1.本发明涉及一种方法和一种装置、特别是用于确定和预测含纤维的幅材制品中的已经发生或即将发生的幅材撕裂的位置的方法和装置。本发明还涉及一种计算机程序产品和一种工业设施。
背景技术:
2.用于生产和/或加工含纤维的幅材制品的工业设施例如是造纸机或印刷机。在含纤维的幅材制品的制造或加工中,总是出现含纤维的幅材制品的再次撕裂,即所谓的幅材撕裂。
3.在幅材撕裂后,通常必须停止和维修工业设施。
4.为了使工业设施停止的时间尽可能短,知道在工业设施中幅材撕裂的位置是有利的。
5.此外,首先完全不发生这种幅材撕裂看起来是有利的。
技术实现要素:
6.因此,本发明的目的是避免或至少缩短在工业设施中的停机时间。
7.该目的通过根据权利要求1的方法实现。该目的还通过根据权利要求15的装置实现。此外,该目的通过根据权利要求16的计算机程序和根据权利要求17的工业设施来实现。
8.本发明的有利设计方案是从属权利要求的内容。
9.该方法尤其用于确定和预测在工业设施中的含纤维的幅材制品的已经发生或即将发生的幅材撕裂的位置,其中,该工业设施具有多个辊,其中,这些辊被设置用于在工业设施中输送含纤维的幅材制品,其中,该方法至少包括以下第一步骤:
10.‑
提供和可选地存储参数,其中,将相应的参数分别与至少一个辊相关联;
11.‑
检查参数在时间曲线中是否对应能预设的分布、特别是正态分布;
12.‑
如果相应的参数的时间曲线对应能预设的分布,则检查另外的参数的分布;
13.‑
如果另外的参数的时间曲线不对应能预设的分布,则检查参数的时间曲线的第一偏差。
14.在该方法的范畴中,有利地根据与能预设的分布的差异检查参数。有利地,根据关于能预设的分布的差异反复周期性地检查相应参数。
15.有利地由传感器或探测器得出参数。参数也能够由用于相应的马达的控制装置提供。
16.参数有利地以时间序列的形式存储在数据存储器中。能够在本地构造数据存储器或将数据存储器分配给非中心的计算单元、例如云。
17.有利地确定描述辊的(旋转)运动的参数。例如,参数是相应的辊的转速、是马达必须施加的用以旋转辊的转矩和/或是相应的辊的位置,只要辊在该位置处能够移动。
18.参数分别有利地作为时间序列被存储。
19.能预设的分布能够是高斯分布或其他统计上的正态分布。
20.在该方法中,参数分别有利地与时间戳一起被存储。能够通过相应的时间戳将参数作为时间序列相互比较。
21.通常,相应的参数(如马达的转速或转矩)会施加噪声。噪声表示相应参数的值作为时间的函数而波动。然而,该波动使得这些值根据正态分布、特别是高斯分布围绕平均值波动。因此进行检查,相应参数的波动是否保持在该分布的范畴中。
22.有利地检查所有提供的参数的能预设的分布。通过该检查能够确定是否由于即将发生的或已经发生的幅材撕裂而出现波动,或者是否在能预设的分布的范畴中存在“正常”波动。
23.如果参数、特别是参数的时间曲线与能预设的分布偏离,则进一步检查参数的第一偏差。
24.能够检查其的时间曲线不表现为根据能预设的分布的参数的第二偏差。第二偏差例如是在相应参数的时间曲线中的峰值。在此,在关于参数与该参数的时间上的平均值的第二偏差方面,能够检查相应参数的时间曲线。替代地或附加地,第一偏差能够是在分别两个参数之间的变化的差异。
25.特别地,进行相应参数的时间上的变化的检查。
26.当识别出参数的偏差时,有利地配置分配给相应的参数的辊。通过辊的得出,能够经由相应得出的辊的位置快速和可靠地确定在工业设施中幅材撕裂的位置。
27.如果第一偏差超过边界值,则能够得出即将发生或已经发生的幅材撕裂。
28.借助该方法,能够以特别有效的方式针对偏差检查大量参数。因此,在含纤维的幅材制品的幅材撕裂的情况下,能够快速且可靠地确定幅材撕裂的位置。
29.该方法有利地在工业设施的运行期间进行并且至少不定期地检查所得出的参数。因此,能够快速并可靠地得出参数的第一偏差。所识别的第一偏差有利地形成用于识别在工业设施中即将发生的幅材撕裂的基础。
30.在本发明的一个有利的设计方案中,该方法包括以下第二步骤:
31.‑
确定至少一个参数的第二偏差或确定相应的参数的时间上的变化;
32.‑
将相应的参数和/或相应的参数的相应的时间上的变化分别与能预设的边界值比较;
33.‑
其中,借助于自学习算法识别第二偏差和/或将第二偏差分配给针对含纤维的幅材制品的已经发生或即将发生的幅材撕裂的至少一个辊。
34.有利地进行第一步骤和第二步骤,以用于确定已经发生或即将发生的幅材撕裂的位置。
35.有利地针对第一偏差检查相应参数,其中,通过与能预设的分布的对比,相应的参数不必需作为用于确定幅材撕裂的位置重要的参数来示出。
36.因此,第二偏差也能够是超出相应参数的一般波动的相应参数的偏差。
37.第二偏差例如是从相应的参数的时间的平均值超越参数的小的波动宽度的相应参数的偏差。此外,第一和第二偏差的标准能够是,使得对于至少一个持续时间相应参数示出了相应参数的时间上的平均值的偏差。这种持续时间优选持续1毫秒至1秒。
38.边界值用于决定,参数是否具有与时间上的平均值的偏离。边界值能够是相应的参数的1%至10%。
39.当参数超过持续时间时,能够检测相应的参数的第二偏差。
40.通常将工业设施的辊与参数相关联。因为通常工业设施中相应辊的位置是已知的,所以能够快速且可靠地进行含纤维的幅材制品的即将发生的或已经发生的幅材撕裂的分配。
41.借助自学习算法有利地进行第二偏差的识别。优选地,也能够借助自学习算法识别第一偏差。
42.自学习算法能够优选地提供偏差持续的持续时间,以便不被归类为随机的偏差/噪声。替代地或附加地,能够借助于自学习算法适配能预设的分布。
43.有利地,自学习算法借助于相应提供的参数、相应的得出的偏差以及借助于已经发生的幅材撕裂的信息来学习。
44.神经网络、支持向量机器或其他的、基于人工智能(人工智能(ki))的算法、特别是随机森林树,适合作为自学习算法。有利地能够设置受监控和不受监控的自学习算法。
45.自学习算法优选地构造用于在相应的参数中找出与工业设施的正常运转所不同的异常。
46.将相应的参数的时间序列有利地提供给自学习算法。根据时间序列,自学习算法得出第一偏差和/或第二偏差。将相应辊的相应行为与参数的相应偏差相关联。
47.尤其在自学习算法的帮助下,这种方法能够在很大程度上自主运行,从而能够减轻工业设施的操作员的负担。
48.在本发明的另一个有利的设计方案中,利用第一步骤得出相应的参数的第一偏差并且借助于第二步骤得出第二偏差,其中,借助于第一偏差确定已经发生或即将发生的幅材撕裂的第一位置并且其中,借助于第二偏差确定已经发生或即将发生的幅材撕裂的第二位置,其中,在第一位置与第二位置一致时,向用户显示相应的位置。
49.有利地,根据相同的参数,进行第一步骤和第二方法步骤。有利地,在计算机程序的第一部分中进行第一步骤并且在计算机程序的第二部分中进行第二步骤。
50.只要第一步骤和第二步骤分别确定不同的辊或已经发生或即将发生的幅材撕裂的不同位置,则能够为自学习算法提供幅材撕裂的实际位置。该提供以改进自学习算法的学习的目的来实现。
51.通过改进的自学习算法,能够减少幅材撕裂的不同位置。
52.只要含纤维的幅材制品的即将发生的或已经发生的幅材撕裂的位置一致,那么该位置就能够显示给工业设施的操作员。
53.在本发明的另一个有利的设计方案中,如果已经发生的幅材撕裂的第一位置和第二位置不同,则优选地借助于视觉监控确定幅材撕裂的位置,其中,将已经发生的幅材撕裂的得出的位置提供给自学习算法,使得根据已经发生的幅材撕裂的位置改进自学习算法。
54.能够借助于指向含纤维的幅材制品的一个或多个摄像模块或其他传感器进行视觉监控。
55.替代地或附加地,能够通过操作员进行视觉监控。
56.通过视觉监控得出的幅材撕裂的位置有利地提供给自学习算法,以便改进对即将
发生的或已经发生的幅材撕裂的位置的得出。特别地,能够针对第一和/或第二偏差改进边界值的有利高度。
57.通过反馈幅材撕裂的视觉得出的位置的信息,能够改进自学习算法。
58.在本发明的另一个有利的设计方案中,将参数、已经发生的幅材撕裂的得出的位置和/或分别确定的第一和/或第二偏差提供给自学习算法。
59.有利地,将所有参数以时间序列的形式提供给自学习算法。
60.优选地,仅将不对应能预设分布的参数提供给自学习算法。
61.不对应能预设分布的参数有利地作为时间序列提供给自学习算法。
62.通过将相应的参数和相应的幅材撕裂的信息与参数进行比较,自学习算法能够快速且有效地学习。通过有效的学习的算法,能够快速且可靠地确定即将发生的或已经发生的幅材撕裂的位置。
63.在本发明的另一个有利的设计方案中,为了确定即将发生的幅材撕裂,第一步骤和/或第二步骤重复进行、特别是周期性地进行。
64.特别地,为了在工业设施的运行期间识别含纤维的幅材制品的即将发生的幅材撕裂,有利地借助于第一和/或第二步骤持续检查所得出和提供的参数。
65.有利地,针对能预设的分布重复检查所有参数。借助第一和第二步骤有利地实现参数的检查。
66.只要工业设施在运行中,优选周期性地反复实施第一和/或第二步骤。
67.通过持续监控相应的参数,能够有利地有效识别即将发生的幅材撕裂。
68.在已经发生的幅材撕裂中,通过随后对参数的分析,能够得出幅材撕裂的准确位置。
69.在本发明的另一个有利的设计方案中,为了确定已经发生的幅材撕裂的位置,在已经发生的幅材撕裂之后执行第一步骤和/或第二步骤。
70.替代或者附加于在工业设施的运行时间期间的监控,在幅材撕裂的情况下,在幅材撕裂之前的时间范围中进行参数的分开的检查。利用第一步骤和/或第二步骤进行分开的检查。
71.有利地,利用对于已经发生的幅材撕裂的精准的检查,能够提高自学习算法的效率。
72.在本发明的另一个有利的设计方案中,针对第一偏差检查在时间范围中相应存储的参数,其中,该时间范围直接布置在已经发生的幅材撕裂之前。
73.时间范围能够是1至10分钟。
74.有利地在时间范围内进行参数的检查,其中,该时间范围的结尾有利地与幅材撕裂同时发生。
75.优选地利用第一步骤和/或第二步骤进行检查。第一步骤和第二步骤能够并行运行。
76.通过仅在已经发生的幅材撕裂之前的时间范围内检查相应参数,有利地节省了计算功率。
77.在本发明的另一个有利的设计方案中,根据相应的参数分别与相应参数的时间上的平均值之差来确定相应的参数的偏差。
78.相应参数的时间上的平均值能够通过在运行时间上对参数进行积分然后除以运行时间来确定。
79.通常,在工业设施运行期间,诸如辊的转速的参数在很大程度上是恒定的。因此,与恒定值(恒定值能够通过参数时间上的平均值来确定)的偏差表明即将发生的幅材撕裂。偏差也能够通过纸张类型的转变或工业设施的运行模式的转变而引起。在这里描述的方法的范畴中应该有利地考虑到这一点。
80.或者,多个参数共同增加。例如,相邻的辊能够分别假定共同的较高转速,而不会增加辊之间幅材撕裂的风险。通过考虑将幅材张力作为参数能够避免这样的问题。
81.通过考虑相应的参数与参数的时间上的平均值的偏差,能够快速且容易地确定辊或配属驱动装置的故障。
82.在本发明的另一个有利的设计方案中,将相应的参数分配给多个辊,其中,相应的参数分别映射相邻的辊的运动。
83.这种参数能够是在两个相邻的辊之间的含纤维的幅材制品的幅材张力。幅材张力能够分别与相邻的辊的转速差成比例。
84.通过考虑描述例如辊的运动差异的参数,能够特别容易地得出偏差。
85.在本发明的另一个有利的设计方案中,根据在已经发生的幅材撕裂之前的时间范围中的相应的参数与在工业设施的正常运行期间的时间范围中的相应的参数的比较来进行自学习算法的学习。
86.在该设计方案中,在工业设施的正常运行期间,有利地确定相应的参数的分布和/或时间上的平均值。
87.为了改进该方法,在幅材撕裂之前的时间范围内,能够将相应参数的时间曲线与时间上的平均值相比较。
88.通过这种设计方案实现了自学习算法的快速且有效的学习。
89.在本发明的另一个有利的设计方案中,相应的参数是:
90.‑
相应的辊或与相应的辊耦合的马达的转速或转矩;
91.‑
在第一辊和第二辊之间的含纤维的幅材制品的幅材张力;
92.‑
两个辊的转速的差;
93.‑
与相应的辊耦合的马达的供电电流或供电电流的频率;
94.‑
相应的马达的调节参数。
95.有利地,考虑在含纤维的幅材制品的运输的范畴中分别相邻的辊。
96.幅材张力能够由相应的辊的转速的差来确定,应该在这两个辊之间确定幅材张力。
97.优选地,附加地借助于拉伸测量盒来确定幅材张力,其中,该拉伸测量盒被构造用于作为含纤维的幅材制品的幅材张力的传感器。
98.在本发明的另一个有利的设计方案中,仅在已经发生的幅材撕裂之后确定第二偏差,其中,重复地、优选周期性地重复地确定第一偏差。
99.第一偏差优选用于确定相应参数与参数的时间上的平均值的短期偏差。第一偏差不一定会导致幅材撕裂。然而,参数与时间上的平均值的第一偏差能够提高幅材撕裂的可能性。因此,在工业设施的运行期间进行用于确定第一偏差的第一步骤。有利地进行第二偏
差的确定,以便预测即将发生的幅材撕裂。
100.有利地,第二偏差的确定用于确定相应参数与参数的时间上的平均值的长期偏差。第二偏差通常是幅材撕裂的指标。通过确定参数中的第二偏差,能够根据该参数确定分配给该参数的辊。根据在工业设施中的相应辊的位置,能够容易地确定幅材撕裂的位置。
101.在本发明的另一个有利的设计方案中,将至少一个第一辊分配给第一组,其中,将至少一个第二辊分配给第二组,
102.‑
其中,确定至少一个第一辊的参数的第一和/或第二偏差;
103.‑
其中,确定至少一个第二辊的参数的第一和/或第二偏差;
104.‑
和/或其中,确定至少一个第一辊的参数距至少一个第二辊的第一和/或第二偏差。
105.优选地,干燥单元的辊组合成组。在相应组中的辊通常具有基本相同的转速或基本相同的转矩。
106.通常,含纤维的幅材制品的幅材撕裂发生在辊的相应组之外的位置处。关于造纸机,组有利地分别代表干燥部,其中,含纤维的幅材制品穿过多个这样的干燥部,直到缠绕装置将含纤维的幅材制品缠绕到辊上。
107.有利地,将辊组合为一个组,其中,该辊的组在第一步骤和/或第二步骤的第一次运行中被视为单个辊,即将参数分配给相应的组。
108.组中辊的组合,其中,在相应组中的辊表现出基本相同的行为,显著地减少了用于确定第一和第二偏差的工作量。
109.该装置特别用于确定在工业设施中的含纤维的幅材制品的已经发生的或即将发生的幅材撕裂。该装置包括:
110.‑
参数的检测构件,其中,相应的参数被构造用于描述至少一个辊的运动;
111.‑
用于显示即将发生的或已经发生的幅材撕裂的显示器;
112.其中,为装置分配计算单元,其中,借助于根据前面所述的方法,能够实施计算单元以用于确定即将发生的或已经发生的幅材撕裂的位置。
113.该装置有利地构造作为工业设施、特别是作为造纸机的一部分的控制装置。
114.用于参数的检测构件例如构造为用于确定转矩的传感器、用于确定转速的探测器、用于确定含纤维的幅材制品的幅材张力的传感器、尤其作为拉伸测量盒。
115.替代地或附加地,检测构件能够是用于检测转速的接口,其中,将该接口分配给相应马达的电源。
116.此外,接口能够是用于提供给相应的马达的电压或电流的传感器。
117.显示器能够被构造为屏幕,其中,该屏幕优选地分配给控制站。
118.显示器有利地与计算单元连接,其中,计算单元构造用于执行第一步骤和/或第二步骤。计算单元能够构造作为边缘设备或非中心式服务器。
119.有利的是,进行工业设施的映像的显示,其中,标记出辊和辊的位置。通过标记相应的辊或者标记在已经发生的或即将发生的幅材撕裂的辊处或辊之间的相应的辊,能够一目了然地得出已经发生或即将发生的幅材撕裂的位置。
120.计算机程序产品设置用于在计算单元上运行,其中,该计算机程序产品构造用于当在计算单元上运行时执行上述方法。
121.计算机程序产品能够有利地转移到计算单元的工作存储器中并且能够从那里借助至少一个中央处理器(cpu)执行。计算机程序产品能够有利地存储在诸如u盘、硬盘或紧凑型光盘只读存储器/数字多用光盘只读存储器(cd
‑
rom/dvd
‑
rom)的数据存储器上并且能够从那里调用或安装到计算单元上。
122.计算机程序有利地具有用于相应参数的至少一个输入接口。此外,计算机程序产品有利地包括用于提供即将发生的或已经发生的幅材撕裂的位置的输出接口。
123.此外,该计算机程序有利地包括用于与数据存储器连接的接口,以用于存储参数和/或用于读入相应的参数。这些参数有利地存储在数据库中。
124.工业设施优选构造地为造纸机或造纸机的干燥部。工业设施有利地包括如上所述的设备。
附图说明
125.下面根据附图更详细地描述和解释本发明。图中所示的特征能够组合以形成本发明的新的实施方式。实施方式仅是示例性的并且不限于本发明。
126.图中示出:
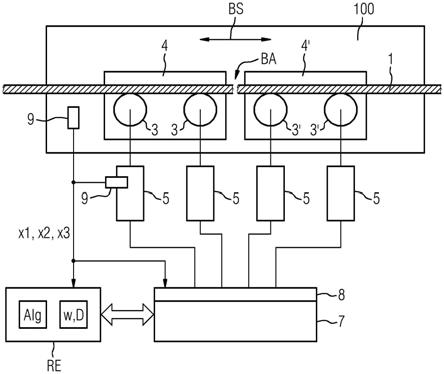
127.图1示出了示例性工业设施,
128.图2示出了示意性方法,
129.图3示出了另外的示例性方法,
130.图4示出了另外的示例性方法,
131.图5示出了参数的时间序列。
具体实施方式
132.图1示出了示例性的工业设施100。该设施包括辊3、3`,其中,辊3、3`构造用于输送含纤维的幅材制品1、特别是纸幅。将马达5分别分配给相应的辊3、3`。马达5用于旋转运动分别分配的辊3、3`的。传感器9用于确定参数x1、x2、x3,例如转速w、辊3、3`的转矩d或含纤维的幅材制品1的幅材张力bs。相应的检测构件9能够构造作为探测器或传感器。能够将检测构件分配给辊3、3`或马达5。
133.此处示出的工业设施包括第一辊3,其中,将第一辊在第一组4中组合。此外,这里所示的工业设施100包括第二辊3`,其中,将第二辊3`分配给第二组4。
134.第一辊有利地具有与参数x1、x2、x3基本相同的值。因此,在分别相邻的第一辊3与第二辊3`之间进行含纤维的幅材制品1的幅材撕裂ba。
135.马达5分别与电源8连接。电源8有利地构造作为变频器。电源8与控制装置7耦合。控制装置用于控制和/或调节转矩d、相应辊3、3`的转速w。
136.控制装置7分配有计算单元re。计算单元包括用于接收参数x1、x2、x3的界面。有利地,根据参数x1、x2、x3将相应的辊3、3`的转速w和/或相应的辊3、3`的转矩d存储在计算单元re中。替代地或附加地,将另外的计算单元分配给计算单元re。另外的计算单元优选构造为云,并且用于收集作为时间序列a、b、c存储的参数x1、x2、x3。
137.优选地,自学习算法a安装在计算单元re上。另外的计算单元优选地用于自学习算法alg的学习。
138.参数x1、x2、x3能够是借助于传感器9检测的转矩d、转速w和/或幅材张力bs。
139.有利地,将转矩d和/或转速w提供给相应的马达的电源。
140.参数x1、x2、x3也能够是控制变量和/或调节变量,例如由控制装置7提供该参数。
141.图2示出了示例性方法。该示例性方法用于确定含纤维的幅材制品1的幅材撕裂ba的位置。
142.在第一步骤v101中,检测参数x1、x2、x3、特别是相应的辊3、3`的转速w和转矩d。幅材张力bs可选地分别根据两个相邻的辊3、3`的转速w来确定。可选地,幅材张力bs或其他参数x1、x2、x3作为时间序列a、b、c来存储。
143.在第二方法步骤v201中,确定第一偏差δ1和/或第二偏差δ2。借助第一步骤(v102、
…
、v702)确定第一偏差δ1。借助第二步骤(v103、
…
、v603)确定第二偏差δ2。
144.有利地,第一步骤(v102、
…
、v702)和第二步骤(v103、
…
、v603)共同进行,以便确定已经发生或即将发生的幅材撕裂的位置。
145.例如,第一和第二偏差δ1、δ2是幅材张力bs的值与平均幅材张力<bs>的差。相应的偏差δ1、δ2也能够是两个转速w的差,特别是第一辊3的转速w与第二辊3`的转速w的差。替代地,偏差δ能够是第一辊3和第二辊3`的转矩d的差。
146.在第三方法步骤v301中,有利地根据至少一个偏差δ1、δ2确定幅材撕裂ba的位置。
147.优选地,借助显示器向用户显示幅材撕裂ba的位置。显示器有利地构造为移动的,例如作为平板电脑或手持设备。
148.图3示出了另一个示例性方法。另一个示例性方法优选用于预测已经发生或即将发生的幅材撕裂ba的位置。
149.在此示出的方法中实施第一步骤(v102、
…
、v702)。
150.在第一步骤v102中,由工业设施100检测参数x1、x2、x3。参数x1、x2、x3的检测有利地通过传感器9实现。借助参数x1、x2、x3分别描述工业设施100中的相应的辊3、3`的运动。有利地,以时间序列a、b、c的形式存储参数x1、x2、x3。有利地在数据库中进行存储,该数据库存储在另外的计算单元、特别是云上。
151.在第二步骤v202中检查,究竟是否参数x1、x2、x3自身已经改变。如果参数x1、x2、x3没有改变,则选择新的参数x1、x2、x3并检查变化。这尤其是一项测试,测试相应参数x1、x2、x3是否对应能预设分布vert。
152.至今所选择的参数x1、x2、x3在第三步骤v302中被丢弃。
153.替代地或附加地,在第二步骤v202中,能够检查参数x1、x2、x3,相应的参数x1、x2、x3是否对应能预设的分布、例如高斯正态分布。因此,能够考虑相应参数x1、x2、x3的自然的波动。
154.在丢弃相应的参数x1、x2、x3时,借助第二步骤v202检查另外的参数x1、x2、x3。
155.在第四步骤v402中,针对第一偏差δ1,检查已经随时间t改变和/或不对应能预设分布的参数x1、x2、x3,并且确定和存储第一偏差δ1。
156.在第五步骤v502中检查,是否在组4、4`中的多个辊3、3`的情况中相应的第一偏差δ1是相似的。在此,有利地分别将第一辊3的参数x1、x2、x3与第二辊3`的参数x1、x2、x3进行比较。
157.替代地,也能够检查,是否能够在多个第一辊3的情况中确定偏差δ1。在偏差δ1在只有一个第一辊3或单个第二辊3`的情况中时,通常应假定测量误差。
158.在第六步骤v602中,根据第一偏差δ1借助于自学习算法alg确定是否含纤维的幅材制品1的幅材撕裂ba即将发生或已经发生。基于将第一偏差δ1与在两个相邻布置的组4、4`之间的区域的辊3、3`相关联,能够得出在何处将要发生或已经发生了幅材撕裂ba。
159.在即将发生幅材撕裂ba的情况下,有利地给出警告信号。有利地,也将幅材撕裂ba的预测的位置通知警告信号的接收器。
160.有利地,用户提供幅材撕裂ba的所显示的位置是否正确和/或幅材撕裂ba是否真正发生的信息。
161.在可选的第七步骤v702中,有利地进行自学习算法alg的学习。根据参数x1、x2、x3与已经发生的幅材撕裂ba的比较来学习自学习算法alg。通过学习,能够改进自学习算法alg对幅材撕裂ba的识别。
162.除了第一偏差δ1和已经发生或即将发生的幅材撕裂ba的相应位置之外,将相应的参数x1、x2、x3的时间序列a、b、c提供给自学习算法。通过提供参数x1、x2、x3和尤其含纤维的幅材制品1的已经发生的幅材撕裂ba的位置,能够改进地学习自学习算法,并且更容易并且以更高的可靠地识别图案或峰值。
163.图4示出了另一个示例性方法。在该图中,描述了第二步骤(v103、
…
、v603)。在第一步骤v103中出现开始信号。开始信号能够是幅材撕裂ba的发生。替代地或附加地,开始信号能够表示规律的重复的时间信号。
164.在第二步骤v203中,进行时间序列a、b、c并且因此参数x1、x2、x3的读取。时间序列a、b、c通常是作为时间t的函数来存储的参数x1、x2、x3。
165.在第三步骤v303中,根据所提供的参数x1、x2、x3确定含纤维的幅材制品1的相应幅材张力bs。将幅材张力bs分别与在两个分别相邻的辊3、3`之间的含纤维的幅材制品1的区域和/或分配给在辊3、3`的两个组4、4`之间的区域相关联。
166.替代地或附加地,确定含纤维的幅材制品1的区域,其中,幅材张力bs严重降低。
167.可选地,确定至少一个参数x1、x2、x3经受显着变化的时间点。
168.在第四步骤v403中确定是否存在时间范围dt,在该时间范围中多个参数x1、x2、x3显示相应的行为模式。
169.行为特别是第二偏差δ2的出现,其中,第二偏差δ2是相应的参数x1、x2、x3与参数x1、x2、x3的相应的时间上的平均值<x1>、<x2>、<x3>的偏差。在两个相应的辊3、3`之间的幅材张力bs用作为非常适合的参数x1、x2、x3。
170.根据行为模式能够确定,含纤维的幅材制品1的幅材撕裂ba是否出现并且在何处出现和即将出现。
171.在第五步骤v503中,向用户说明含纤维的幅材制品1的已经出现的或者预期的幅材撕裂ba的位置。
172.在可选的第六步骤v603中,根据幅材撕裂ba的确定的或预期的位置进行自学习算法alg的学习。为此,有利地向用户说明,是否和/或在工业设施100中的哪个位置处已经发生了幅材撕裂ba。
173.图5示出了时间序列a、b、c。第一时间序列a示出了作为时间t的函数的参数x1、x2、
x3的变化。在该时间点能够看到参数x1、x2、x3的短暂上升。参数x1、x2、x3在任何另外的时间范围dt中都不超过能预设的边界值gr。此外,在相应的时间序列a、b、c中分配参数x1、x2、x3的能预设的分布vert。这种偏差能够是第一偏差δ1。
174.特别地,如果只有单个参数x1、x2、x3、例如辊3、3`的转速w或辊3、3`的转矩d超出边界值gr,通常能够假定测量误差。学习的自学习算法alg能够有利地识别这一点。
175.关于此还示出了能预设的分布vert,根据该分布能够描述相应的参数x1、x2、x3的噪声。
176.第二时间序列b示出了根据幅材撕裂ba的行为。幅材撕裂ba的特征是参数x1、x2、x3的线性漂移。漂移也能够是非线性的。漂移发生在高于边界值gr的时间范围dt内。第二偏差δ2在漂移期间增加。这种参数x1、x2、x3能够是两组4、4`之间的含纤维的幅材制品1的幅材张力bs。
177.在另一个变化中,在此所示的参数x1、x2、x3下降。该下降是幅材撕裂ba的识别标记,并且该行为有利地由自学习算法alg识别并通知给用户。
178.第三时间序列c示出了经由时间t的参数x1、x2、x3的变化。除了微小的偏差外,相应的参数x1、x2、x3对应相应的平均值<x1>、<x2>、<x3>。
179.总之,本发明涉及一种特别是用于预测含纤维的幅材制品1的已经发生或即将发生的幅材撕裂ba的位置的方法和装置。本发明还涉及一种计算机程序产品和一种工业设施100、特别是造纸机。该方法包括检测参数x1、x2、x3、特别是用于输送含纤维的幅材制品1的辊3、3`的转速w或幅材制品的幅材张力bs。参数x1、x2、x3有利地以时间序列a、b、c的形式存储。自学习算法alg用于识别即将发生的幅材撕裂ba以及确定即将发生的和/或已经发生的幅材撕裂ba的位置。识别或确定的基础是相应参数x1、x2、x3的偏差δ,例如与相应参数x1、x2、x3的时间上的平均值<x1>、<x2>、<x3>的偏差。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

