1.本发明涉及生活固废处理领域,更具体地说它是一种垃圾焚烧电厂烟气脱硝系统控制方法。
背景技术:
2.生活垃圾焚烧烟气中的污染物可分为颗粒物(粉尘)、酸性气体(hcl、hf、so2、no
x
等)、重金属(hg、pb、cr等)和有机剧毒性污染物(二噁英、呋喃等)四大类。为了防止垃圾焚烧处理过程中对环境产生二次污染,必须采取严格的措施,利用烟气净化系统控制垃圾焚烧烟气的排放;常规垃圾焚烧电厂脱除烟气中no
x
采用sncr或sncr scr联合脱硝。
3.脱硝系统的目标是在保证脱硝效率的前提下,使氨逃逸量最小、催化剂的寿命最长、对空预器的腐蚀最小。因此采用合理的控制策略就成为sncr或scr系统提高可用率的关键,脱硝系统主要控制下面这三个方面:保证适当的反应温度、保证适当的nh3的喷入量、保持催化剂具有一定的活性;其中控制合适的nh3输入量又是其中的重中之重。
4.最常用的氨气喷射量控制系统是依赖于一个简单的前馈环(带反馈调整),这个前馈环的基础是烟道nox排放量和随负荷而变的no
x
所需氨注入量的实验曲线。即加氨量由催化剂上游nox浓度和烟气量所给出的正向信息控制,控制系统根据计算出的氨需求信号去定位氨气流量调节阀,实现对脱硝的自动控制,通过在不同负荷下的对氨气流的调整,找到最佳的喷氨点。同时将实际氨气流量值和计算出的氨气流值进行比较,用反馈信号来修正喷氨量。
5.采用此种控制方案需要保证入口no
x
值在较小范围内波动,否则容易引起脱硝效率的剧烈震荡,锅炉的燃烧温度在850℃以上,在这个温度下正是产生no
x
的最敏感区域,no
x
的波动是比较大的,因此此种控制方案的稳定性不高。而且如果入口no
x
浓度超过设计值,则控制系统会给气氨调节阀开大阀门的信号,而实际参与反应的nh3小于供给的nh3,这样就造成反应器出口大量的氨逃逸
6.因此,研发一种垃圾焚烧电厂烟气脱硝系统控制方法很有必要。
技术实现要素:
7.本发明的目的是为了克服上述背景技术的不足之处,而提供一种垃圾焚烧电厂烟气脱硝系统控制方法。
8.为了实现上述目的,本发明的技术方案为:垃圾焚烧电厂烟气脱硝系统控制方法,其特征在于,包括以下步骤:
9.步骤1,no
x
含量计算:
10.锅炉总风量与反应器入口no
x
浓度的乘积就是no
x
流量信号,公式为:e=flow
×
d
11.其中,e为no
x
流量信号;flow为烟气流量,单位为nm3/h;d为反应器入口no
x
浓度,单位为mg/nm3;
12.步骤2,设定脱硝效率的计算:
13.η=(反应器入口no
x
浓度
‑
反应器出口设定no
x
值)
×
100%/反应器入口no
x
浓度;反应器出口设定no
x
值的单位为mg/nm3;
14.反应器出口设定no
x
值通过反应器出口设定no
x
设定器设定;
15.步骤3:设定脱硝效率确定,则设定nh3/no
x
摩尔比通过曲线函数f(x)即可得知;
[0016][0017]
其中,r为氨逃逸浓度,单位为μl/l;
[0018]
c
no
为反应器进口烟气中no浓度,单位为mg/m3;
[0019]
c
no2
为反应器进口烟气中no2浓度,单位为mg/m3;
[0020]
步骤4:若计算出设定nh3/no
x
摩尔比比操作人员设定的nh3/no
x
摩尔比大,则实际输出按照操作人员设定的nh3/no
x
摩尔比。若计算出nh3/no
x
摩尔比比操作人员设定的nh3/no
x
摩尔比小,则实际输出按照计算出的设定nh3/no
x
摩尔比;从而确定修正摩尔比信号f;
[0021]
步骤5,氨气流量计算:
[0022]
计算出的no
x
流量信号e与修正摩尔比信号f相乘,得到的就是所需要的nh3流量信号g;
[0023]
g=e
×
f
[0024]
步骤6,氨气流量调节阀控制:
[0025]
通过所需要的nh3流量信号g去定位氨气流量调节阀,实现对脱硝的自动控制,实现对脱硝的自动控制。
[0026]
与现有技术相比,本发明具有以下优点:
[0027]
1)no
x
排放量是个多个变量的函数,其中包括锅炉炉型、燃烧温度、燃料的化学成分、低氮燃烧控制方式的设计和运行、煤/空气分配、烟气含氧量、煤粉的颗粒尺寸等等,所有这些因素都对no
x
的形成有影响;而来自烟道的no
x
信号和分析指令延迟往往使氨注入量不够准确,这就导致控制性能变坏,其结果是造成no
x
脱除率下降或氨的逃逸增加;而高的氨用量增加了硫酸铵和硫酸氢铵的生成,它们在催化剂上的沉积又减少了催化剂的寿命和空气预热器效率下降等一系列问题;本发明基于以反应器出口no
x
排放浓度为控制点,出口no
x
排放浓度一旦确定,则脱硝效率即可计算出来,通过脱硝效率可以得知nh3/no
x
摩尔比,并通过出口no
x
设定排放浓度和实测no
x
浓度比较来修正nh3/no
x
摩尔比,之后计算得出氨气流量信号;
[0028]
本发明喷氨量并不随出口no
x
排放浓度的变化而随之变化,出口实测no
x
值仅是喷氨量的一个修正,因此系统稳定性有了一定提高。并且,一旦反应器入口no
x
值超出设计值,则参与计算nh3/no
x
摩尔比自动切换至设计脱硝效率下nh3/no
x
摩尔比,喷氨量不会进一步提高,氨逃逸率也可以得到有效控制。
[0029]
2)本发明可兼顾多个目标,既减少no
x
排放又改进锅炉的热耗率,而与此同时仍可保持电厂的其它参数如蒸汽温度、co等在所希望的范围之内;在闭环监控模式下,通过测量关键的出口no
x
浓度过程参数,由dcs系统优化脱硝装置的性能;运用这样的脱硝控制系统可以使热力系统和脱硝的性能获得整体提升;系统设置到动态地调节最佳偏离或基于当前装置运行条件和所希望目标的设置点。
附图说明
[0030]
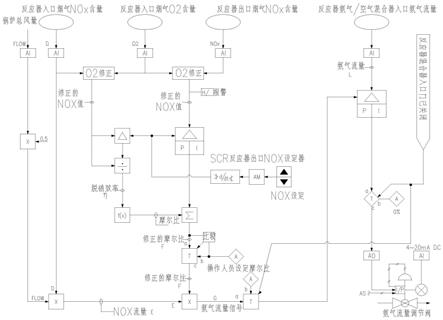
图1为本发明的结构示意图。
具体实施方式
[0031]
下面结合附图详细说明本发明的实施情况,但它们并不构成对本发明的限定,仅作举例而已。同时通过说明使本发明的优点将变得更加清楚和容易理解。
[0032]
参阅附图可知:垃圾焚烧电厂烟气脱硝系统控制方法,其特征在于,包括以下步骤:
[0033]
步骤1,no
x
含量计算:
[0034]
锅炉总风量与反应器入口no
x
浓度的乘积就是no
x
流量信号,公式为:e=flow
×
d
[0035]
其中,e为no
x
流量信号;flow为烟气流量,单位为nm3/h;d为反应器入口no
x
浓度,单位为mg/nm3;
[0036]
步骤2,设定脱硝效率的计算:
[0037]
η=(反应器入口no
x
浓度
‑
反应器出口设定no
x
值)
×
100%/反应器入口no
x
浓度;反应器出口设定no
x
值的单位为mg/nm3;
[0038]
反应器出口设定no
x
值通过反应器出口设定no
x
设定器设定;
[0039]
步骤3:设定脱硝效率确定,则设定nh3/no
x
摩尔比通过曲线函数f(x)即可得知;
[0040][0041]
其中,r为氨逃逸浓度,单位为μl/l;
[0042]
c
no
为反应器进口烟气中no浓度,单位为mg/m3;
[0043]
c
no2
为反应器进口烟气中no2浓度,单位为mg/m3;
[0044]
以上为,标准状态,实际含氧量下的干烟气中的数据;
[0045]
步骤4:若计算出设定nh3/no
x
摩尔比比操作人员设定的nh3/no
x
摩尔比大,则实际输出按照操作人员设定的nh3/no
x
摩尔比。若计算出nh3/no
x
摩尔比比操作人员设定的nh3/no
x
摩尔比小,则实际输出按照计算出的设定nh3/no
x
摩尔比;从而确定修正摩尔比信号f;
[0046]
步骤5,氨气流量计算:
[0047]
计算出的no
x
流量信号e与修正摩尔比信号f相乘,得到的就是所需要的nh3流量信号g;
[0048]
g=e
×
f
[0049]
步骤6,氨气流量调节阀控制:
[0050]
通过所需要的nh3流量信号g与控制器修正后的氨气流量信号l的偏差来控制氨气流量调节阀,实现对脱硝的自动控制。
[0051]
实际使用中,本发明是控制反应器出口no
x
排放浓度,通过操作人员首先给定一个反应器出口no
x
值,将反应器出口设定no
x
值带入公式计算得到设定脱硝效率,则设定nh3/no
x
摩尔比通过实验曲线即可得知,此信号乘上入口no
x
流量信号就是基本氨气流量信号,根据计算出的氨气流量信号去定位氨气流量调节阀,实现对脱硝的自动控制。
[0052]
其它未说明的部分均属于现有技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

