附图和实施例对本发明做详细描述。
[0046]
一种基于r
‑
test的五轴机床rtcp参数标定方法,包括以下步骤:
[0047]
1)对影响rtcp参数的误差项进行定义,参照图1,图1为本实施例机床第四轴控制点到第五轴控制点的向量,即rtcp参数示意图;第四轴为a轴,第四轴控制点为a轴回转轴线的中心点;第五轴为c轴,第五轴控制点为c轴回转轴线与工作台平面的交点;以机床坐标系为参考,将a轴和c轴看作相互独立的单元;参照图2,将第四轴a轴控制点相对于床身在y轴方向和z轴方向的两项位移误差定义为δy
a
和δz
a
;参照图3,将c轴控制点相对于a轴在x轴方向和y轴方向的两项位移误差定义为δx
c
和δy
c
;
[0048]
2)基于r
‑
test测量仪,对a轴控制点相对于床身在y轴方向和z轴方向上的误差分量进行测量与计算,参照图4,采用ayz三轴联动的方法,保持c轴坐标为0
°
,编写g代码控制a轴转动,数控系统自动插补出y轴和z轴的坐标,在a轴行程范围内,以一定角度为间隔进行测量,采集n组r
‑
test位移数据;将r
‑
test位移数据通过转换矩阵进行变换,得到工件坐标系下的球心坐标;
[0049]
由于a轴回转轴线的位移偏差,r
‑
test测出的位置点构成一个圆形,对n个位置点进行圆拟合,求出圆心坐标,圆心坐标在yoz平面上的投影,即为ayz三轴联动中,a轴控制点的实际位置,该圆心坐标在y轴方向的分量δy
a
和z轴方向的分量δz
a
,即为a轴回转中心的位置偏差,如图5所示;
[0050]
求n个测量点拟合圆圆心,需先建立工件坐标系下位置点的球面方程(1),
[0051]
(x
‑
x0)2 (y
‑
y0)2 (z
‑
z0)2=r2ꢀꢀꢀ
(1)
[0052]
式中,x0,y0,z0为拟合圆圆心坐标,r为拟合圆半径;
[0053]
代入n个测量点坐标,其满足式(2),
[0054][0055]
式中,x
i
,y
i
,z
i
为第i个测试点坐标;
[0056]
计算n个测量点的拟合平面的法向量,建立平面方程如式(3),
[0057]
a
·
x b
·
y c
·
z d=0
ꢀꢀꢀ
(3)
[0058]
式中,a,b,c分别为拟合平面的法向量在x,y,z方向的分量,d为常数;
[0059]
代入n个测量点,计算得到拟合平面法向量,如式(4),
[0060][0061]
通过矩阵运算,求解得到空间球心坐标(x0,y0,z0),计算a轴控制点在y轴方向和z轴方向上的位移误差,需要将球心坐标沿拟合平面的法向量投影到yoz平面上,得到投影圆心坐标(x
p
,y
p
,z
p
),如式(5),
[0062][0063]
式中,(x
p
,y
p
,z
p
)为投影圆心坐标;
[0064]
通过上述方法,对r
‑
test测得的ayz三轴联动位置点坐标进行圆拟合,求解其拟合圆圆心坐标,并在yoz平面上计算圆心坐标的投影;投影坐标在y轴和z轴方向的分量,即为a轴相对于床身在y轴和z轴方向的位置偏差δy
a
和δz
a
,如式(6),
[0065][0066]
3)基于r
‑
test测量仪,对c轴控制点相对于a轴在x轴和y轴方向上的误差分量进行测量与计算,采用cxy三轴联动的方法,标定旋转轴c轴控制点相对于a轴在x轴方向和y轴方向上的位置误差;在数控系统中开启机床rtcp功能,编写g代码控制c轴转动,此时数控系统自动插补出x轴和y轴的位置,其运动过程如图6所示;在c轴行程范围内,以一定角度为间隔进行测量,当c轴转动到每个预设的角度时,需停止转动几秒,采集每个c轴停止点的r
‑
test位移数据,通过转换矩阵,得到工件坐标系下检测球球心的坐标值;
[0067]
由于c轴回转轴线的位移偏差,r
‑
test测出的位置点构成一个圆形;对所测m个位置点进行圆拟合,求出圆心坐标,圆心坐标在xoy平面上的投影,即cxy三轴联动中c轴控制点的实际位置,该圆心坐标在x轴方向的分量δx
c
和y轴方向的分量δy
c
,即为c轴回转中心的位置偏差,如图7所示;参考公式(1)
‑
(6)中的位移误差计算方法,计算c轴控制点在x轴方向的位移偏差δx
c
和在y轴方向的位移偏差δy
c
如式(7),
[0068][0069]
4)rtcp参数计算,通过使用r
‑
test对a轴相对于床身在y轴方向和z轴方向的位置偏差,以及c轴相对于a轴在x轴方向和y轴方向的位置偏差进行了测量,得到了四项误差分
量,进而得出a轴、c轴控制点坐标分别为(0,δy
a
,δz
a
)、(δx
c
,δy
c
,0),根据rtcp定义,进而得到rtcp参数误差,rtcp参数误差δ
rtcp
的计算过程如式(8)所示,
[0070]
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

