1.本实用新型涉及塑料玩具生产设备技术领域,特别涉及一种塑料玩具生产用注塑射嘴。
背景技术:
2.玩具泛指可用来玩的物品,按照制作材料的不同可以分为木质玩具、塑料玩具等,其中塑料玩具是通过注塑机完成制作的,其工作原理为,塑料原料经注塑机料斗加热后进入料筒中,在注塑机螺杆或柱塞的推动下,熔融的塑料经注塑机的注塑射嘴,通过模具热流道系统进入闭合的模具型腔,经冷却、脱模之后形成塑料玩具产品。
3.现有的注塑射嘴不具有注塑流入过程缓冲功能,因而高压熔融状态下的注塑料在流入时会对注塑射嘴内部冲击过大,长此以往容易造成注塑射嘴过早发生损坏,降低了注塑射嘴的使用寿命,故亟待解决。
技术实现要素:
4.本实用新型的主要目的在于提供一种塑料玩具生产用注塑射嘴,可以有效解决背景技术中的问题。
5.为实现上述目的,本实用新型采取的技术方案为:
6.一种塑料玩具生产用注塑射嘴,包括喷嘴头,以及位于喷嘴头顶部的连接头,所述连接头包括六角螺栓体和螺纹连接柱,所述螺纹连接柱和六角螺栓体皆为空心体,且螺纹连接柱焊接于六角螺栓体顶部,所述喷嘴头与连接头之间通过伸缩套筒相连接,且伸缩套筒外围套装有高强度拉簧,所述高强度拉簧顶端与六角螺栓体底端相焊接,且高强度拉簧底端与喷嘴头顶端相焊接,所述喷嘴头与连接头之间还设置有限位机构,所述限位机构包括一组限位柱和环形体,一组所述限位柱等距焊接于六角螺栓体底部,所述环形体焊接于喷嘴头顶部外围,且限位柱纵向贯穿所述环形体。
7.优选的,所述伸缩套筒包括外套筒和内套筒,所述内套筒套装于外套筒内底端,且内套筒顶端具有环形挡块。
8.优选的,所述外套筒顶端与六角螺栓体底端相焊接,且内套筒底端与喷嘴头顶端相焊接。
9.优选的,所述环形挡块外围通过环形槽安装有耐高温密封圈。
10.优选的,所述耐高温密封圈由柔性石墨材料制成。
11.与现有技术相比,本实用新型具有如下有益效果:
12.1.本实用新型,通过在喷嘴头与连接头之间设置伸缩套筒,并在伸缩套筒外围套装高强度拉簧,从而当高压熔融状态下的注塑料在流入注塑射嘴内时,伸缩套筒的内套筒可跟随喷嘴头作拉伸运动,拉伸的同时拉伸高强度拉簧,进而可有效的缓冲高压注塑料流入瞬间对注塑射嘴内部的冲击力,避免了注塑射嘴因长期遭受冲击而过早发生损坏,延长了注塑射嘴的使用寿命。
13.2.本实用新型,通过在喷嘴头与连接头之间还设置有限位机构,可以对内套筒和喷嘴头伸缩运动的轨迹进行限位,从而避免了内套筒和喷嘴头在作伸缩运动时发生侧偏,进而避免了磨损内套筒顶端的环形挡块和耐高温密封圈的情况发生,最终杜绝了注塑原料从环形挡块与外套筒内壁连接处漏出。
附图说明
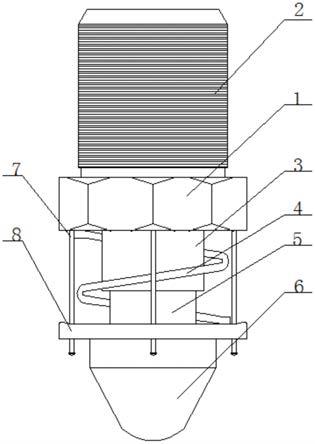
14.图1为本实用新型的整体结构图。
15.图2为本实用新型的内套筒与外套筒连接图。
16.图3为本实用新型的环形体结构图
17.图中:1、六角螺栓体;2、螺纹连接柱;3、外套筒;4、高强度拉簧;5、内套筒;6、喷嘴头;7、限位柱;8、环形体;9、耐高温密封圈;10、环形挡块。
具体实施方式
18.以下结合附图对本实用新型作进一步详细说明,其中相同的零部件用相同的附图标记表示,需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”、“底面”和“顶面”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1
‑
图3所示,一种塑料玩具生产用注塑射嘴,包括喷嘴头6,以及位于喷嘴头6顶部的连接头,所述连接头包括六角螺栓体1和螺纹连接柱2,所述螺纹连接柱2和六角螺栓体1皆为空心体,且螺纹连接柱2焊接于六角螺栓体1顶部,所述喷嘴头6与连接头之间通过伸缩套筒相连接,且伸缩套筒外围套装有高强度拉簧4,所述高强度拉簧4顶端与六角螺栓体1底端相焊接,且高强度拉簧4底端与喷嘴头6顶端相焊接,所述喷嘴头6与连接头之间还设置有限位机构,所述限位机构包括一组限位柱7和环形体8,一组所述限位柱7等距焊接于六角螺栓体1底部,所述环形体8焊接于喷嘴头6顶部外围,且限位柱7纵向贯穿所述环形体8。
21.请参阅图2所示,为了实现伸缩套筒的伸缩功能,所述伸缩套筒包括外套筒3和内套筒5,所述内套筒5套装于外套筒3内底端,且内套筒5顶端具有环形挡块10。
22.请参阅图1所示,为了便于六角螺栓体1内的热融注塑原料流入喷嘴头6内,以进行喷射注塑作业,所述外套筒3顶端与六角螺栓体1底端相焊接,且内套筒5底端与喷嘴头6顶端相焊接。
23.请参阅图2所示,为了提高环形挡块10与外套筒3内壁连接处的密封效果,所述环形挡块10外围通过环形槽安装有耐高温密封圈9。
24.请参阅图2所示,为了保障耐高温密封圈9的耐高温密封效果,所述耐高温密封圈9由柔性石墨材料制成。
25.工作原理:当注塑射嘴在注塑机上安装使用时,当高压熔融状态下的注塑料在流
入注塑射嘴内时,伸缩套筒的内套筒5可跟随喷嘴头6作拉伸运动,拉伸的同时可拉伸高强度拉簧4,进而可有效的缓冲高压注塑料流入瞬间对注塑射嘴内部的冲击力,避免了注塑射嘴因长期遭受冲击而过早发生损坏,延长了注塑射嘴的使用寿命;且在内套筒5和喷嘴头6作伸缩运动时,一组限位柱7和环形体8组合而成的限位机构,可以对内套筒5和喷嘴头6作伸缩运动的轨迹进行限位,从而避免了内套筒5和喷嘴头6在作伸缩运动时发生侧偏,进而避免了磨损内套筒5顶端的环形挡块10和耐高温密封圈9的情况发生,最终杜绝了注塑原料从环形挡块10与外套筒3内壁连接处漏出。
26.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种塑料玩具生产用注塑射嘴,包括喷嘴头(6),以及位于喷嘴头(6)顶部的连接头,其特征在于:所述连接头包括六角螺栓体(1)和螺纹连接柱(2),所述螺纹连接柱(2)和六角螺栓体(1)皆为空心体,且螺纹连接柱(2)焊接于六角螺栓体(1)顶部,所述喷嘴头(6)与连接头之间通过伸缩套筒相连接,且伸缩套筒外围套装有高强度拉簧(4),所述高强度拉簧(4)顶端与六角螺栓体(1)底端相焊接,且高强度拉簧(4)底端与喷嘴头(6)顶端相焊接,所述喷嘴头(6)与连接头之间还设置有限位机构,所述限位机构包括一组限位柱(7)和环形体(8),一组所述限位柱(7)等距焊接于六角螺栓体(1)底部,所述环形体(8)焊接于喷嘴头(6)顶部外围,且限位柱(7)纵向贯穿所述环形体(8)。2.根据权利要求1所述的一种塑料玩具生产用注塑射嘴,其特征在于:所述伸缩套筒包括外套筒(3)和内套筒(5),所述内套筒(5)套装于外套筒(3)内底端,且内套筒(5)顶端具有环形挡块(10)。3.根据权利要求2所述的一种塑料玩具生产用注塑射嘴,其特征在于:所述外套筒(3)顶端与六角螺栓体(1)底端相焊接,且内套筒(5)底端与喷嘴头(6)顶端相焊接。4.根据权利要求2所述的一种塑料玩具生产用注塑射嘴,其特征在于:所述环形挡块(10)外围通过环形槽安装有耐高温密封圈(9)。5.根据权利要求4所述的一种塑料玩具生产用注塑射嘴,其特征在于:所述耐高温密封圈(9)由柔性石墨材料制成。
技术总结
本实用新型公开了一种塑料玩具生产用注塑射嘴,涉及塑料玩具生产设备技术领域,解决了现有的注塑射嘴不具有注塑流入过程缓冲功能,因而高压熔融状态下的注塑料在流入时会对注塑射嘴内部冲击过大,长此以往容易造成注塑射嘴过早发生损坏,降低了注塑射嘴的使用寿命的技术问题,解决问题的技术方案为权一,取得的技术效果为:当高压熔融状态下的注塑料在流入注塑射嘴内时,伸缩套筒的内套筒可跟随喷嘴头作拉伸运动,拉伸的同时拉伸高强度拉簧,进而可有效的缓冲高压注塑料流入瞬间对注塑射嘴内部的冲击力,避免了注塑射嘴因长期遭受冲击而过早发生损坏,延长了注塑射嘴的使用寿命。命。命。
技术研发人员:马骥 陈来
受保护的技术使用者:宿迁鹏昌塑业有限公司
技术研发日:2021.01.25
技术公布日:2021/10/23
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

