1.本发明涉及在车辆的支撑杆式悬架中使用的支撑杆轴承的上侧壳的制造方法。
背景技术:
2.作为通过线圈弹簧进行车轮相对于车体的支承、并且为了将上下振动吸收而具备震动吸收器(shock absorber)的悬架,有将内置有震动吸收器的伸缩的柱(支撑杆)固定在车轴上的支撑杆式悬架。支撑杆式悬架主要作为乘用车的前轮用而被广泛使用。
3.作为在支撑杆式悬架的上部使用的支撑杆轴承,有将保持上侧轨道轮的上侧壳及保持下侧轨道轮的下侧壳用合成树脂成形的结构(例如,专利文献1及2参照)。
4.作为将上侧壳及下侧壳成形的合成树脂,例如使用作为工程塑料的聚酰胺系树脂(专利文献1的[0045]段)。在滚动轴承型的支撑杆轴承的情况下,由于载荷局部地集中于转动体的部分,所以需要使上侧壳及下侧壳的刚性提高。因此,在上述合成树脂中,使用添加了玻璃纤维等的强化纤维的强化等级(例如,专利文献2的[0007]段)。
[0005]
现有技术文献
[0006]
专利文献
[0007]
专利文献1:美国专利申请公开第2019/0184781号说明书
[0008]
专利文献2:日本特表2003-535740号公报
技术实现要素:
[0009]
发明要解决的课题
[0010]
合成树脂制的上侧壳有拥有相对于支撑杆轴承的中心轴倾斜的倾斜圆筒部的结构(例如,参照专利文献1的图1)。在将这样的上侧壳注射成形时,在使用将上侧壳的中心轴(支撑杆轴承的中心轴)和成形模具的模打开方向设为同轴的作为通常的模具构造的轴向牵引(axial draw)模的情况下,上述倾斜圆筒部的内径侧圆筒面的一部分成为底切(undercut)形状。
[0011]
由于由含有强化纤维的热塑性树脂材料形成的成形品刚性较高,所以在将上述轴向牵引模向轴向打开模而强力拔出时,作用于成形品的应力变大,所以有成形品变形或损坏的问题。
[0012]
作为对应这样的问题的对策,例如可以考虑使用衬套或倾斜芯将模具向上述倾斜圆筒部的轴向打开。但是,如果采取这样的对策,则模具构造复杂化,所以模具的初始成本及维护成本增大,所以上侧壳的成形成本增大。
[0013]
本发明的目的是提供一种在拥有相对于支撑杆轴承的中心轴倾斜的圆筒部的合成树脂制的上侧壳的成形中、能够在使用作为通常的模具构造的轴向牵引模的同时防止成形品的变形或损坏的上侧壳的制造方法。
[0014]
用来解决课题的手段
[0015]
本发明的主旨是以下这样的。
[0016]
〔1〕一种支撑杆轴承的上侧壳的制造方法,所述支撑杆轴承具备:上侧壳,被固定在车辆的支撑杆式悬架的支撑杆的上端部;下侧壳,与配置在上述支撑杆的外侧的线圈弹簧间接或直接地连接;上侧轨道轮,被保持在上述上侧壳上;下侧轨道轮,被保持在上述下侧壳上;以及转动体,在上述上侧轨道轮及上述下侧轨道轮间转动;使上述上侧壳及上述下侧壳为合成树脂制;其特征在于,上述上侧壳拥有相对于上述支撑杆轴承的中心轴倾斜的倾斜圆筒部;上述制造方法使用具有定模及动模的作为轴向牵引模的注射成形模具通过注射成形制造上述上侧壳;在上述定模上设置第1半分割体,并且在上述动模上设置第2半分割体;上述第1半分割体和上述第2半分割体在倾斜面中相互对合;上述第1半分割体在上述倾斜面中的上述倾斜圆筒部的内径侧的两端部具有第1平面;上述第2半分割体在上述倾斜面中的上述倾斜圆筒部的内径侧的两端部具有第2平面;上述第1平面及上述第2平面是在将上述上侧壳从上述注射成形模具取出时不产生底切的平面。
[0017]
〔2〕如〔1〕所述的支撑杆轴承的上侧壳的制造方法,设上述倾斜圆筒部的中心轴相对于上述支撑杆轴承的中心轴的倾斜方向为前方;上述倾斜面在左右方向上延伸;在上述注射成形模具是向上下打开的纵模的情况下,上述倾斜面相对于包含左右方向的铅直面的倾斜角度小于10
°
;在上述注射成形模具是向左右打开的横模的情况下,上述倾斜面相对于包含左右方向的水平面的倾斜角度小于10
°
。
[0018]
〔3〕如〔1〕或〔2〕所述的支撑杆轴承的上侧壳的制造方法,在将上述注射成形模具关闭的状态下,当将上述定模及上述动模用与上述倾斜圆筒部的中心轴正交的平面切断时,由上述第1平面及上述第2平面构成的矩形平面的长度是上述定模及上述动模的周长的10%以下。
[0019]
〔4〕一种支撑杆轴承,具备:上侧壳,被固定在车辆的支撑杆式悬架的支撑杆的上端部;下侧壳,与配置在上述支撑杆的外侧的线圈弹簧间接或直接地连接;上侧轨道轮,被保持在上述上侧壳上;下侧轨道轮,被保持在上述下侧壳上;以及转动体,在上述上侧轨道轮及上述下侧轨道轮间转动;使上述上侧壳及上述下侧壳为合成树脂制;其特征在于,上述上侧壳拥有相对于上述支撑杆轴承的中心轴倾斜的倾斜圆筒部;设上述倾斜圆筒部的中心轴相对于上述支撑杆轴承的中心轴的倾斜方向为前方,在上述倾斜圆筒部的前后方向中央部的内径侧的左右具有矩形平面。
[0020]
发明效果
[0021]
根据以上的有关本发明的支撑杆轴承的上侧壳的制造方法,在具有上述定模及上述动模的作为轴向牵引模的注射成形模具中,在上述定模上设置第1半分割体,并且在上述动模上设置第2半分割体。并且,上述第1半分割体和上述第2半分割体在倾斜面中相互对合。此外,上述第1半分割体在上述倾斜面中的上述倾斜圆筒部的内径侧的两端部具有第1平面,上述第2半分割体在上述倾斜面中的上述倾斜圆筒部的内径侧的两端部具有第2平面。进而,上述第1平面及上述第2平面是在将上述上侧壳从上述注射成形模具取出时不产生底切的平面。
[0022]
通过使用作为轴向牵引模的上述注射成形模具将上侧壳注射成形,能够消除上侧壳的倾斜圆筒部的内径侧的底切形状,所以能够在使用作为通常的模具构造的轴向牵引模的同时,防止上侧壳的变形或损坏。由此,模具构造不复杂化,所以能够降低模具的初始成本及维护成本,所以能够降低上侧壳的成形成本,并且成形的生产性变高。
附图说明
[0023]
图1a是表示通过有关本发明的实施方式的制造方法制造的上侧壳的立体图。
[0024]
图1b是上述上侧壳的纵剖视图。
[0025]
图2是具备上述上侧壳的支撑杆轴承的纵剖视图。
[0026]
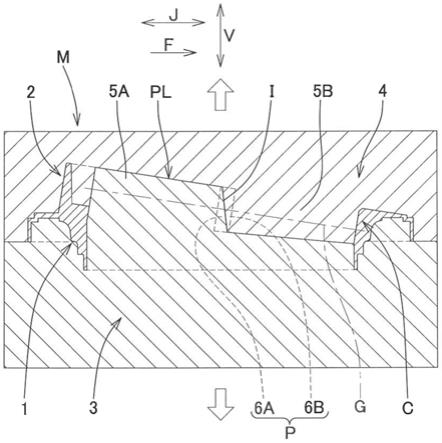
图3是在有关本发明的实施方式的支撑杆轴承的上侧壳的制造方法中使用的注射成形模具的纵剖视图。
[0027]
图4是将上述注射成形模具的下模及上模取出而表示的立体图。
[0028]
图5是仅表示上述下模的第1半分割体及上述上模的第2半分割体的立体图。
[0029]
图6a是表示上述第1半分割体及上述第2半分割体的形状的例子的说明图,是将矩形平面的宽度夸张表示的说明图。
[0030]
图6b是表示上述第1半分割体及上述第2半分割体的形状的变形例的说明图,是将矩形平面的宽度夸张表示的说明图。
[0031]
标号说明
[0032]
1 上侧壳
[0033]
2 倾斜圆筒部
[0034]
2a 内径
[0035]
2b 端面
[0036]
3 下模(定模)
[0037]
4 上模(动模)
[0038]
5a 第1半分割体
[0039]
5b 第2半分割体
[0040]
6a 第1平面
[0041]
6b 第2平面
[0042]
7 下侧壳
[0043]
8 上侧轨道轮
[0044]
9 下侧轨道轮
45.10 转动体
[0046]
11 支撑杆轴承
[0047]
12 挖空部
[0048]
a 支撑杆轴承的中心轴
[0049]
b 倾斜圆筒部的中心轴
[0050]
c 腔室
[0051]
d 直径
[0052]
e 左右的矩形平面的间隔
[0053]
f 前方
[0054]
g 与倾斜圆筒部的中心轴正交的平面
[0055]
h 左右方向
[0056]
i 倾斜面
[0057]
j 前后方向
[0058]
k1、k2曲面
[0059]
l 矩形平面的宽度
[0060]
m 注射成形模具
[0061]
o1、o2 中心
[0062]
p 由第1平面及第2平面构成的平面(矩形平面)
[0063]
pl 内径侧分型线
[0064]
q 矩形平面
[0065]
v 上下方向
具体实施方式
[0066]
以下,基于附图说明有关本发明的实施方式。作为本发明的对象的上侧壳1拥有相对于支撑杆轴承的中心轴倾斜的倾斜圆筒部2,将倾斜圆筒部2的中心轴(图1b及图2的b)相对于支撑杆轴承的中心轴(图1b及图2的a)倾斜的方向设为前方(图1b及图2的箭头f)。朝向前方,定义前后方向、左右方向及上下方向。
[0067]
<上侧壳>
[0068]
如图1a的立体图及图1b的纵剖视图所示,通过有关本发明的实施方式的制造方法制造的上侧壳1具有相对于支撑杆轴承11(图2)的中心轴a倾斜的倾斜圆筒部2。上侧壳1在倾斜圆筒部2的前后方向j的中央部(中央及其前后的范围)的内径侧的左右(参照图1a的左右方向h)具有矩形平面q。在“矩形”中,还包括接近于矩形的梯形或平行四边形等。矩形平面q是在通过后述的上侧壳1的制造方法用注射成形模具成形时形成的。如图1a所示,在倾斜圆筒部2的端面2a上,在圆周上配置有多个可轴向牵引的四变形状的挖空部12。
[0069]
<支撑杆轴承>
[0070]
如图2的纵剖视图所示,支撑杆轴承11例如具备被固定在车辆的支撑杆式悬架的支撑杆的上端部上的上侧壳1、与配置在上述支撑杆的外侧的线圈弹簧间接或直接地连接的下侧壳7、被保持在上侧壳1上的上侧轨道轮8、被保持在下侧壳7上的下侧轨道轮9、以及在上侧轨道轮8及下侧轨道轮9间转动的转动体10。
[0071]
上侧轨道轮8及下侧轨道轮9是钢制,上侧壳1及下侧壳7是合成树脂制。
[0072]
形成上侧壳1及下侧壳7的合成树脂例如是聚酰胺系树脂(pa66、pa46、pa612、pa6、pa9t、pa10t等),作为强化纤维例如含有20~60重量%的玻璃纤维(gf)。
[0073]
<注射成形模具>
[0074]
如图3的纵剖视图及图4的立体图所示,注射成形模具m是具有作为定模的下模3及作为动模的上模4的轴向牵引模。由定模及动模构成的注射成形模具m有模具向上下打开的纵模和模具向左右打开的横模。在本实施方式中,对注射成形模具m是上述纵模的情况进行说明。
[0075]
在将注射成形模具m关闭的状态下,在下模3及上模4的形成倾斜圆筒部2的内径2a(图1a及图1b)的部分的前后方向j的中央部(中央及其前后的范围)的左右(参照图1a的左右方向h),设有沿着前后方向j及上下方向v的矩形平面p。下模3和上模4的内径侧分型线pl是具有倾斜面i的逐渐下降形状。倾斜面i随着向前方f行进而下降,在左右方向h上延伸。此外,倾斜面i位于对置的左右的矩形平面p、p间。即,倾斜面i的左右方向h的两端部位于矩形
平面p内。
[0076]
在下模3上设有倾斜面i的后侧的第1半分割体5a,在上模4上设有倾斜面i的前侧的第2半分割体5b。第1半分割体5a的与倾斜面i相连的左右方向h的两端部,是随着向下方行进而宽度变大的大致三角形或大致梯形的第1平面6a。第2半分割体5b的与倾斜面i相连的左右方向h的两端部,是随着向上方行进而宽度变大的大致三角形或大致梯形的第2平面6b。
[0077]
在将注射成形模具m关闭的状态下,如作为仅表示第1半分割体5a及第2半分割体5b的立体图的图5所示,在第1半分割体5a及第2半分割体5b的左端部及右端部的各自上,第1平面6a和第2平面6b同面,它们形成沿着前后方向j及上下方向v的矩形平面p。在“矩形”中,也包括与矩形接近的梯形或平行四边形等。矩形平面p是用来避免底切的。
[0078]
即,作为定模的下模3的第1半分割体5a和作为动模的上模4的第2半分割体5b在倾斜面i中相互对合。第1半分割体5a在倾斜面i中的倾斜圆筒部2的内径2a侧的两端部具有第1平面6a,第2半分割体5b在倾斜面i中的倾斜圆筒部2的内径2a侧的两端部具有第2平面6b。形成矩形平面p的第1平面6a及第2平面6b是当将上侧壳1从注射成形模具m取出时不产生底切的平面。
[0079]
(倾斜面的角度)
[0080]
作为下模3与上模4的合起角度的倾斜面i的角度,从模具寿命的观点,越大越好。相对于此,如果设置矩形平面p,则由于形状从理想的圆筒形状背离,所以矩形平面p优选的是尽可能小,从这样的观点,倾斜面i的角度优选的是较小。因此,倾斜面i相对于包含左右方向h的铅直面的倾斜角度设为小于10
°
。另外,在注射成形模具m是模具向左右打开的横模的情况下,将倾斜面i相对于包含左右方向h的水平面的倾斜角度设为小于10
°
。
[0081]
<矩形平面的具体例>
[0082]
图6a及图6b是表示第1半分割体5a及第2半分割体5b的形状的例子的说明图。图6a及图6b将矩形平面p的宽度l夸张而表示用与倾斜圆筒部2的中心轴b正交的平面g(图1b、图2及图3)切断的截面中的第1半分割体5a及第2半分割体5b的外形。在第1半分割体5a与第2半分割体5b之间存在分型线pl(倾斜面i),但其位置根据中心轴b上的位置而不同。因此,在图6a及图6b中省略了分型线pl(倾斜面i)。
[0083]
(第1例)
[0084]
在图6a的例子中,左右的矩形平面p、p的间隔e比第1半分割体5a及第2半分割体5b的外形的直径d小(e<d)。曲面k1是直径d的圆周。
[0085]
(第2例)
[0086]
在图6b的例子中,左右的矩形平面p、p的间隔e是第1半分割体5a及第2半分割体5b的外形的直径d以上(e≧d)。曲面k2是从由倾斜圆筒部2的中心轴b沿着平面g向前后以等距离错移后的中心o1、o2与直径d的圆相切的圆的圆周。
[0087]
(矩形平面p的宽度的大小)
[0088]
如上述那样,由于矩形平面p优选的是尽可能小,所以矩形平面p的宽度l,即在将注射成形模具m关闭的状态下将第1半分割体5a及第2半分割体5b(作为定模的下模3及作为动模的上模4)用与倾斜圆筒部2的中心轴b正交的平面g切断时的矩形平面p的长度l,设为第1半分割体5a及第2半分割体5b(下模3及上模4)的周长的10%以下。
[0089]
<上侧壳的制造方法>
[0090]
(注射成形工序)
[0091]
在将图3的纵剖视图所示那样的具有下模3及上模4的注射成形模具m合模后,进行将成形上侧壳1的熔融树脂材料从模具m的未图示的浇口向模具m的腔室c内注入而将上侧壳1注射成形的注射成形工序。
[0092]
(冷却—固化工序)
[0093]
在进行上述注射成形工序后,进行一边施加压力一边使熔融树脂材料冷却的冷却—固化工序。
[0094]
(成形品取出工序)
[0095]
在进行上述冷却—固化工序后,将注射成形模具m打开。即,在将作为动模的上模4打开后,进行通过由配置在作为定模的下模3中的未图示的顶出销突出而将作为成形品的上侧壳1取出的成形品取出工序。
[0096]
在上侧壳1上,在与第1半分割体5a及第2半分割体5b的左右的矩形平面p对应的位置,形成图1a的立体图及图1b的纵剖视图所示的矩形平面q。
[0097]
<作用效果>
[0098]
如以上的实施方式那样,在具有定模及动模的作为轴向牵引模的注射成形模具m中,定模的第1半分割体5a和动模的第2半分割体5b在倾斜面i中相互对合。第1半分割体5a在倾斜面i中的倾斜圆筒部2的内径2a侧的两端部具有第1平面6a,第2半分割体5b在倾斜面i中的倾斜圆筒部2的内径2a侧的两端部具有第2平面6b。形成矩形平面p的第1平面6a及第2平面6b是在将上侧壳1从注射成形模具m取出时不产生底切的平面。
[0099]
通过使用这样的作为轴向牵引模的注射成形模具m将上侧壳1注射成形,能够消除上侧壳1的倾斜圆筒部2的内径侧的底切形状,所以能够在使用作为通常的模具构造的轴向牵引模的同时,防止上侧壳1的变形或损坏。由此,模具构造不会复杂化,所以能够降低模具的初始成本及维护成本,所以能够降低上侧壳1的成形成本,并且成形的生产性变高。
[0100]
以上的实施方式的记载全部是例示,并不限制于此。能够不脱离本发明的范围而施以各种改良及变更。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

