1.本实用新型涉及灌装技术领域,特别涉及一种自动分瓶检测灌装装置。
背景技术:
2.在化妆品领域,对于液体或凝胶这类产品通常采用瓶子来进行包装。目前的化妆品灌装生产线中通常采用半自动灌装生产机构,该灌装工序需要二个工人相配操作,一个工人负责提供待灌装的空瓶子,另一个工人负责将瓶子对准灌装机的灌装嘴,同时通过脚踏操作控制开关开启,物料便通过灌装嘴注入瓶子内,完成一次灌装。这种操作方式存在一定的不足之处:操作工人可能会由于长时间工作产生疲劳,工人在疲劳状态下提供瓶子和操作灌装的速度容易不稳定,导致灌装时快时慢,生产节奏不稳定。由于灌装工序的不稳定,会给后道包装工序带来等待或者堵塞现象,造成生产线整体生产不平衡。
技术实现要素:
3.本实用新型是为了解决上述问题而进行的,目的在于提供一种自动分瓶检测灌装装置。
4.本实用新型提供的自动分瓶检测灌装装置,具有这样的特征,包括:传送带、灌装机、第一固定座、第二固定座、分瓶气缸、定位靠板、定位气缸、光电传感器、plc电气控制器、延时模块,其中,传送带用于传送灌装瓶;第一固定座设置在传送带的一侧,第二固定座设置在传送带的另一侧;分瓶气缸为至少二个,依次安装固定在第一固定座上,每个分瓶气缸均包括缸体及安装在缸体上的伸缩杆,伸缩杆的伸缩方向与传送带的前进方向垂直;灌装机设置在第一固定座的同侧,位于第一固定座的后方位置,并且位于分瓶气缸的下游位置,灌装机的灌装嘴设置在传送带的上方位置;靠板固定在第一固定座靠近传送带的侧面上;定位气缸安装固定在第二固定座上,且与灌装机位置相对,定位气缸包含缸体、安装在缸体上的y型伸缩部件、连接在y型伸缩部件的二个分叉末端的定位体,y型伸缩部件的移动方向与传送带的前进方向垂直;光电传感器设置在分瓶气缸的下游且位于定位气缸的上游;光电传感器的输出端连接延时模块,延时模块、定位气缸、分瓶气缸分别与plc电气控制器电连接。
5.在本实用新型提供的自动分瓶检测灌装装置中,还可以具有这样的特征:其中,靠板为泡沫塑料板或橡胶软板。
6.在本实用新型提供的自动分瓶检测灌装装置中,还可以具有这样的特征:其中,定位体为固定在y型伸缩部件的二个分叉末端的泡沫圆柱筒或橡胶圆柱筒。
7.在本实用新型提供的自动分瓶检测灌装装置中,还可以具有这样的特征:其中,定位体为可转动安装在y型伸缩部件的二个分叉末端的泡沫圆柱筒或橡胶圆柱筒。
8.在本实用新型提供的自动分瓶检测灌装装置中,还可以具有这样的特征:其中,分瓶气缸的伸缩杆的端头设置为半球形端头。
9.本实用新型的作用和效果:
10.本实用新型的自动分瓶检测灌装装置中通过分瓶气缸实现将灌装瓶一个一个分隔开来,该分瓶操作为电气自动化,其相较于目前的由人工瓶子的方式更为科学,效率高,且能保持速度稳定。进一步地,光电传感器检测到带灌装的瓶子通过输出电信号,电信号通过延时模块延时输送到plc电气控制器,plc电气控制器接受电信号控制定位气缸动作,通过定位气缸上的y型伸缩部件及定位体将灌装瓶限定位置,然后启动灌装机进行灌装。完成灌装后定位气缸释放,产品流入下道工序,进入下个循环周期。本实用新型的自动分瓶检测灌装装置整个灌装工序速度稳定,解决了因人工作业因体力及精力变化,引起的速度变化,给后道包装工序带来等待或者堵塞问题。另外,采用该自动分瓶检测灌装装置可以使得灌装工序减少了一个操作工人,有效降低了生产成本。
附图说明
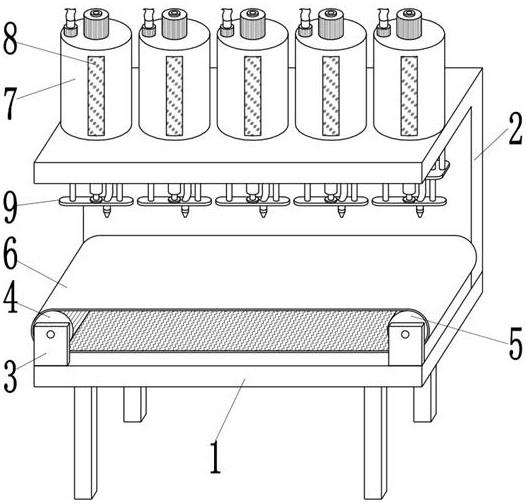
11.图1是本实用新型实施例中自动分瓶检测灌装装置的结构示意图。
12.图2是本实用新型实施例中定位体安装在y型伸缩部件的分叉末端的侧面示意图。
13.附图标记:传送带1;灌装机2;灌装嘴21;第一固定座3;第二固定座4;分瓶气缸5;定位靠板6;定位气缸7;y型伸缩部件71;y 型伸缩部件的分叉末端71a、固定轴71b;定位体72;光电传感器的发射端81;光电传感器的接收端82;待灌装的灌装瓶91;完成灌装的灌装瓶92。
具体实施方式
14.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,以下实施例结合附图对本实用新型自动分瓶检测灌装装置作具体阐述。
15.<实施例>
16.如图1所示,本实施例的一种自动分瓶检测灌装装置包括:传送带1、灌装机2、第一固定座3、第二固定座4、分瓶气缸5、定位靠板6、定位气缸7、光电传感器8、plc电气控制器(图中未示)、延时模块(图中未示)。
17.传送带1用于传送灌装瓶。本实施例中传送带1按如图所示空心箭头方向运动,将灌装瓶从左向右传送。传送带1的驱动电机电连接 plc电气控制器,plc电气控制器连接电源,plc电气控制器控制传送带的驱动电机,传送带1作匀速运动。
18.第一固定座3设置在传送带1的一侧,第二固定座4设置在传送带的另一侧。
19.分瓶气缸为至少二个,在本实施例中分瓶气缸5设置二个,如图 1所示二个分瓶气缸5依次安装固定在第一固定座3上,其固定方式为螺栓固定。每个分瓶气缸5均包括缸体及安装在缸体上的伸缩杆。分瓶气缸5采用电动气缸,该电动气缸电连接plc电气控制器,plc 电气控制器控制电动气缸工作。分瓶气缸5的伸缩杆的伸缩方向与传送带的前进方向垂直,伸缩杆伸出时实现将移动到当前位置的待灌装的灌装瓶91一个一个分隔开。优选地,分瓶气缸5的伸缩杆的端头设置为半球形端头,半球形端头表面圆滑无棱角,接触到灌装瓶时不会对其造成损坏。
20.灌装机2设置在第一固定座3的同侧,位于第一固定座3的后方位置,并且位于分瓶气缸5的下游位置,灌装机2的灌装嘴21设置在传送带1的上方位置。
21.定位靠板6固定在第一固定座3靠近传送带的侧面上。定位靠板 6为泡沫塑料板或
橡胶软板。定位靠板6可以是通过胶粘固定方式固定在第一固定座3的侧面。
22.定位气缸7安装固定在第二固定座4上,且与灌装机2位置相对。定位气缸7包含缸体,该缸体为电动气缸,该电动气缸电连接plc 电气控制器,plc电气控制器控制气缸工作。y型伸缩部件71的一端通过联轴器固定安装在电动气缸推杆上,由推杆带动而实现移动, y型伸缩部件71的移动方向与传送带的前进方向垂直。y型伸缩部件71的另一端具有二个分叉,二个分叉末端均设置有固定轴,固定轴上采用嵌入式安装在分叉末端的安装孔内。如图2所示,图中示意了y型伸缩部件71的一个分叉末端71a及固定轴71b,固定轴71b 的外周安装有定位体72,定位体72为泡沫圆柱筒或橡胶圆柱筒。定位体72可以是套接固定在固定轴72b上(即定位体72的孔径与固定轴72b的直径相等),也可以是与固定轴72b构成转动连接(即定位体72的孔径大于固定轴72b的直径),优选地,采用定位体72与固定轴72b构成转动连接。
23.光电传感器设置在分瓶气缸5的下游且位于定位气缸7的上游。光电传感器通常具有一个发射端和接收端,发射端和接收端相对设置,发射端发射红外光或可见光,接收端在两者之间无阻情况下能收到光,但两者之间存在障碍物阻挡时,接收端不能接收到光并输出相应的电信号。在本实施例中,光电传感器的发射端81和光电传感器的接收端82分别设置在传送带1的两侧,当传送带上此位置有灌装瓶通过时则会输出电信号。光电传感器的电信号输出端电连接延时模块。延时模块采用定时信号发生器模块,例如采用市售teleskyxa6
‑
22 定时信号发生器模块,延时时间在0.1秒到3700秒之间可调。延时模块得电后在到达延时时间会产生方波信号,该方波信号可以用作驱动信号。本实施例中延时时间的设定依据为t=l/v,其中l是定位气缸7与光电传感器发射端81的距离,v是传送带的速度,t是灌装瓶从光电传感器发射端位置处移动到定位气缸位置处所需要的时间,即所需的延时时间。延时模块连接plc电气控制器,plc电气控制器接收延时模块输出的信号控制定位气缸7动作。
24.优选地,在本实施例的自动分瓶检测灌装装置中还设置有操控台,操控台为设置有若干电控开关的操控台,以方便工作人员进行操作。
25.本实施例的自动分瓶检测灌装装置的工作过程如下:
26.如图1所示,待灌装的空瓶91由传送带1向右输送,待灌装的空瓶91运动到分瓶气缸5对应的工作区域时,通过分瓶气缸5将它们一个一个分隔开来并继续向右输送。接着,待灌装的空瓶91运动到光电传感器对应的工作区域时,光电传感器输出感应电信号,该感应电信号输出到延时模块,经延时后延时模块输出驱动信号传输到 plc电气控制器,plc电气控制器控制定位气缸7动作使得y型伸缩部件71及定位体72移动,从而推动传送带1上的待灌装的空瓶 91向定位靠板6移动,移动至抵在定位靠板6上,此时待灌装的空瓶91被暂时定位。之后启动灌装机2进行灌装。灌装完成后,plc 电气控制器控制定位气缸7复位,完成灌装的满瓶92由传送带继续传送,产品流入下道工序。本实施例的自动分瓶检测灌装装置解决了目前因人工作业因体力及精力变化,引起的速度变化,给后道工序带来等待或者堵塞的问题。另外,本实施例的自动分瓶检测灌装装置实现可以仅由一人操作即可,减少了一名工作人员,可节约生产成本。
27.上述实施例仅为本实用新型的优选实施例,并不用于限定本实用新型的保护范围。凡在本实用新型的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本实
用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。