1.本发明属于板材加工技术领域,具体涉及一种无影胶涂装工艺和系统。
背景技术:
2.目前市场上用于对板材进行表面贴合工艺的方法通常使用pur热熔胶进行基材和面料的贴合工艺。传统热熔胶贴合处理工艺:通过热溶胶机对pur热熔胶进行溶胶,将达到120℃的胶水供给到涂胶机上的辊轮,基材在涂抹胶水前需进行初次的表面预热,使得后面涂抹在基材上的胶水不会受冷加速老化,通过温度高达120℃的辊轮对基材进行下压达到涂胶动作,涂抹完胶水后进入贴合的部分使得面料与涂抹胶水后的基材贴合在一起,然后将工件进行下料放置在恒温恒湿的养生房内进行等待胶水完全固化复合。
3.传统热熔胶工艺的缺点在于:1、基材和面料贴合后需要进行长达至少24小时进行养生达到最佳的复合状态;2、市面上的热熔胶工艺通常使用辊压的方式进行上胶,其中用于辊压的辊轮需要进行加温并与基材表面接触达到上胶的动作,一些耐热性不高的基材将因此变形;3、设备每次使用前需进行溶胶和辊轮加热操作。
技术实现要素:
4.本发明旨在至少解决上述现有技术中存在的技术问题之一。为此,本发明提出一种无影胶涂装工艺和系统。
5.根据本发明的一个方面,提出了一种无影胶涂装工艺,包括以下步骤:
6.s1:对板材表面进行除尘;
7.s2:对除尘后的板材辊涂无影胶,再压贴面料,然后经过uv光初步固化;
8.s3:对前后板材间连接的面料进行切断;
9.s4:采用uv光对涂膜进行全固化。
10.其中,表面除尘可以提高板材与无影胶的粘合力,提高无影胶对板材的附着力;初步固化便于后续切断面料。
11.在本发明的一些实施方式中,步骤s2中,所述面料的材质为pvc、pp、pet或petg中的一种或几种。
12.在本发明的一些实施方式中,所述uv光的光源为镓灯、汞灯、铁灯、无极镓灯、无极汞灯或led灯中的一种或几种,uv光的波长为200
‑
450nm。
13.在本发明的一些实施方式中,步骤s2中,所述无影胶的涂布量为25
‑
40g/m2。
14.在本发明的一些实施方式中,所述初步固化的能量为300
‑
400mj/cm2。
15.在本发明的一些实施方式中,步骤s4中,所述全固化的能量为400
‑
800mj/cm2。
16.本发明还提出一种无影胶涂装系统,包括沿工件输送方向依次设置的粉尘清除机、双滚涂布机、定位输送机、辊压机、斜切机和uv干燥机。其中,粉尘清除机用于板材的表面除尘;双滚涂布机用于对板材进行涂覆无影胶;定位输送机用于对工件进行位置定位,并随时观察工件表面是否存在瑕疵,及时调节设备,保证工件质量,定位输送机可选择对中定
位、靠边输送和定位输送的方式,对工件位置的调节有利于后续贴合;辊压机用于对板材覆一层面料并将面料压合到板材上;斜切机用于对前后板材上贴合的卷材(面料)进行分切动作,同时对板材侧边多余的卷膜(面料)进行裁切;uv干燥机通过uv光线对无影胶进行全固化处理。
17.在本发明的一些实施方式中,所述辊压机的压辊材质为橡胶、硅胶、钢辊或陶瓷中一种,所述橡胶和硅胶的硬度为45
°‑
65
°
。
18.在本发明的一些实施方式中,所述辊压机上设有用于初步固化的uv灯。通过uv灯对板材表面进行初步固化处理。
19.在本发明的一些实施方式中,所述辊压机上设有面料放卷装置。
20.根据本发明的一种优选的实施方式,至少具有以下有益效果:
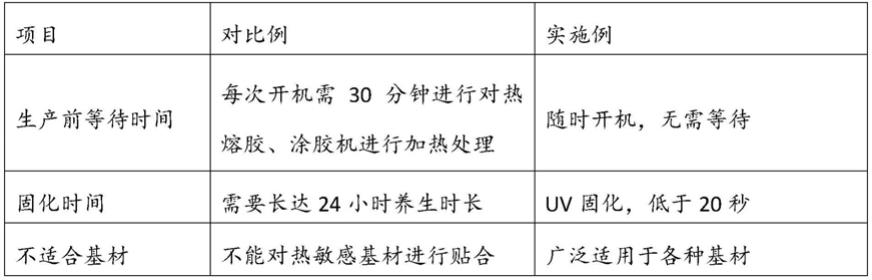
21.本发明取代了传统的热熔漆贴合工艺,其优势在于:1、使用无影胶能使得贴合完后的工件通过uv光固化后在二十秒内或瞬间达到固化效果;2、施工简单,可以随时进行生产和打样,全程生产过程无需加热;3、所用的基材适用范围广,能对受热形变的基材和面料进行贴合。
附图说明
22.下面结合附图和实施例对本发明做进一步的说明,其中:
23.图1为本发明无影胶涂装系统的整体结构示意图。
24.附图标记:粉尘清除机100、双滚涂布机200、对中机300、辊压机400、斜切机500、uv干燥机600、输送带700。
具体实施方式
25.以下将结合实施例对本发明的构思及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。
26.实施例1
27.参照图1,一种无影胶涂装系统,包括输送带700,沿工件输送方向依次设置有粉尘清除机100、双滚涂布机200、定位输送机、辊压机400、斜切机500和uv干燥机600,辊压机400的压辊材质为硬度55
°
的橡胶,辊压机400上设有用于初步固化的uv灯,本实施例的uv灯为无极汞灯,辊压机400上设有面料放卷装置,本实施例的定位输送机为对中机300。
28.采用本实施例的无影胶涂装系统进行无影胶涂装工艺,包括以下步骤:
29.s1:输送带700运载板材经过粉尘清除机100,粉尘清除机100对板材表面进行除尘清洁;
30.s2:采用双滚涂布机200对除尘后的板材辊涂无影胶,涂布量控制为30g/m2,使用定位输送机对工件进行位置定位,再采用辊压机400将pvc面料与板材进行贴合,然后经过uv灯进行初步固化处理,初步固化的能量为350mj/cm2;
31.s3:采用斜切机500对前后板材间连接的面料进行切断,同时斜切机500对板材侧边多余的卷膜(面料)进行裁切;
32.s4:采用uv干燥机600对涂膜进行全固化处理,全固化的能量为600mj/cm2。
33.实施例2
34.参照图1,一种无影胶涂装系统,包括输送带700,沿工件输送方向依次设置有粉尘清除机100、双滚涂布机200、定位输送机、辊压机400、斜切机500和uv干燥机600,辊压机400的压辊材质为硬度60
°
的橡胶,辊压机400上设有用于初步固化的uv灯,本实施例的uv灯为led灯,辊压机400上设有面料放卷装置,本实施例的定位输送机为对中机300。
35.采用本实施例的无影胶涂装系统进行无影胶涂装工艺,包括以下步骤:
36.s1:采用粉尘清除机100对板材表面进行除尘清洁;
37.s2:采用双滚涂布机200对除尘后的板材辊涂无影胶,涂布量控制为35g/m2,本实施例使用的无影胶为led专用的无影胶,使用定位输送机对工件进行位置定位,再采用辊压机400将pet面料与板材进行贴合,然后经过led灯进行初步固化处理,初步固化的能量为350mj/cm2;
38.s3:采用斜切机500对前后板材间连接的面料进行切断,同时斜切机500对板材侧边多余的卷膜(面料)进行裁切;
39.s4:采用uv干燥机600对涂膜进行全固化处理,全固化的能量为600mj/cm2。
40.对比例
41.本对比例为传统pur热熔胶平贴工艺,具体流程如下:
42.s1:对板材表面进行除尘清洁;
43.s2:通过热熔胶机将胶水加温至120
‑
130℃后供应到涂胶机上,涂胶机上的辊轮需要提前加温至110
‑
120℃,通过辊轮接触板材表面,用滚涂的方式将胶水涂抹到板材表面;
44.s3:通过辊压的方式将面料与板材进行贴合处理;
45.s4:对贴合完面料后的板材表面覆盖一层保护膜,用于包覆产品的表面效果;
46.s6:通过斜切机对板材上方的面料和保护膜同时进行切断,下料;
47.s7:平贴完毕后的板材需要移至恒温恒湿的养生房进行长达24小时养生阶段,等待pur热熔胶达到完全固化得最终成品。
48.表1为实施例工艺与对比例工艺的对比。
49.表1
[0050][0051]
上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。此外,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

