一种flex
‑
nc控制系统
技术领域
1.本发明涉及fanuc系统技术领域,具体为一种flex
‑
nc控制系统。
背景技术:
2.fanuc系统是数控机床车间里常见的数控机床程序,其操作面板简洁易懂,
3.柔性库加工简称fms,是一组数控机床和其他自动化的工艺设备,由计算机信息控制系统和物料自动储运系统有机结合的整体,柔性制造系统由加工、物流、信息流三个子系统组成,
4.belong柔性库是专为汽车子总成生产而设计的工艺解决方案,柔性库允许垂直,存放工具,从而缩减储存区的占用空间,工装夹具在滑车和存储装置之间转移,滑车可以相,同方式自由接收另一工装夹具,一个水平滑车用于水平工装夹具更换,一个升降滑车用于垂直工装夹具更换,双层柔性库可满足四种车型,还可加至三层以容纳六种车型,柔性库可用作独立工作单元,接收零件并传送到车间物流部;也可与其他单元组合形成生产线,柔性库有多种尺寸可供选择,部件包括存储框架、垂直升降装置(驱动装置和升降杆梁)以及相应尺寸的工装夹具。
5.目前使用的柔性库flex
‑
nc控制系统,无法实现插补及同步运动功能,带有移动面板进行点位示教,以及程序修改等功能,且电机在关机重启后零点会丢失,位置信息在修改程序,或初始化时会丢失。
技术实现要素:
6.本发明提供的发明目的在于提供一种flex
‑
nc控制系统,解决上述背景技术中的问题。
7.为实现以上目的,本发明通过以下技术方案予以实现一种flex
‑
nc控制系统,包括:
8.伺服放大器,是用来控制伺服电机的一种控制器,其作用类似于变频器作用于普通交流马达,属于伺服系统的一部分,主要应用于高精度的定位系统;
9.hmi显示,hmi为人机接口,人机界面系统和用户之间进行交互和信息交换的媒介,它实现信息的内部形式与人类可以接受形式之间的转换,凡参与人机信息交流的领域都存在着人机界面;
10.示教器,示教器又叫示教编程器是机器人控制系统的核心部件,是一个用来注册和存储机械运动或处理记忆的设备,该设备是由电子系统或计算机系统执行的;
11.处理器,中央处理器,是电子计算机的主要设备之一,电脑中的核心配件,其功能主要是解释计算机指令以及处理计算机软件中的数据,电脑中所有操作都由处理器负责读取指令,对指令译码并执行指令的核心部件;
12.安全模块,用于对电源进行控制和保护;
13.i/o模块,是工业级远程采集与控制模块,该模块提供了无源节点的开关量输入采
集,继电器输出,高频计数器等功能;
14.i/o link总线模块,是一种工业数据总线,是自动化领域中底层数据通信网络;
15.电动机,动力输出设备;
16.伺服电机,用于高精度移动动力输出;
17.所述伺服放大器的输出端通过fssb总线与hmi显示的输入端信号连接,所述伺服放大器的输出端与伺服电机的输入端信号连接,所述hmi显示的输出端通过profinet总线与处理器的输入端信号连接,所述安全模块的输出端通过profisafe总线与处理器的输入端信号连接。
18.进一步的,所述伺服放大器包括电源模块,所述伺服放大器还用于对伺服的供电功能。
19.进一步的,所述伺服放大器还包括主轴放大器模块和伺服放大器模块。
20.进一步的,所述电源模块、主轴放大器模块和伺服放大器模块的输出端与输入端依次相互信号连接。
21.进一步的,所述安全模块的输出端与i/o模块的输入端信号连接。
22.进一步的,所述i/o模块的输出端与i/o link总线模块的输入端信号连接
23.进一步的,所述i/o link总线模块的输出端与电动机的输入端信号连接。
24.进一步的,所述hmi显示的输出端通过enternet总线与示教器的输入端信号连接。
25.进一步的,所述电源模块的输入端与外部电源供给装置电性连接。
26.进一步的,所述电源模块的输入端与外部电源急停触发模块电性连接。
27.本发明提供了一种flex
‑
nc控制系统。具备以下有益效果:
28.该flex
‑
nc控制系统,采用fanuc cnc mf plus作为系统控制,控制7轴以上运动机构,实现flex
‑
nc系统整体流程控制,整体采用profinet网络通信,安全采用et200sp进行交互,伺服系统采用ai
‑
sv80系列,能实现插补及同步运动功能,带有移动面板进行点位示教,以及程序修改等功能,电机在关机重启后零点不会丢失,位置信息在修改程序,或初始化时不会丢失,整体设计进线功率不大于55kw,380v50hz电源。
附图说明
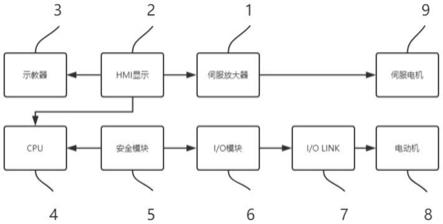
29.图1为本发明一种flex
‑
nc控制系统的总系统图;
30.图2为本发明一种flex
‑
nc控制系统的伺服放大器的示意图;
31.图3为本发明一种flex
‑
nc控制系统硬件架构的示意图;
32.图4为本发明一种flex
‑
nc控制系统信号交互及地址分配的示意图。
33.图中:1、伺服放大器;2、hmi显示;3、示教器;4、处理器;5、安全模块;6、i/o模块;7、i/o link总线模块;8、电动机;9、伺服电机。
具体实施方式
34.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
35.所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨
在用于解释本发明,而不能理解为对本发明的限制。
36.下面结合附图与实施例对本发明作进一步说明:
37.请参阅图1
‑
4,本发明提供一种技术方案:一种flex
‑
nc控制系统,包括:
38.伺服放大器1,是用来控制伺服电机9的一种控制器,其作用类似于变频器作用于普通交流马达,属于伺服系统的一部分,主要应用于高精度的定位系统;
39.hmi显示2,hmi为人机接口,人机界面系统和用户之间进行交互和信息交换的媒介,它实现信息的内部形式与人类可以接受形式之间的转换,凡参与人机信息交流的领域都存在着人机界面;
40.示教器3,示教器3又叫示教编程器是机器人控制系统的核心部件,是一个用来注册和存储机械运动或处理记忆的设备,该设备是由电子系统或计算机系统执行的;
41.处理器4,中央处理器,是电子计算机的主要设备之一,电脑中的核心配件,其功能主要是解释计算机指令以及处理计算机软件中的数据,电脑中所有操作都由处理器4负责读取指令,对指令译码并执行指令的核心部件;
42.安全模块5,用于对电源进行控制和保护;
43.i/o模块6,是工业级远程采集与控制模块,该模块提供了无源节点的开关量输入采集,继电器输出,高频计数器等功能;
44.i/o link总线模块7,是一种工业数据总线,是自动化领域中底层数据通信网络;
45.电动机8,动力输出设备;
46.伺服电机9,用于高精度移动动力输出;
47.伺服放大器1的输出端通过fssb总线与hmi显示2的输入端信号连接,伺服放大器1的输出端与伺服电机9的输入端信号连接,hmi显示2的输出端通过profinet总线与处理器4的输入端信号连接,安全模块5的输出端通过profisafe总线与处理器4的输入端信号连接,通过伺服放大器1,可以实现对伺服的稳定控制,提高驱动精度,采用fanuc cnc作为系统控制,控制7轴以上运动机构,实现flex
‑
nc系统整体流程控制,fanuc cnc控制软件由发那科公司开发,于出厂前装入cnc,机床生产厂和最终用户都不能修改cnc控制软,pmc(programmable machine controller)是为机床控制而制作的,装在cnc内部的顺序控制器,整体采用profinet网络通信,安全采用et200sp进行交互,伺服系统采用ai
‑
sv80系列,能实现插补及同步运动功能,带有移动面板进行点位示教,以及程序修改等功能,cnc与主站plc实现安全信号交互,采用et200sp模块,点对点处理安全信号,cnc与主站plc相连接采用快速以太网板卡(选项profinet),作为从站使用,cnc做主站与外围设备交互采用profinet通讯,与阀岛,现场级io模块进行通讯。
48.具体的,伺服放大器1包括电源模块,伺服放大器1还用于对伺服的供电功能。
49.具体的,伺服放大器1还包括主轴放大器模块和伺服放大器模块。
50.具体的,电源模块、主轴放大器模块和伺服放大器模块的输出端与输入端依次相互信号连接,电机在关机重启后零点不会丢失,通过主轴放大器的一端与位置编码器信号连接,协助主轴电动机8控制,其中一个伺服放大器相互通过光栅连接,随后连接到光栅接口板上,其中一个伺服放大器模块需要额外连接到绝对编码器,进行协助编码控制。
51.具体的,安全模块5的输出端与i/o模块6的输入端信号连接。
52.具体的,i/o模块6的输出端与i/o link总线模块7的输入端信号连接
53.具体的,i/o link总线模块7的输出端与电动机8的输入端信号连接。
54.具体的,hmi显示2的输出端通过enternet总线与示教器3的输入端信号连接。
55.具体的,电源模块的输入端与外部电源供给装置电性连接,位置信息在修改程序,或初始化时不会丢失,整体设计进线功率不大于55kw,380v50hz电源。
56.具体的,电源模块的输入端与外部电源急停触发模块电性连接,方便在紧急情况下对电源进行关停,且实际的应用过程中,外部电源供给装置通过两个断路器给主轴电动机8进行电性连接,主电源通过断路器分别连接电磁接触器和电抗器,电磁接触器的一端连接电源,与电源模块电性连接,协助外部电源急停触发模块,实现关停的功能。
57.使用时,通过伺服放大器1,可以实现对伺服的稳定控制,提高驱动精度,采用fanuc cnc作为系统控制,控制7轴以上运动机构,实现flex
‑
nc系统整体流程控制,fanuc cnc控制软件由发那科公司开发,于出厂前装入cnc,机床生产厂和最终用户都不能修改cnc控制软,pmc(programmable machine controller)是为机床控制而制作的,装在cnc内部的顺序控制器,整体采用profinet网络通信,安全采用et200sp进行交互,伺服系统采用ai
‑
sv80系列,能实现插补及同步运动功能,带有移动面板进行点位示教,以及程序修改等功能,cnc与主站plc实现安全信号交互,采用et200sp模块,点对点处理安全信号,cnc与主站plc相连接采用快速以太网板卡(选项profinet),作为从站使用,cnc做主站与外围设备交互采用profinet通讯,与阀岛,现场级io模块进行通讯,且实际的应用过程中,外部电源供给装置通过两个断路器给主轴电动机8进行电性连接,主电源通过断路器分别连接电磁接触器和电抗器,电磁接触器的一端连接电源,与电源模块电性连接,协助外部电源急停触发模块,实现关停的功能。
58.以上的仅是本发明的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

