本实用新型涉及灌装设备技术领域,具体是涉及一种全自动直线式灌装上盖旋盖一体机。
背景技术:
灌装设备适用于医药、食品、日化、油脂等各个行业,可灌装各种液体、凝胶、膏体类产品。而直线式灌装旋盖机作为灌装设备中的一种,因其具有使用操作简便、精度误差小、适用瓶型范围广的特点而被广泛使用。
目前,市面上的直线式灌装旋盖机在实际应用生产时,通常由人工将待灌装的瓶体按顺序一一放置到输送轨道上,这些待灌装的瓶体通过输送轨道输送至灌装工位由灌装装置进行自动灌装,之后再将完成灌装的瓶体输送至旋盖工位由旋盖装置进行自动旋盖,其中,瓶体在到达旋盖工位之前通过人工将瓶盖一一放置到处于灌装工位和旋盖工位之间的瓶体上。
上述生产过程中,人工参与度很大,通常需要至少三名工人协力合作,不仅效率较低、还存在成本高的弊端。随着市面竞争越来越强烈,人力成本的不断提高,对设备的自动化需求也在不断上升,因此,亟需设计一种可以节省人力投入的直线式灌装旋盖机。
技术实现要素:
本实用新型的目的在于提供一种全自动直线式灌装上盖旋盖一体机,以提高生产过程中的自动化程度,不仅能够节省人力投入还可以提升效率。
为此,本实用新型采用了以下技术方案:
一种全自动直线式灌装上盖旋盖一体机,包括设置在灌装工位的灌装装置、设置在旋盖工位的旋盖装置、以及输送单元,所述输送单元包括瓶体输送轨道和瓶盖输送轨道;所述一体机还包括用于自动向所述瓶体输送轨道输入瓶体的上瓶装置和用于自动向所述瓶盖输送轨道输入瓶盖的进盖装置;所述旋盖装置包括用于将所述瓶盖输送轨道上的瓶盖抓取到位于旋盖工位的瓶体上的机械手和设于所述机械手末端的旋盖结构。
进一步地,所述上瓶装置紧邻所述瓶体输送轨道设置,所述上瓶装置包括:第一圆形转盘,用于置放多个待灌装的瓶体;第一驱动部件,用于驱动所述第一圆形转盘转动;第一止挡罩,围绕设置在所述第一圆形转盘的周边,用于防止置放在第一圆形转盘上的瓶体掉落,其中,所述第一止挡罩的与瓶体输送轨道的衔接侧具有第一开口;上瓶导引板,为弧状板件,临近所述第一圆形转盘的边缘设置,其中,处于所述上瓶导引板外侧的第一止挡罩部分与上瓶导引板之间形成上瓶通道,所述上瓶导引板的一端伸出所述第一开口并向外延伸至与所述瓶体输送轨道衔接,处于所述上瓶导引板外侧的第一止挡罩部分的开口端向外延伸至与所述瓶体输送轨道衔接;第一衔接台,位于所述第一开口和瓶体输送轨道之间,用于瓶体由第一圆形转盘到瓶体输送轨道的衔接过渡,其中,所述第一圆形转盘通过所述第一驱动部件驱动转动,以向置放于第一圆形转盘上的瓶体提供离心力,进而使得瓶体进入所述上瓶通道,所述上瓶通道内的瓶体在相互挤压作用下到达所述瓶体输送轨道,从而实现瓶体的自动上瓶。
进一步地,所述上瓶装置还包括与所述第一止挡罩连接的用于悬吊式安装所述上瓶导引板的安装组件,其中,所述安装组件包括两个安装架,所述两个安装架分别用于安装固定上瓶导引板的两端,所述上瓶导引板的两端均通过立式连接杆悬吊式安装至对应的安装架上。
进一步地,所述上瓶通道的通道宽度可调节,以适应多种型号瓶体的自动上瓶。
进一步地,各所述安装架均包括与第一止挡罩焊接相连的两个立柱和连接在所述两个立柱之间的横梁,所述横梁上设有腰形槽,所述立式连接杆的下端与上瓶导引板固连,所述立式连接杆的上端可拆卸地连接在对应横梁的腰形槽中,以使所述上瓶导引板的安装位置可调。
进一步地,所述上瓶装置还包括用于将处于第一圆形转盘中间部位的瓶体引导至第一圆形转盘边缘部位的引导板,其中,所述引导板为长条状,所述引导板的长度方向平行于所述第一圆形转盘的盘面。
进一步地,所述引导板悬吊式安装在所述第一圆形转盘的盘面上方。
进一步地,所述第一止挡罩上还开设有进瓶口,所述进瓶口的外侧设置有便于集中进瓶的进瓶操作台,其中,所述进瓶操作台紧邻所述进瓶口设置,所述进瓶操作台的台面高度高于所述第一圆形转盘的盘面高度。
进一步地,所述第一圆形转盘的下方设置有基座,所述第一圆形转盘边缘部位的下方设置有若干沿着第一圆形转盘周向分散布置的支撑滚轮,所述第一圆形转盘转动时与所述支撑滚轮滚动接触,所述支撑滚轮安装固定在所述基座上。
进一步地,所述进盖装置紧邻所述瓶盖输送轨道设置,所述进盖装置包括:第二圆形转盘,用于置放多个瓶盖;第二驱动部件,用于驱动所述第二圆形转盘转动;第二止挡罩,围绕设置在所述第二圆形转盘的周边,用于防止置放在第二圆形转盘上的瓶盖掉落,其中,所述第二止挡罩的与瓶盖输送轨道的衔接侧具有第二开口;进盖导引板,为弧状板件,临近所述第二圆形转盘的边缘设置,其中,处于所述进盖导引板外侧的第二止挡罩部分与进盖导引板之间形成进盖通道,所述进盖导引板的一端伸出所述第二开口并向外延伸至与所述瓶盖输送轨道衔接,处于所述进盖导引板外侧的第二止挡罩部分的开口端向外延伸至与所述瓶盖输送轨道衔接;以及第二衔接台,位于所述第二开口和瓶盖输送轨道之间,用于瓶盖由第二圆形转盘到瓶盖输送轨道的衔接过渡,其中,所述第二圆形转盘通过所述第二驱动部件驱动转动,以向置放于第二圆形转盘上的瓶盖提供离心力,进而使得瓶盖进入所述进盖通道,所述进盖通道内的瓶盖在相互挤压作用下到达所述瓶盖输送轨道,从而实现自动进盖。
本实用新型具有以下技术效果:
(1)本实用新型中设有上瓶装置,生产时工人可以将大量的瓶体集中投放到上瓶装置中,之后便可以由上瓶装置自动完成向瓶体输送轨道上瓶,本实用新型中还设有进盖装置,生产时工人可以将大量的瓶盖集中投放到进盖装置中,之后便可以由进盖装置自动完成向瓶盖输送轨道输入瓶盖,另外还可以通过旋盖装置中的机械手实现瓶盖的自动上盖,相比于现阶段人工逐一投放瓶体和人工逐一进行上盖的生产方式来说,不仅自动化程度更高、效率更高,还极大地减少了上瓶、进盖、以及上盖对人工劳动力的占用。
(2)本实用新型在生产应用时只需要一到两名工人即可保证生产顺利进行,为降低工人的劳动强度,可以在出料口安排一名工人负责接料,另外安排一名工人负责瓶体和瓶盖的集中投放,本实用新型的投入使用既能降低工人的劳动强度,还能够节省人力投入,进而可以降低生产成本。
除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细的说明。
附图说明
构成本申请的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
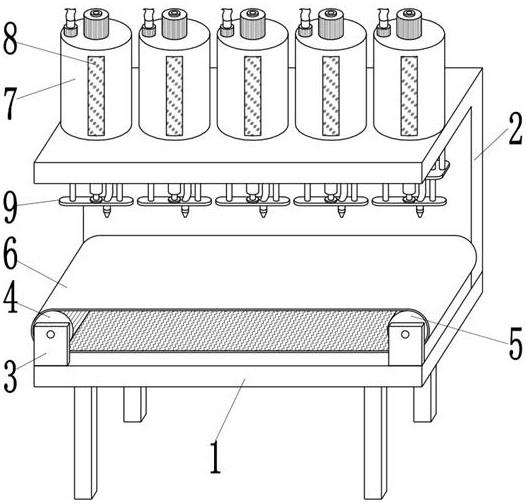
图1为根据本实用新型一实施例的全自动直线式灌装上盖旋盖一体机的整体结构视图;
图2示出了根据本实用新型一实施例的全自动直线式灌装上盖旋盖一体机中的上瓶装置的主体结构。
附图标记说明
1、灌装装置;11、灌装料桶;
12、灌装头;2、旋盖装置;
31、瓶体输送轨道;32、瓶盖输送轨道;
4、上瓶装置;41、第一圆形转盘;
42、第一止挡罩;421、进瓶口;
43、第一开口;44、上瓶导引板;
45、上瓶通道;46、第一衔接台;
471、安装架;472、立式连接杆;
48、引导板;49、进瓶操作台;
5、进盖装置。
具体实施方式
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
如图1所示,本实用新型的全自动直线式灌装上盖旋盖一体机,包括设置在灌装工位的灌装装置1、设置在旋盖工位的旋盖装置2、上瓶工位、进盖工位、出料口、以及输送单元,所述输送单元包括用于将瓶体由所述上瓶工位依次输送至灌装工位、旋盖工位、以及出料口的瓶体输送轨道31和与所述进盖工位衔接的瓶盖输送轨道32。
如图1所示,本实用新型的全自动直线式灌装上盖旋盖一体机还包括设置在所述上瓶工位的用于自动向所述瓶体输送轨道31输入瓶体的上瓶装置4和设置在所述进盖工位的用于自动向所述瓶盖输送轨道32输入瓶盖的进盖装置5。
所述旋盖装置2包括用于将所述瓶盖输送轨道32上的瓶盖抓取到位于旋盖工位的瓶体上的机械手、设于所述机械手末端的用于旋盖的旋盖结构、以及用于在旋盖时夹紧固定瓶体的夹紧结构。中国专利文献(cn207891019u)公开了一种化妆品盖体的智能旋盖装置,包括旋盖机,所述旋盖机设置有机械手、位于机械手末端的旋盖结构、以及夹紧结构,该专利文献对于机械手、旋盖结构、夹紧结构的具体结构已经有所披露,本实用新型就不再多加赘述了。
本实用新型通过所述旋盖装置2中的机械手实现了瓶盖的自动上盖。
所述灌装装置1包括用于存储灌装物料的灌装料桶11和与所述灌装料桶11连通的用于向位于灌装工位的瓶体进行灌装的六个灌装头12。
如图1和图2所示,所述上瓶装置4紧邻所述瓶体输送轨道31设置,所述上瓶装置4包括第一圆形转盘41、用于驱动所述第一圆形转盘41转动的第一驱动部件、设于所述第一圆形转盘41下方的基座、第一止挡罩42、上瓶导引板44、以及第一衔接台46。
其中,所述第一圆形转盘41用于置放多个待灌装的瓶体,所述瓶体在第一圆形转盘41上立式放置,所述第一驱动部件采用电机,该电机位于所述第一圆形转盘41的中心下方并且安装在所述基座中。
所述第一止挡罩42围绕设置在所述第一圆形转盘41的周边,用于防止置放在第一圆形转盘41上的瓶体掉落,所述第一止挡罩42的与瓶体输送轨道31的衔接侧具有第一开口43以使所述瓶体输送轨道31与第一圆形转盘41能够衔接连通。
结合图1、图2所示,所述上瓶导引板44为弧状板件,并且临近所述第一圆形转盘41的边缘设置,其中,处于所述上瓶导引板44外侧的第一止挡罩42部分与上瓶导引板44之间形成上瓶通道45,所述上瓶导引板44的一端伸出所述第一开口43并向外延伸至与所述瓶体输送轨道31衔接,处于所述上瓶导引板44外侧的第一止挡罩42部分的位于所述第一开口43处的开口端向外延伸至与所述瓶体输送轨道31衔接。
所述第一止挡罩42与上瓶导引板44均为固定设置,所述第一止挡罩42与上瓶导引板44在所述第一圆形转盘41转动时处于静止状态。
所述上瓶通道45的通道宽度略大于瓶体的外径(针对圆柱形瓶体)或者是瓶体的横向外宽(针对方形瓶体),从而使得瓶体在进入到上瓶通道45后能够呈单排有序依次排列。具体地,所述上瓶通道45的通道宽度比瓶体的外径或横向外宽大4~8mm。
所述第一衔接台46位于所述第一开口43和瓶体输送轨道31之间,用于瓶体由第一圆形转盘41到瓶体输送轨道31的衔接过渡,即由第一圆形转盘41出来的瓶体先经过所述第一衔接台46再到达所述瓶体输送轨道31上。
其中,生产时,工人将大量的待灌装的瓶体集中放置到所述第一圆形转盘41上,所述第一圆形转盘41在所述第一驱动部件驱动下转动,以向置放于第一圆形转盘41上的瓶体提供离心力,使得瓶体移动至第一圆形转盘41的边缘部位,随着第一圆形转盘41的持续转动,移动至第一圆形转盘41边缘部位的瓶体将依次进入所述上瓶通道45并在上瓶通道45内有序依次排列,所述上瓶通道45内的瓶体在瓶体间的挤压作用下依次有序到达所述瓶体输送轨道31,进而实现瓶体的自动上瓶。
进一步地,为了保证所述上瓶装置4能够适应多种型号规格瓶体的自动上瓶(不同规格瓶体的外径或是横向外宽不一样),所述上瓶通道45的通道宽度可调节。
参照图1和图2所示,所述上瓶装置4还包括与所述第一止挡罩42固连的用于悬吊式安装所述上瓶导引板44的安装组件,其中,所述安装组件包括两个安装架471,所述两个安装架471分别用于安装固定上瓶导引板44的内外两端,所述上瓶导引板44的内外两端均通过立式连接杆472悬吊式安装至对应的安装架471上。
各所述安装架471均包括与第一止挡罩42焊接相连的两个立柱和连接在所述两个立柱之间的横梁,所述横梁上设有腰形槽,所述立式连接杆472的下端与上瓶导引板44固连,所述立式连接杆472的上端通过锁紧螺母可拆卸地安装在对应横梁的腰形槽中。
所述腰形槽的设置和立式连接杆472上端的可拆卸连接方式能够使得所述上瓶导引板44的安装位置可调,从而可以实现根据瓶体的型号规格对所述上瓶通道45的通道宽度进行适当调整。
上述上瓶导引板的设置使得上瓶导引板与第一止挡罩之间形成了上瓶通道,所述上瓶导引板对处于上瓶通道内的瓶体具有限位和引流导向作用,能够促使瓶体有序进入瓶体输送轨道;另外,上述上瓶导引板的安装位置可调,使得所述上瓶通道的通道宽度可以根据瓶体的型号规格进行适当调整,保证了上瓶装置的通用性。
为了防止有过多的瓶体因靠近第一圆形转盘41的中心而不能顺畅的移动至转盘的边缘部位,参照图2所示,所述上瓶装置4还包括用于将处于第一圆形转盘41中间部位的瓶体引导至第一圆形转盘41边缘部位的引导板48,其中,所述引导板48为长条状,所述引导板48的长度方向平行于所述第一圆形转盘41的盘面。
所述引导板48临近第一圆形转盘41的中间位置设置并且为固定设置,所述引导板48在第一圆形转盘41转动时处于静止状态,所述引导板48的两端与第一止挡罩42之间具有间距,以供瓶体通过。
伴随着第一圆形转盘41的持续转动,存在于所述第一圆形转盘41中间部位的那些瓶体将沿着所述引导板48的板面排列,并且在离心力和瓶体间的挤压推动下逐渐由第一圆形转盘41的中间部位向边缘部位移动。
为了便于安装固定所述引导板48,所述引导板48以悬吊式的安装方式安装在所述第一圆形转盘41的盘面上方,具体为所述引导板48上焊接有两根竖向布置的连接杆,两根所述连接杆的上端均安装固定在上述用来安装固定上瓶导引板44内端的安装架471的横梁上。
为了便于工人集中向第一圆形转盘41上放置大量的瓶体,结合图1和图2所示,所述第一止挡罩42上还开设有进瓶口421,所述进瓶口421的外侧设置有便于集中进瓶的进瓶操作台49。其中,所述进瓶操作台49紧邻所述进瓶口421设置,工人可以通过所述进瓶操作台49将瓶体集中推送至第一圆形转盘41上,所述进瓶操作台49的台面高度略高于所述第一圆形转盘41的盘面高度,以防止第一圆形转盘41上放置的瓶体由所述进瓶口421转出。
进一步地,为了保证所述第一圆形转盘41在转动时的平稳性,所述第一圆形转盘41边缘部位的下方设置有若干沿着第一圆形转盘41周向分散布置的支撑滚轮,所述第一圆形转盘41转动时与所述支撑滚轮滚动接触,通过所述若干支撑滚轮的支撑能够避免第一圆形转盘41在转动时出现晃动的情况,提升了瓶体的稳定性。
若干所述支撑滚轮的下方均设有与所述基座固连的安装支板,各所述支撑滚轮均固定安装在其下方的安装支板上。
所述进盖装置5紧邻所述瓶盖输送轨道32设置,所述进盖装置5包括第二圆形转盘、用于驱动所述第二圆形转盘转动的第二驱动部件、第二止挡罩、进盖导引板、以及第二衔接台。
其中,所述第二圆形转盘用于置放多个瓶盖,所述瓶盖在第二圆形转盘上立式放置,所述第二驱动部件采用电机,该电机设于所述第二圆形转盘的中心下方。
所述第二止挡罩围绕设置在所述第二圆形转盘的周边,用于防止置放在第二圆形转盘上的瓶盖掉落,所述第二止挡罩的与瓶盖输送轨道32的衔接侧具有第二开口以使所述瓶盖输送轨道32与第二圆形转盘能够衔接连通。
所述进盖导引板为弧状板件,并且临近所述第二圆形转盘的边缘设置,其中,处于所述进盖导引板外侧的第二止挡罩部分与进盖导引板之间形成进盖通道,所述进盖导引板的一端伸出所述第二开口并向外延伸至与所述瓶盖输送轨道32衔接,处于所述进盖导引板外侧的第二止挡罩部分的位于所述第二开口处的开口端向外延伸至与所述瓶盖输送轨道32衔接。
所述第二止挡罩与进盖导引板均为固定设置,所述第二止挡罩与进盖导引板在所述第二圆形转盘转动时处于静止状态。
所述进盖通道的通道宽度略大于瓶盖的外径,从而使得瓶盖在进入到进盖通道后能够呈单排有序依次排列。具体地,所述进盖通道的通道宽度比瓶盖的外径大4~8mm。
所述第二衔接台位于所述第二开口和瓶盖输送轨道32之间,用于瓶盖由第二圆形转盘到瓶盖输送轨道32的衔接过渡,即由第二圆形转盘出来的瓶盖先经过所述第二衔接台再到达所述瓶盖输送轨道32上。
其中,生产时,工人将大量的瓶盖集中放置到所述第二圆形转盘上,所述第二圆形转盘在所述第二驱动部件驱动下转动,以向置放于第二圆形转盘上的瓶盖提供离心力,使得瓶盖移动至第二圆形转盘的边缘部位,随着第二圆形转盘的持续转动,移动至第二圆形转盘边缘部位的瓶盖将依次进入所述进盖通道并在进盖通道内有序依次排列,所述进盖通道内的瓶盖在瓶盖间的挤压作用下依次有序到达所述瓶盖输送轨道32,进而实现自动进盖。
本实用新型中的所述进盖装置5与上瓶装置4在结构上完全相同,只是所述进盖装置5用于自动进盖,所述上瓶装置4用于自动上瓶。
以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。