1.本发明涉及焦化化产废气处理设备技术领域,具体涉及一种焦化化产废气处理工艺监控系统。
背景技术:
2.焦化化产废气处理工艺的工作流程为:废气收集装置对相应区域的化产vocs进行收集,并将各自收集的化产vocs通过支管道汇集到汇集总管道内,通过风机将汇集总管道内的化产vocs引入涡轮吸收机。在涡轮吸收机作用下,化产vocs中所含的氨气和脱硫废气进入到设备离心洗气净化,把溶于水的氨气等吸收,含氨废水通过涡轮吸收机下端的排水口进入污水处理站和/或污水回用系统回用。经离心吸收后的废气经涡轮吸收机上端的排气口引入干燥机,废气经干燥机的干燥处理后经管道调压和配风进入焦炉进行燃烧,实现化产vocs零排放治理。从焦炉的出气口出来的气体再进入脱硫脱销装置进行后续处理。
3.在以上过程中,第一是确保整个工艺流程的安全可靠,然而,从vocs排放点源头开始,汇集、输送,一直到进入焦炉的各个环节,现有技术并没有对该系统建立一套安全预防、连锁保护和应急设计方案。导致整套工艺流程存在很多的安全隐患,特别是不能控制从干燥机进入焦炉的废气浓度和各种气体的含量,进而影响焦炉低氮燃烧废气循环系统,使得焦炉内的气体燃烧产生的氮氧化物比较多,这些氮氧化物排放到大气中造成空气的二次污染。
4.因此针对这一现状,迫切需要设计和生产一种焦化化产废气处理工艺监控系统,以解决现有技术中由于不能控制从干燥机进入焦炉的废气浓度和各种气体的含量,进而影响焦炉低氮燃烧废气循环系统,使得焦炉内的气体燃烧产生的氮氧化物比较多,这些氮氧化物排放到大气中造成空气的二次污染的问题。
技术实现要素:
5.本发明的目的在于提供一种焦化化产废气处理工艺监控系统,通过该系统可以控制从干燥机进入焦炉的废气浓度和各种气体的含量,降低焦炉内的气体燃烧产生的氮氧化物,减少空气的二次污染。
6.本发明的目的通过以下技术方案予以实现。
7.一种焦化化产废气处理工艺监控系统,在生化池、提盐区域废气排放口处分别设置有密封废气收集装置,密封废气收集装置、风机、涡轮吸收机、干燥机、焦炉依次通过输送管连通;
8.在连接干燥机与焦炉的输送管道上设置有切断阀、应急放散阀、流量计及vocs在线检测装置,所述切断阀位于靠近焦炉的一端,所述应急放散阀位于靠近干燥机的一端,所述流量计及vocs在线检测装置位于切断阀与应急放散阀之间,所述切断阀、应急放散阀、流量计及vocs在线检测装置均与控制器连接;
9.所述流量计用于检测进入焦炉前输送管道内的vocs流量;
10.所述vocs在线检测装置用于检测进入焦炉前输送管道内的氨浓度、硫化氢浓度、苯浓度以及氧浓度,控制进入焦炉前输送管道内的氨浓度不超过上限值a,硫化氢浓度不超过上限值b,苯浓度不超过上限值c,当超出上限值时,所述控制器控制应急放散阀处于打开状态,控制切断阀处于关闭状态;
11.所述干燥机与应急放散阀之间设置有储罐,所述储罐的上端设置有开口,所述开口上设置有可打开的盖,或所述储罐的顶部设置有配风口。
12.作为优选,在生化池、提盐区域的末端各设置有一台压力变送器及压力自动控制装置,压力变送器及压力自动控制装置均与控制器连接。
13.作为优选,在脱硫硫铵工段的粗苯罐、贫油罐和富油罐上均设置有氮封装置。
14.作为优选,设置有氮封装置的粗苯罐、贫油罐和富油罐上均设置有远程压力监控装置,所有远程压力监控装置均与控制器相连。
15.作为优选,在所述密封废气收集装置内各设置有一套捕雾器。
16.作为优选,所述风机出口处设置有阻火器。
17.作为优选,所述风机出口处还设置有可燃气报警仪,与风机出口连接的输送管上设置有应急三通阀。
18.作为优选,所述可燃气报警仪包括报警控制器和探测器,所述探测器与应急三通阀分别通过线缆与报警控制器连接。
19.作为优选,所述上限值a的取值为350mg/m3,上限值b的取值为300mg/m3,上限值c的取值为500ppm。
20.本发明的有益效果是:
21.由于本方案提供的焦化化产废气处理工艺监控系统,在连接干燥机与焦炉的输送管道上设置有切断阀、应急放散阀、流量计及vocs在线检测装置,所述切断阀位于靠近焦炉的一端,所述应急放散阀位于靠近干燥机的一端,所述流量计及vocs在线检测装置位于切断阀与应急放散阀之间,所述切断阀、应急放散阀、流量计及vocs在线检测装置均与控制器连接;所述干燥机与应急放散阀之间设置有储罐,所述储罐的上端设置有开口,所述开口上设置有可打开的盖,或所述储罐的顶部设置有可打开的配风口;所述流量计用于检测进入焦炉前输送管道内的vocs流量;所述vocs在线检测装置用于检测进入焦炉前输送管道内的氨浓度、硫化氢浓度、苯浓度以及氧浓度,控制进入焦炉前输送管道内的氨浓度不超过上限值a,硫化氢浓度不超过上限值b,苯浓度不超过上限值c,当超出上限值时,所述控制器控制应急放散阀处于打开状态,控制切断阀处于关闭状态,同时敞开储罐上端的开口或配风口,调节储罐中的废气浓度和各种废气的含量,进而控制从干燥机进入焦炉的废气浓度和各种气体的含量,降低焦炉内的气体燃烧产生的氮氧化物,减少空气的二次污染。除此之外,本方案对各种可能影响生产的异常工况均设有控制连锁措施及应急预案。
附图说明
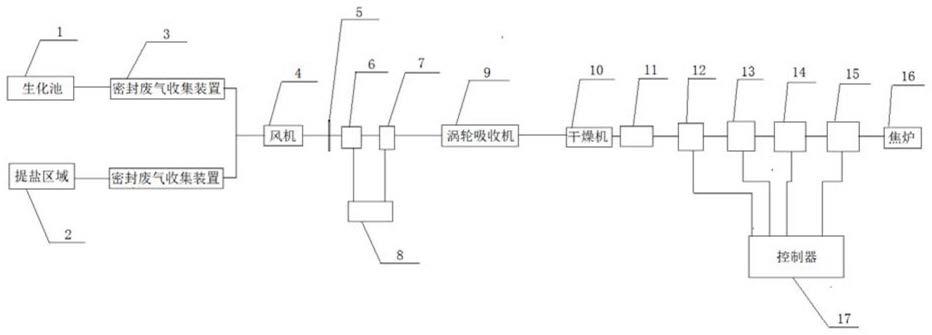
22.图1是本实施例提供的焦化化产废气处理工艺监控系统的结构示意图。
[0023]1‑
生化池;2
‑
提盐区域;3
‑
密封废气收集装置;4
‑
风机;5
‑
阻火器;6
‑
探测器;7
‑
应急三通阀;8
‑
报警控制器;9
‑
涡轮吸收机;10
‑
干燥机;11
‑
储罐;12
‑
应急放散阀;13
‑
流量计;14
‑
vocs在线检测装置;15
‑
切断阀;16
‑
焦炉;17
‑
控制器。
具体实施方式
[0024]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图和具体实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0025]
如图1所示,本方案提供的一种焦化化产废气处理工艺监控系统,鼓冷工段、脱硫硫铵工段内均包括生化池1和提盐区域2,在生化池1、提盐区域2废气排放口处分别设置有密封废气收集装置3,各个密封废气收集装置3分别与支管道连通,各支管道分别与一条总管道连通,总管道的另一端与风机4入口连接,风机4、涡轮吸收机9、干燥机10、焦炉16依次通过输送管连通。
[0026]
在连接干燥机10与焦炉16的输送管道上设置有切断阀15、应急放散阀12、流量计13及vocs在线检测装置14,所述切断阀15位于靠近焦炉16的一端,所述应急放散阀12位于靠近干燥机10的一端,所述流量计13及vocs在线检测装置14位于切断阀15与应急放散阀12之间,所述切断阀15、应急放散阀12、流量计13及vocs在线检测装置14均与控制器17连接。
[0027]
所述干燥机10与应急放散阀12之间设置有储罐11,所述储罐11的上端设置有开口,所述开口上设置有可打开的盖,或所述储罐11的顶部设置有可打开的配风口。
[0028]
所述流量计13用于检测进入焦炉16前输送管道内的vocs流量,使得输送管道内的vocs流量不超预设流量上限。本方案将生化处理烟囱废气接入焦炉16进行燃烧,增设流量计13重点监控生化废气气量,确保收集效果,同时又不影响焦炉16低氮燃烧废气循环系统。
[0029]
所述vocs在线检测装置14用于检测进入焦炉16前输送管道内的氨浓度、硫化氢浓度、苯浓度以及氧浓度,控制进入焦炉16前输送管道内的氨浓度不超过上限值a,硫化氢浓度不超过上限值b,苯浓度不超过上限值c,当超出上限值时,所述控制器17控制应急放散阀12处于打开状态,控制切断阀15处于关闭状态。由于切断阀15处于关闭状态,此时,不再通过输送管道向焦炉16内输送废气,防止输入焦炉16内的废气由于某些气体的含量超标,导致产生过多的氮氧化物排放到空气中二次污染。可以通过打开储罐11上端的盖露出开口,使得外界的空气进入储罐11与储罐11内的废气混合,或者通过打开储罐11顶部的配风口使得风进入储罐11,进而改变储罐11内气体的含量,进而来实现储罐11内超标气体浓度的降低。
[0030]
于本实施例种,作为优选方案,所述上限值a的取值为350mg/m3,上限值b的取值为300mg/m3,上限值c的取值为500ppm。当然,以上取值只为最有方案,上限值a、上限值b及上限值c的取值并不局限于以上值。
[0031]
于本实施例种,作为优选方案,在生化池1、提盐区域2的末端各设置有一台压力变送器及压力自动控制装置,压力变送器及压力自动控制装置均与控制器17连接。
[0032]
压力变送器是一种接受压力变量,经传感转换后,将压力变化量按一定比例转换为标准输出信号的仪表。用于集中监控、报警和调节,以保证各排放点始终处于微负压状态,在满足各排放点收集需要的同时,维持化产vocs总量相对稳定。压力变送器将标准输出信号传输给控制器17,控制器17接收到压力变送器发送的标准输出信号后进行判断,如果标准输出信号超出预设值上限,则控制压力自动控制装置对排放点的压力做调整,确保各排放点始终处于微负压状态。
[0033]
于本实施例中,作为优选方案,所述风机4出口处设置有阻火器5。阻火器5是用来
阻止易燃气体和易燃液体蒸汽的火焰蔓延的安全装置。一般安装在输送可燃气体的管道中,或者通风的槽罐上,阻止传播火焰(爆燃或爆轰)通过的装置,由阻火芯、阻火器外壳及附件构成。
[0034]
于本实施例中,作为进一步的优选方案,所述风机4出口处还设置有可燃气报警仪,与风机4出口连接的输送管上设置有应急三通阀7。所述可燃气报警仪包括报警控制器8和探测器6,所述探测器6与应急三通阀7分别通过线缆与报警控制器8连接。
[0035]
报警控制器8可放置于值班室内,主要对各监测点进行控制,探测器6安装于可燃气体最易泄露的地点,其核心部件为内置的可燃气体传感器,传感器检测空气中气体的浓度。探测器6将传感器检测到的气体浓度转换成电信号,通过线缆传输到报警控制器8,气体浓度越高,电信号越强,当气体浓度达到或超过报警控制器8设置的报警点时,报警控制器8控制报警器发出报警信号,并可启动应急三通阀7,自动排除隐患。
[0036]
具体的,当可燃气报警仪检测到输送管内废气浓度超过爆炸下限预设值e时,应急三通阀7处于打开状态,通过应急三通阀7排放废气。经过调湿后的废气经送风机送至焦炉16进行焚烧。
[0037]
其中,e的取值为25%。当然,25%只是优选值,并不局限于此值。
[0038]
于本实施例中,作为优选方案,在所述脱硫硫铵工段的粗苯罐、贫油罐和富油罐上均设置有氮封装置。由于粗苯系统不进入焦炉16燃烧,所以在现有处理系统的基础上进行改造,可控制苯类挥发,保证系统的安全与可靠。
[0039]
于本实施例中,作为优选方案,设置有氮封装置的粗苯罐、贫油罐和富油罐上均设置有远程压力监控装置,所有远程压力监控装置均与控制器17相连。远程压力监控装置对所在灌的出口压力进行检测,并将检测信号发送到控制器17,通过控制器17的判断,需要时控制器17发送信号给远程压力监控装置,通过远程压力监控装置进而对粗苯罐、贫油罐和富油罐的出口压力进行调整。
[0040]
于本实施例中,原洗涤装置均保留,但调整洗涤功能。其中,鼓冷工段保留油洗和水洗功能,脱硫硫铵工段采集装置保留水洗功能,同时密封废气收集装置3各增设捕雾器一套。
[0041]
当然,以上只是本发明的典型实例,除此之外,本发明还可以有其它多种具体实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本发明要求保护的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

