1.本发明涉及烟草制造技术领域,更具体地,涉及一种烟丝生产系统及其质量控制方法。
背景技术:
2.在烟草行业制丝车间中,切丝工序是制丝工艺中一个重要的环节,其任务是将片状叶片加工成丝状叶丝,并进一步掺和均匀,使其体积膨胀而松散,单位容积质量降低,填充能力增加,燃烧性增强。
3.在现有制丝生产工艺中,经过打叶、润叶、储叶处理后的烟叶一般会通过皮带输送机输送至喂料机中进行贮存,喂料机为切丝机提供物料,烟叶经过切丝后进入叶丝加料工序。
4.切丝机上游的喂料机的供料稳定性会影响切丝机中物料料位的稳定性,进而影响切丝流量的稳定性;切丝机下游的喂料机中物料的多少不仅影响切丝机的切丝流量,而且对切丝后加料的均匀性及烘丝质量均有重要影响。
5.目前绝大多数烟厂主要靠手动来控制切丝全过程的流量。人为控制容易因失误导致切丝机频繁启停,影响切丝流量的稳定性,影响切丝质量,并且人为控制加重了操作工的负担。另外,切丝全流程中的各个设备的物料流量都是单独控制,容易因一台设备的物料流量不当带来其他设备的不稳定运行。
技术实现要素:
6.本发明提供一种烟丝生产系统及其质量控制方法,以解决上述的技术问题。
7.本发明提供了一种烟丝生产系统,包括通过输送装置依次连接的贮柜、烟叶供料机、切丝机和质量控制装置,质量控制装置包括第一控制器和第二控制器;贮柜包括底带和控制底带运行的第一控制部,烟叶供料机包括第一物料存储部、第一提升带和控制第一提升带运行的第二控制部,第一物料存储部上设有第一物料存量传感器,底带的端部通过输送装置与第一物料存储部的第一端连接,第一提升带的两端分别连接第一物料存储部的第二端和切丝机的进料口,切丝机的进料口设有料位传感器;切丝机包括刀辊和控制刀辊的第三控制部;第一控制器分别与第一控制部、第一物料存量传感器和第二控制器信号连接;第一物料存量传感器向第一控制器发送物料存量信号,第一控制器向第一控制部和第二控制器发送控制信号;第二控制器分别与料位传感器、第二控制部和第三控制部信号连接,第二控制器接收料位传感器的料位高度信号,并且第二控制器向第二控制部和第三控制部发送控制信号。
8.优选地,质量控制装置还包括第三控制器,第二控制器通过第三控制器控制第三控制部;烟丝生产系统还包括通过输送装置与切丝机连接的烟丝供料机,烟丝供料机包括第二物料存储部、第二提升带和控制第二提升带运行的第四控制部,第二物料存储部的第一端与切丝机的出料口连接,第二物料存储部的第二端与第二提升带连接,第二物料存储
部上设有第二物料存量传感器;第三控制器分别与第二物料存量传感器、第二控制器、第三控制部和第四控制部信号连接,第三控制器接收第二物料存量传感器和第二控制器的信号,第三控制器分别向第三控制部和第四控制部发送控制指令。
9.本申请提供一种烟丝生产系统的质量控制方法,质量控制方法基于上述的烟丝生产系统的质量控制装置;质量控制方法包括:第一控制器接收第一物料存量传感器的第一物料存量信号;若烟叶供料机的第一提升带未处于工作状态,并且第一物料存量信号代表的第一物料存储部的物料存量大于第一预定值,则第一控制器向第二控制器发送开启烟叶供料机的控制指令,第二控制器向第二控制部发送开启指令。
10.优选地,若烟叶供料机的第一提升带处于工作状态,则第一控制器依据第一物料存量信号计算底带的第一运行速度;第一控制器依据第一运行速度向第一控制部发送控制指令。
11.优选地,若烟叶供料机的第一提升带处于工作状态,并且第一物料存储部的物料存量小于第一阈值,则第一控制器向第一控制部发送底带以第一速度运行的控制指令;若烟叶供料机的第一提升带处于工作状态,并且第一物料存储部的物料存量在第一阈值与第二阈值之间,则第一控制器向第一控制部发送底带以第二速度运行的控制指令;若烟叶供料机的第一提升带处于工作状态,并且第一物料存储部的物料存量在第二阈值与第三阈值之间,则第一控制器向第一控制部发送底带以第三速度运行的控制指令;第一阈值、第二阈值和第三阈值依次递增,第一速度、第二速度以及第三速度依次递减。
12.优选地,若烟叶供料机的第一提升带处于工作状态,并且第一物料存储部的物料存量小于第二预定值,并且第一提升带以第三速度运行,则第一控制器向第一控制部发送底带以第二速度运行的控制指令;其中,第二预定值小于第一阈值。
13.优选地,若烟叶供料机的第一提升带处于工作状态,并且第一物料存储部的物料存量小于第二预定值,并且第一提升带以第二速度运行,则第一控制器向第一控制部发送底带以第一速度运行的控制指令。
14.优选地,还包括:第二控制器接收料位传感器的料位高度;若料位高度小于第三预定值,则第二控制器向第二控制部发送停机指令,并向第三控制器发送保持刀辊转速的指令;第三控制器收到保持刀辊转速的指令后向第三控制部发送刀辊以当前转速运行的指令。
15.优选地,若料位高度大于第四预定值,则第二控制器向第二控制部发送第一提升带以最大速度运行的指令,并且第二控制器向第三控制器发送刀辊停止的指令;第三控制器向第三控制部发送停止指令;其中,第四预定值大于第三预定值。
16.优选地,若料位高度在第三预定值与第四预定值之间,则第二控制器向第三控制器发送保持刀辊转速的指令,第三控制器收到保持刀辊转速的指令后向第三控制部发送刀辊以当前转速运行的指令;并且,第二控制器依据料位高度与第五预定值之间的差值计算第一提升带的第二运行速度;第二控制器依据第一提升带的第二运行速度向第二控制部发送控制指令。
17.通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
附图说明
18.被结合在说明书中并构成说明书的一部分的附图示出了本发明的实施例,并且连同其说明一起用于解释本发明的原理。
19.图1为本申请提供的烟丝生产系统的结构示意图;
20.图2为图1中的切丝机的结构图;
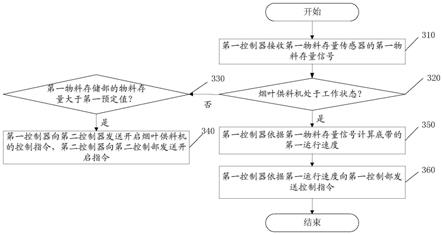
21.图3为本申请提供的烟丝生产系统的质量控制方法的流程图;
22.图4为切丝机的刀辊转速和烟丝供料机中第二物料存储部的物料存量的关系图;
23.图5为贮柜的底带频率和烟叶供料机中烟叶料位占物料储存部的总长度的百分比的关系图;
24.图6是切丝机的料位高度和切丝机的刀辊转速的关系图。
25.图中标示如下:
[0026]1‑
贮柜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ2‑
烟叶供料机
ꢀꢀꢀꢀꢀꢀꢀ3‑
切丝机
[0027]
31
‑
距离传感器
ꢀꢀꢀꢀꢀ
32
‑
刀辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33
‑
楔形通道
[0028]
34
‑
喂料部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ4‑
烟丝供料机
ꢀꢀꢀꢀꢀꢀꢀ5‑
输送装置
具体实施方式
[0029]
现在将参照附图来详细描述本发明的各种示例性实施例。应注意到:除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。
[0030]
以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。
[0031]
对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,技术、方法和设备应当被视为说明书的一部分。
[0032]
在这里示出和讨论的所有例子中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它例子可以具有不同的值。
[0033]
实施例一
[0034]
本申请提供了一种烟丝生产系统。图1为本申请提供的烟丝生产系统的结构示意图。
[0035]
如图1所示,烟丝生产系统包括质量控制装置(图中未示出)和通过输送装置5依次连接的贮柜1、烟叶供料机2、切丝机3、烟丝供料机4。质量控制装置包括第一控制器、第二控制器和第三控制器。
[0036]
作为一个实施例,输送装置5包括振动输送机、带式输送机等设备。
[0037]
贮柜1包括底带和控制底带运行的第一控制部。具体地,作为一个实施例,第一控制部是控制底带的驱动电机的变频器。第一控制部也可以是实现对驱动电机进行转速调节的其他控制装置。
[0038]
烟叶供料机2包括第一物料存储部22、第一提升带21和控制第一提升带21运行的第二控制部,第一物料存储部22上设有第一物料存量传感器,底带的端部通过输送装置5与第一物料存储部22的第一端连接,第一提升带21的两端分别连接第一物料存储部22的第二端和切丝机3的进料口。
[0039]
作为一个实施例,第一物料存储部22具有一定长度的存储空间,物料在第一物料存储部22中的占用长度反映了其物料存量,通过第一物料存量传感器来检测物料存量。
[0040]
作为一个实施例,第一物料存量传感器为互射光栅探测器,互射光栅探测器包括第一光栅组和第二光栅组,第一光栅组和第二光栅组相对设置在第一物料存储部的内壁上,第一光栅组用于发射探测光束,第二光栅组用于接收探测光束。在物料存在的情况下,第二光栅组的探测光束被遮挡,第二光栅组将遮挡信号发送给第一控制器,第一控制器根据遮挡信号获得第一物料存储部22中的烟叶物料占第一物料存储部22的总长度的百分比,获得第一物料存储部22的物料存量。
[0041]
优选地,第一光栅组和第二光栅组均为红外互射光栅。
[0042]
第一提升带通过第一减速机驱动。作为一个实施例,第二控制部为变频器,用于控制第一减速机的输出频率。
[0043]
作为一个实施例,切丝机为垂直喂料切丝机,如图1和2所示。如图 2所示,如图1和2所示,垂直喂料切丝机3包括喂料部34、楔形通道33、用于切丝的刀辊32、电机以及第三控制部。喂料部34自上而下延伸,形成了与地面垂直的喂料通道,其上端为进料口,喂料通道的上部设置有料位传感器31,料位传感器31与第二控制器连接。楔形通道33包括上铜排链和下铜排链以及使上铜排链和下铜排链相对运动的驱动装置,上铜排链和下铜排链自喂料通道的下端向刀辊32延伸,刀辊32上设有刀片。电机的输出轴与刀辊32连接,第三控制部控制电机的输出速度,进而控制刀辊的转速。
[0044]
作为一个实施例,第三控制部为变频器。
[0045]
作为一个实施例,料位传感器为距离传感器,具体地,距离传感器可以为超声波测距传感器、激光测距传感器、雷达测距传感器或光栅测距传感器等。优选地,距离传感器为超声波测距传感器。
[0046]
烟丝供料机4包括第二物料存储部42、第二提升带41和控制第二提升带41运行的第四控制部,第二物料存储部42的第一端通过输送装置5 与切丝机3的出料口连接,第二物料存储部42的第二端与第二提升带41 连接。第二物料存储部42上设有第二物料存量传感器。
[0047]
作为一个实施例,第二物料存储部42具有一定长度的存储空间,物料在第二物料存储部42中的占用长度反映了其物料存量,通过第二物料存量传感器来检测物料存量。
[0048]
作为一个实施例,第二物料存量传感器为互射光栅探测器,互射光栅探测器包括第三光栅组和第四光栅组,第三光栅组和第四光栅组相对设置在第二物料存储部的内壁上,第三光栅组用于发射探测光束,第四光栅组用于接收探测光束。在物料存在的情况下,第四光栅组的探测光束被遮挡,第四光栅组将遮挡信号发送给第三控制器,第三控制器根据第四光栅组的遮挡信号获得第二物料存储部42中的烟叶物料占第二物料存储部42的总长度的百分比,获得第二物料存储部42的物料存量。
[0049]
优选地,第三光栅组和第四光栅组均为红外互射光栅。
[0050]
第二提升带通过第二减速机驱动。作为一个实施例,第四控制部为变频器,用于控制第二减速机的输出频率。
[0051]
优选地,在烟叶供料机2和切丝机3之间还设有金属筛除装置,质量控制装置还包括第四控制器。
[0052]
金属筛除装置的两端分别通过输送装置5与烟叶供料机2和切丝机3 连接。金属筛除装置包括主输送通道、旁路通道和金属探测仪,物料通过主输送通道自烟叶供料机2的出料口输送至切丝机3的进料口,旁路通道的第一端与主输送通道的侧部开口连接,旁路通道自侧部开口向地面延伸,旁路通道的下端的下方设置有接料装置,以收集含有金属的物料。主输送通道上设有阻挡侧部开口的翻板和控制翻板运动的第五控制部。第五控制部与第四控制器信号连接。
[0053]
具体地,作为一个实施例,翻板与主输送通道的侧壁转动连接,翻板做旋转运动即可开启或关闭侧部开口至旁路通道之间的通路。第五控制部通过控制轴的转动来控制翻板的转动。
[0054]
作为另一个实施例,侧部开口的两侧均设置气缸或液压缸,第五控制部通过控制气缸或液压缸的伸缩来控制翻板相对于主输送通道的上下运动,从而开启或关闭侧部开口至旁路通道之间的通路。
[0055]
主输送通道的第一端(即靠近烟叶供料机2的一端)的端部设有金属探测仪,金属探测仪与第四控制器信号连接。金属探测仪用于检测物料中是否存在金属。若存在金属,则金属探测仪向第四控制器发送信号。
[0056]
第四控制器接收到金属探测仪的信号后向第五控制部发送指令,第五控制部控制翻板打开,使含有金属的物料从旁路通道输出。
[0057]
金属筛除装置用于将含有金属的烟叶筛除出去,防止含有金属的烟叶输入切丝机后造成刀片崩刃。
[0058]
质量控制装置中,第一控制器分别与第一控制部、第一物料存量传感器和第二控制器信号连接;第一物料存量传感器向第一控制器发送物料存量信号,第一控制器根据物料存量信号向第一控制部和第二控制器发送控制信号。
[0059]
第二控制器分别与料位传感器、第二控制部和第三控制器信号连接,第二控制器接收料位传感器的料位高度信号和第一控制器的控制信号,并且依据料位高度信号和第一控制器的控制信号向第二控制部和第三控制器发送控制信号。
[0060]
第三控制器分别与第二物料存量传感器、第三控制部和第四控制部信号连接,第三控制器接收第二物料存量传感器和第二控制器的信号,第三控制器分别向第三控制部和第四控制部发送控制指令。
[0061]
实施例二
[0062]
本申请还提供一种基于上述烟丝生产系统的质量控制方法。
[0063]
图3为本申请提供的烟丝生产系统的质量控制方法的流程图。如图3 所示,质量控制方法包括如下步骤:
[0064]
s310:第一控制器接收第一物料存量传感器的第一物料存量信号。
[0065]
s320:第一控制器判断烟叶供料机是否处于工作状态。具体地,第一控制器向第二控制器发送采集烟叶供料机的运行状态的控制指令,第二控制器通过判断第一提升带的减速机的运行速度确定烟叶供料机是否处于运行状态,并将该信号反馈给第一控制器。
[0066]
若烟叶供料机处于工作状态,则执行s350,否则,执行s330。
[0067]
s330:判断第一物料存量信号代表的第一物料存储部的物料存量是否大于第一预定值。若是,则执行s340。
[0068]
作为一个实施例,第一预定值a1为60%或70%。
[0069]
s340:第一控制器向第二控制器发送开启烟叶供料机的控制指令,第二控制器向第二控制部发送开启指令,控制烟叶供料机开启,向切丝机输送烟叶。也就是说此时烟叶供料机的物料存量较高,需要烟叶供料机及时输出,避免满仓。
[0070]
s350:第一控制器依据第一物料存量信号计算底带的第一运行速度;
[0071]
s360:第一控制器依据第一运行速度向第一控制部发送控制指令。
[0072]
作为一个实施例,底带的速度用底带的驱动电机的变频器的输出频率来表示。
[0073]
具体地,请结合图5,在烟叶供料机的第一提升带处于工作状态的情况下:
[0074]
若第一物料存储部的物料存量小于第一阈值b1,则第一控制器向第一控制部发送底带以第一频率f1运行的控制指令。
[0075]
若第一物料存储部的物料存量在第一阈值b1与第二阈值b2之间,则第一控制器向第一控制部发送底带以第二频率f2运行的控制指令;
[0076]
若第一物料存储部的物料存量在第二阈值b2与第三阈值b3之间,则第一控制器向第一控制部发送底带以第三频率f3运行的控制指令;
[0077]
其中,第一阈值b1、第二阈值b2和第三阈值b3依次递增,第一频率f1、第二频率f2以及第三频率f3依次递减。
[0078]
也就是说,贮机的物料输出速度根据烟叶供料机内的物料存量进行适当调整。烟叶供料机内的物料存量较少时,为了防止烟叶供料机缺料,加快贮机的物料输出速度。烟叶供料机内的物料存量较高时,为了避免烟叶供料机满仓,降低贮机的物料输出速度。烟叶供料机内的物料存量处于中等水平时,贮机的物料输出速度与烟叶供料机的物料存量达到供需平衡。
[0079]
优选地,若第一物料存储部的物料存量小于第一预定值a1,并且第一提升带以第三频率f3运行,则第一控制器向第一控制部发送底带以第二频率f2运行的控制指令。
[0080]
优选地,若第一物料存储部的物料存量小于第二预定值a2,并且第一提升带以第二频率f2运行,则第一控制器向第一控制部发送底带以第一频率f1运行的控制指令。
[0081]
其中,第二预定值a2小于第一预定值a1,并且第二预定值小于或等于第一阈值b1。作为一个实施例,第二预定值a2为30%。
[0082]
上述两个优选实施例中,烟叶供料机中的物料存量较少,为了避免缺料,需要加快贮机的输出速度。
[0083]
作为一个实施例,如图5所示,第一阈值为40%,第二阈值为70%,第三阈值为100%。
[0084]
进一步地,请结合图6,第二控制器接收切丝机的料位传感器的料位高度;
[0085]
若料位高度小于第三预定值a3,说明切丝机3的料位高度太高,则第二控制器向第二控制部发送停机指令使烟叶供料机停止向切丝机供料,并向第三控制器发送保持刀辊转速的指令。第三控制器收到保持刀辊转速的指令后向第三控制部发送刀辊以当前转速v0运行的指令,第三控制部不改变输出功率。也就是说,在烟叶供料机停止向切丝机供料的同时,切丝机以既定速度出料。
[0086]
若料位高度大于第四预定值a4(第四预定值大于第三预定值),说明切丝机3喂料系统即将断料,则第二控制器向第二控制部发送第一提升带以最大速度运行的指令,并且
第二控制器向第三控制器发送刀辊停止的指令,第三控制器向第三控制部发送停止指令,第三控制部控制刀辊停止运行。
[0087]
若料位高度在第三预定值a3与第四预定值a4之间,则第二控制器向第三控制器发送保持刀辊转速的指令,第三控制器收到保持刀辊转速的指令后向第三控制部发送刀辊以当前转速vs运行的指令;并且第二控制器依据料位高度与第五预定值a5之间的差值计算第一提升带的第二运行速度,第二控制器依据第一提升带的第二运行速度向第二控制部发送控制指令。其中,第五预定值a5介于第三预定值和第四预定值之间。
[0088]
也就是说,料位高度处于中等水平时,刀辊转速不变,通过调整第一提升带的第二运行速度保证烟叶供料机的输出速度与切丝机的料位高度之间的平衡,保证物料稳定性。
[0089]
优选地,第二控制器采用pid控制模式调整第一提升带的运行速度。
[0090]
进一步地,请结合图4,第三控制器接收烟丝供料机的第二物料存量传感器的第二物料存量信号,若第二物料存量信号代表的第二物料存储部的物料存量大于第六预定值a6,则第三控制器向第四控制部发送开启指令,控制烟丝供料机的第二提升带启动以向后续设备出料。
[0091]
请结合图4,在第二提升带处于工作状态的情况下:
[0092]
若第二物料存储部的物料存量小于第四阈值b4,则第三控制器向第三控制部发送刀辊以第一转速v1运行的控制指令,第三控制部调整输出频率,使刀辊按第一转速v1运行。
[0093]
若第二物料存储部的物料存量在第四阈值b4与第五阈值b5之间,则第三控制器向第三控制部发送刀辊以第二转速v2运行的控制指令。
[0094]
若第二物料存储部的物料存量在第五阈值b5与第六阈值b6之间,则第三控制器向第三控制部发送刀辊以第三转速v3运行的控制指令;
[0095]
其中,第三阈值b3、第四阈值b4和第五阈值b5依次递增,第一转速v1、第二转速v2以及第三转速v3依次递减。也就是说,切丝机的切丝速度和物料输出速度根据烟丝供料机内的物料存量进行适当调整。烟丝供料机内的物料存量较少时,为了防止烟叶供料机缺料,加快切丝机的切丝速度和物料输出速度。烟丝供料机内的物料存量较高时,为了避免烟丝供料机满仓,降低切丝机的切丝速度和物料输出速度。烟丝供料机内的物料存量处于中等水平时,切丝机的切丝速度和物料输出速度与烟丝供料机的物料存量达到供需平衡,确保物料稳定性。
[0096]
优选地,若刀辊的转速为第三转速v3,且第二物料存储部的物料存量小于第六预定值a6,则第三控制器向第三控制部发送刀辊以第二转速v2 运行的控制指令。也就是说,第二物料存储部的物料存量处于中等水平,同时切丝机以较低速度给烟丝供料机供料,可能会造成第二物料存储部缺料,因此提高切丝机的切丝速度。
[0097]
优选地,若刀辊的转速为第二转速v2,且第二物料存储部的物料存量小于第七预定值a7,则第三控制器向第三控制部发送刀辊以第一转速v1 运行的控制指令。也就是说,第二物料存储部的物料存量较少,同时切丝机以中等速度给烟丝供料机供料,可能会造成第二物料存储部缺料,因此提高切丝机的切丝速度。
[0098]
作为一个实施例,第六预定值为60%,第七预定值为30%。
[0099]
作为一个实施例,第四阈值为40%,第五阈值为70%,第六阈值100%。
[0100]
作为另一个实施例,质量控制装置是一个plc控制器,该plc控制器接收第一物料
存量传感器、料位传感器和第二物料存量传感器的信号,并控制第一控制部、第二控制部、第三控制部、第四控制部。
[0101]
本申请的有益效果如下:
[0102]
1、本申请根据烟叶供料机和烟丝供料机内的物料存量以及切丝机内的料位高度实现烟叶供料机和烟丝供料机的提升带的运行速度、贮柜的底带频率和刀辊转速的控制,实现了生产线上多个设备的联合控制,有效避免因操作工人失误造成切丝流量稳定性差、切丝质量差、物料稳定性差等问题。
[0103]
2、本申请采用互射光栅探测器来检测物料存量,相对于现有技术的单点检测光电开关,光栅具有多点检测、性能稳定、灵敏度高等优点,因此提高了物料存量检测的准确性和稳定性,避免因物料遮挡光电开关造成切丝机停止供料的情况。
[0104]
3、本申请利用超声波测距传感器检测切丝机的料位高度,相对于现有技术的单点检测光电开关,提高了切丝机的料位高度检测的准确性和稳定性,避免因烟叶遮挡光电开关造成切丝机停止供料的情况。
[0105]
虽然已经通过例子对本发明的一些特定实施例进行了详细说明,但是本领域的技术人员应该理解,以上例子仅是为了进行说明,而不是为了限制本发明的范围。本领域的技术人员应该理解,可在不脱离本发明的范围和精神的情况下,对以上实施例进行修改。本发明的范围由所附权利要求来限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

