本实用新型属于工业加热领域,具体涉及一种自动点火大调节比低氮明火烧嘴。
背景技术:
明火烧嘴的应用领域比较广泛,几乎涵盖所有工业领域和部分民用领域,功率一般在20-5000kw之间,目前的明火烧嘴存在以下缺陷:1)空气与燃料混合后在炉内或燃烧室燃烧,燃烧过程分级不明显;2)采用手动点火,无火焰自动监测功能,安全性较差;3)调节比不大,较好的水平在1:10左右;4)nox排放水平较高,往往仅能满足现行通用国家标准水平(≤300mg/nm3,8%氧条件下),无法满足某些更先进的地方和行业指标(≤100mg/nm3,8%氧条件下)。
技术实现要素:
本实用新型的目的是提供一种自动点火大调节比低氮明火烧嘴,该烧嘴提高了加热能力调节比,对应用工况的适应性高,降低了nox排放水平,提高烧嘴运行安全性,便于加工装配。
本实用新型所采用的技术方案是:
一种自动点火大调节比低氮明火烧嘴,包括空气腔体、煤气腔体、火焰检测导管和电极,空气腔体的一端与燃烧筒连通连接、另一端封闭,空气腔体内设有配风喇叭筒,配风喇叭筒的窄端设有煤气喷头、侧壁分布有多级助燃风旋流孔、宽端朝向燃烧筒入口,煤气腔体的一端从空气腔体封闭端密封伸入后与煤气喷头一端连通连接、另一端封闭,煤气喷头另一端封闭且设有位于配风喇叭筒内的中心孔及绕中心轴分布的煤气喷孔,火焰检测导管的一端从煤气腔体封闭端密封伸入后进入煤气喷头并穿出中心孔、另一端与uv火焰检测器连接,空气腔体和煤气腔体的侧壁分别设有空气入口和煤气入口,电极的一端穿过空气腔体和配风喇叭筒的侧壁后定位于煤气喷孔和助燃风旋流孔之间、另一端与高压包连接。
进一步地,空气腔体封闭端附近四周开有螺纹孔,固定螺钉穿过螺纹孔从四周将配风喇叭筒宽端附近侧壁顶紧。
进一步地,空气腔体和煤气入口的侧壁上分别设有取压嘴,取压嘴分别与气压表连接。
进一步地,空气腔体封闭端设有窥视孔。
进一步地,空气腔体的两端分别焊接有第一法兰和第二法兰,煤气腔体的一端焊接有第三法兰,燃烧筒通过密封焊固定在第一法兰的内圈,第一法兰用于固定在炉体表面,煤气腔体上套放且焊接固定有第一端封安装板,第一端封安装板安装在第二法兰上将空气腔体一端封闭,火焰检测导管上套放且焊接固定有第二端封安装板,第二端封安装板安装在第三法兰上将煤气腔体一端封闭。
进一步地,空气入口的一端密封焊接在空气腔体上、另一端焊接有外接法兰,煤气入口的一端密封焊接在煤气腔体上、另一端焊接有外接法兰。
进一步地,电极的一端定位于煤气喷孔和一级助燃风旋流孔之间。
进一步地,配风喇叭筒侧壁具有五级助燃风旋流孔,助燃风旋流孔从窄端看呈顺时针布置,每一级开孔数量为8个,与切线方向成15°角。
进一步地,煤气喷孔与中心轴成25°角。
进一步地,空气腔体和配风喇叭筒的侧壁上分别设有用于为电极导向的电极孔和电极导管。
本实用新型的有益效果是:
工作时,煤气从煤气入口进入煤气腔体和煤气喷头,从煤气喷孔喷入配风喇叭筒,助燃风从空气入口进入空气腔体,从助燃风旋流孔喷入配风喇叭筒,在多级助燃风旋流孔的作用下,在配风喇叭筒内形成高速旋流,将煤气分级打散混合,电极定位于煤气喷孔和助燃风旋流孔之间,保证打火效果,形成分级燃烧效果,并通过燃烧筒的规整形成稳定梭型火焰(燃烧筒的口径根据烧嘴额定功率确定、长度根据工艺要求的火焰长度确定),少量的助燃风通过配风喇叭筒尾端外沿与空气腔体的环缝喷出,起到修整火焰形状和冷却燃烧筒的作用,稳定燃烧后,uv火焰检测器通过紫外光谱检测的方式检测配风喇叭筒和燃烧筒内的燃烧区域是否有稳定火焰(如有稳定火焰,则向控制器返回一个约4~40μa大小的检测电流值),实现火焰的自动检测。
该烧嘴通过多级助燃风旋流孔的设置,与煤气喷孔喷流角度配合,显著提高了加热能力调节比,可达1:50,对应用工况的适应性高,可以满足脉冲燃烧控制和比例燃烧控制的需求,同时可显著降低火焰的核心温度,显著降低生成烟气中的nox排放水平,可达≤80mg/nm3(8%氧条件下);该烧嘴增加了自动点火及uv火焰检测功能,实现了火焰状态与空煤气管路上的电磁式阀门的安全联锁,提高烧嘴运行安全性的同时简化烧嘴前管道系统;该烧嘴通过配风喇叭筒、煤气喷头和燃烧筒形成稳定的刚性梭形火焰,相比于普通明火烧嘴简单紧凑,便于加工装配;该烧嘴整体采用模块化设计,使用和系统维护改造十分简便,不同规格的烧嘴可实现20~5000kw不等的加热能力,可广泛适用于各种工业加热及热处理领域。
附图说明
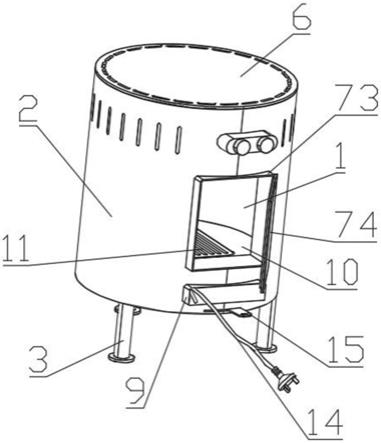
图1是本实用新型实施例中自动点火大调节比低氮明火烧嘴的结构示意图。
图2是图1的左视图。
图3是本实用新型实施例中自动点火大调节比低氮明火烧嘴应用时的燃烧系统示意图。
图4是图3的控制原理示意图。
图中:1-燃烧筒,2-第一法兰,3-固定螺钉,4-空气腔体,5-配风喇叭筒,501-一级助燃风旋流孔,502-二级助燃风旋流孔,503-三级助燃风旋流孔,504-四级助燃风旋流孔,505-五级助燃风旋流孔,6-空气入口,7-煤气喷头,701-煤气喷孔,8-外接法兰,9-第二法兰,10-第一端封安装板,11-煤气腔体,12-第三法兰,13-uv火焰检测器,14-火焰检测导管,15-第二端封安装板,16-煤气入口,17-取压嘴,18-窥视孔,19-电极,20-自动点火大调节比低氮明火烧嘴,21-电磁式阀门,22-手阀,23-空气管路,24-煤气管路,25-高压包,26-炉体表面。
具体实施方式
下面结合附图和实施例对本实用新型作进一步说明。
如图1和图2所示,一种自动点火大调节比低氮明火烧嘴20,包括空气腔体4、煤气腔体11、火焰检测导管14和电极19,空气腔体4的一端与燃烧筒1连通连接、另一端封闭,空气腔体4内设有配风喇叭筒5,配风喇叭筒5的窄端设有煤气喷头7、侧壁分布有多级助燃风旋流孔、宽端朝向燃烧筒1入口,煤气腔体11的一端从空气腔体4封闭端密封伸入后与煤气喷头7一端连通连接、另一端封闭,煤气喷头7另一端封闭且设有位于配风喇叭筒5内的中心孔及绕中心轴分布的煤气喷孔701,火焰检测导管14的一端从煤气腔体11封闭端密封伸入后进入煤气喷头7并穿出中心孔、另一端与uv火焰检测器13连接,空气腔体4和煤气腔体11的侧壁分别设有空气入口6和煤气入口16,电极19的一端穿过空气腔体4和配风喇叭筒5的侧壁后定位于煤气喷孔701和助燃风旋流孔之间、另一端与高压包25连接。工作时,煤气从煤气入口16进入煤气腔体11和煤气喷头7,从煤气喷孔701喷入配风喇叭筒5,助燃风从空气入口6进入空气腔体4,从助燃风旋流孔喷入配风喇叭筒5,在多级助燃风旋流孔的作用下,在配风喇叭筒5内形成高速旋流,将煤气分级打散混合,电极19定位于煤气喷孔701和助燃风旋流孔之间,保证打火效果,形成分级燃烧效果,并通过燃烧筒1的规整形成稳定梭型火焰(燃烧筒1的口径根据烧嘴额定功率确定、长度根据工艺要求的火焰长度确定),少量的助燃风通过配风喇叭筒5尾端与空气腔体4的环空喷出,起到修整火焰形状和冷却燃烧筒1的作用,稳定燃烧后,uv火焰检测器13通过紫外光谱检测的方式检测配风喇叭筒5和燃烧筒1内的燃烧区域是否有稳定火焰(如有稳定火焰,则向控制器返回一个约4~40μa大小的检测电流值),实现火焰的自动检测。
如图1所示,在本实施例中,空气腔体4封闭端附近四周开有螺纹孔,固定螺钉3穿过螺纹孔从四周将配风喇叭筒5宽端附近侧壁顶紧,可以适当调整固定螺钉3的压入深度来调节配风喇叭筒5与空气腔体4的相对位置及同心度。
如图1所示,在本实施例中,空气腔体4和煤气入口16的侧壁上分别设有取压嘴17,取压嘴17分别与气压表连接,空气腔体4封闭端设有窥视孔18。
如图1所示,在本实施例中,空气腔体4的两端分别焊接有第一法兰2和第二法兰9,煤气腔体4的一端焊接有第三法兰12,燃烧筒1通过密封焊固定在第一法兰2的内圈,第一法兰2用于固定在炉体表面26,煤气腔体11上套放且焊接固定有第一端封安装板10,第一端封安装板10安装在第二法兰9上将空气腔体4一端封闭,火焰检测导管14上套放且焊接固定有第二端封安装板15,第二端封安装板15安装在第三法兰12上将煤气腔体11一端封闭。
如图1所示,在本实施例中,空气入口6的一端密封焊接在空气腔体4上、另一端焊接有外接法兰8,煤气入口16的一端密封焊接在煤气腔体11上、另一端焊接有外接法兰8,外接法兰8采用双面密封焊固定。
在本实施例中,燃烧筒1由耐热钢卷焊成型,配风喇叭筒5采用耐热钢整体铸造成型后精密加工成型,煤气喷头7采用数控加工成型,火焰检测导管14与uv火焰检测器13螺纹连接。
在本实施例中,电极19的一端定位于煤气喷孔701和一级助燃风旋流孔501之间。
在本实施例中,配风喇叭筒5侧壁具有五级助燃风旋流孔,助燃风旋流孔从窄端看呈顺时针布置,每一级开孔数量为8个,与切线方向成15°角,煤气喷孔701与中心轴成25°角。
在本实施例中,空气腔体4和配风喇叭筒5的侧壁上分别设有用于为电极19导向的电极孔和电极导管。
如图3和图4所示,包含上述自动点火大调节比低氮明火烧嘴20的燃烧系统,电极19与高压包25电连接,高压包25与控制器电连接,uv火焰检测器13与控制器电连接,自动点火大调节比低氮明火烧嘴20的接地端子与控制器地线端子电连接,空气管路23和煤气管路24上均设有电磁式阀门21和手阀22,电磁式阀门21的控制端与控制器电连接;通过手阀22可调整单个自动点火大调节比低氮明火烧嘴20的空煤气流量及配比,以达到比较理想的燃烧效果,自动点火大调节比低氮明火烧嘴20点火前先将手阀22调至合适位置,当控制器接到点火命令时,控制高压包25放电使电极19打火,同时空气管路23和煤气管路24上的电磁式阀门21打开,空煤气通入自动点火大调节比低氮明火烧嘴20混合燃烧,火焰稳定后通过uv火焰检测器13返回检测电流,当自动点火大调节比低氮明火烧嘴20接到熄火信号时,关闭空气管路23和煤气管路24上的电磁式阀门21,火焰熄灭。
该烧嘴通过多级助燃风旋流孔的设置,与煤气喷孔701喷流角度配合,显著提高了加热能力调节比,可达1:50,对应用工况的适应性高,可以满足脉冲燃烧控制和比例燃烧控制的需求,同时可显著降低火焰的核心温度,显著降低生成烟气中的nox排放水平,可达≤80mg/nm3(8%氧条件下);该烧嘴增加了自动点火及uv火焰检测功能,实现了火焰状态与空煤气管路上的电磁式阀门21的安全联锁,提高烧嘴运行安全性的同时简化烧嘴前管道系统;该烧嘴通过配风喇叭筒5、煤气喷头7和燃烧筒1形成稳定的刚性梭形火焰,相比于普通明火烧嘴简单紧凑,便于加工装配;该烧嘴整体采用模块化设计,使用和系统维护改造十分简便,不同规格的烧嘴可实现20~5000kw不等的加热能力,可广泛适用于各种工业加热及热处理领域。
应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。