造型材料供给装置、三维造型装置
1.本技术是申请日为2018年8月23日、申请号为201810964753.2、发明名称为“造型材料供给装置、三维造型装置”的专利申请的分案申请,其全部内容结合于此作为参考。
技术领域
2.本发明涉及造型材料供给装置以及三维造型装置。
背景技术:
3.已知有一种三维造型装置,其采用了通过将已熔融的树脂材料喷出后积层、使其固化来制作三维造型物的热熔解积层法(fused deposition modeling(fdm),熔融沉积成型)(例如专利文献1)。
4.在专利文献2中已经公开有一种将树脂材料(丝材)和碳纤维从头部中射出的三维造型装置。
5.在现有的热熔解积层法中,供给热可塑性树脂制的固体丝材,一边使丝材的末端部分软化,一边将该软化后的热可塑性树脂配置于假想平面上的规定位置。由于配置于规定位置上的热可塑性树脂已被软化,所以与已配置于相邻位置的热可塑性树脂接合。通过在与假想平面垂直的方向上依次错开位置来重复那样的处理,从而形成三维形状的物体。
6.另外,在热熔解积层法中,只有从喷嘴中送出的热可塑性树脂被软化,丝材的其它部分未被软化。因此,当树脂在某一区域上的配置结束了的情况下,停止丝材的供给,使喷嘴从最后配置了热可塑性树脂的地点移动,由此热可塑性树脂在最后地点上的配置完成。此时,在喷嘴内,已软化且和已配置在喷嘴外的热可塑性树脂连续的热可塑性树脂与尚未被充分软化的部分的热可塑性树脂(丝材)被切离。
7.另一方面,在发泡成型机的领域中,已经提出如下这样的短填充机(专利文献3)。该短填充机具备:圆筒状的填充机筒部;开闭用杆头部,位于填充机筒体的末端开口附近;活塞杆,与开闭用杆头部连接,位于填充机筒体内,由驱动气缸的活塞驱动;以及珠粒送粒用通孔,倾斜地连接于收容活塞杆的填充机筒部。
8.当成型时,使活塞杆后退来使填充机筒体的末端开口打开,经由珠粒送粒用通孔来进行原料珠粒向空腔的填充。此时,使压缩空气从已后退的开闭用杆头部喷出来将原料珠粒供给至模腔内。当原料珠粒的填充结束时,使活塞杆再次前进来关闭填充机筒体的末端开口。设置于开闭用杆头部的侧面的用于喷出压缩空气的开口部被填充机筒体的末端开口的内壁闭塞,压缩空气的供给被停止。
9.三维造型装置中的造型处理反复进行已熔融的材料从喷嘴中的喷出和停止。然而,从喷嘴中喷出的造型材料的流量并未受到控制。因此,在三维造型物的结构复杂的情况下,不能够根据所形成的部位而使流量适当变更来制作三维造型物。
10.另外,当使材料从喷嘴中的喷出停止时,材料从喷嘴中的流出不会立即停止,导致存在材料喷出的停止时间产生延迟的情况和材料的喷出量比预定量过量的情况。
11.另外,当重新开始材料从喷嘴中的喷出时,由于材料向喷嘴的供给延迟,导致存在
材料的喷出时间产生延迟的情况和材料的喷出量不足的情况(例如专利文献1、2)。
12.另外,在专利文献2中所描述的装置中,通过控制将树脂材料供给头部的材料进给装置和将碳纤维供给头部的纤维引入装置来停止材料向头部的供给。但是,材料进给装置及纤维引入装置与头部之间相离较远,因此难以良好地响应停止材料的射出。
13.另外,在三维造型装置上的造型处理中,当使树脂材料从喷嘴中的送出停止时,在从喷嘴中已送出的树脂与残留在喷嘴送出口的已熔融的树脂之间存在已熔融的树脂伸长成丝状的不良情况(以下也称为“拉丝”)(例如专利文献2)。
14.另外,当在形成三维形状的物体时想要使用预先已被熔融的、流动性和粘度比热熔解积层法更高的材料时,在某一部分的树脂的配置结束了时,喷嘴内的熔融材料与已配置在喷嘴外的熔融材料可能不会被恰当地分离。即,在两者之间形成了细长地连接的树脂部分之后,在该细长部分的任一部位上两者被切离。在那种情况下,在最后配置了热可塑性树脂的地点上的热可塑性树脂的形状未受到恰当控制。其结果,不能够以高精度的形状来形成三维形状的物体。这种问题在公开一种供给固体原料珠粒的技术的专利文献3中也未考虑。
15.如此,在三维造型装置中,对于调整材料从喷嘴中的喷出量和良好地响应停止材料的射出这方面依然有改良的余地。
16.现有技术文献
17.专利文献
18.专利文献1日本特开2017-35811号公报
19.专利文献2国际公开第2015/182675号
20.专利文献3日本特开平7-96534号公报。
技术实现要素:
21.本发明为了解决上述问题的至少一部分而做出,能够作为以下的方式或应用例来实现。
22.(方式1)根据本公开的一方式,提供一种用于三维造型装置的造型材料供给装置。该造型材料供给装置包括:第一流路,流通造型材料;喷嘴,与所述第一流路连通,喷出所述造型材料;以及流量调节机构,具备设置于所述第一流路内的蝶形阀。
23.根据本方式的造型材料供给装置,通过设置于造型材料流通的第一流路内的蝶形阀,能够控制造型材料从喷嘴中喷出的开始和停止以及从喷嘴中喷出的造型材料的量。因此,与不具备流量调节机构的方案相比,能够以更高的精度来控制造型材料从喷嘴中喷出的开始时间、停止时间以及造型材料的喷出量。
24.(方式2)根据本公开的其它方式,也可以设为如下的方案:所述蝶形阀具备配置在所述第一流路内能够旋转的板状部件,所述第一流路内具备所述板状部件的空间在与所述造型材料流通的方向垂直的面上的截面比所述第一流路内不具备所述板状部件的部分在与所述造型材料流通的方向垂直的面上的截面大。
25.根据本方式的造型材料供给装置,通过设置于具备蝶形阀的板状部件的位置上的空间,能够扩大流量调节机构的周围的流路。即,与不设置空间的方案相比,能够使板状部件的周围的流量增大。因此,在板状部件的面方向与造型材料流通的方向平行的情况下,与
不具备流量调节机构的方案相比,能够防止第一流路的流量被板状部件较大地限制。
26.(方式3)根据本公开的其它方式,也可以设为如下的方案:所述造型材料供给装置还具备吸引部,其将所述造型材料吸引至与所述第一流路连接的分叉流路而使所述第一流路产生负压。
27.根据本方式的造型材料供给装置,通过利用吸引部来使造型材料的流路内产生负压,能够使造型材料从喷嘴中的喷出迅速停止。
28.(方式4)也可以设为如下的方案:在上述方式所记载的造型材料供给装置中,还具备与所述第一流路连接并将气体送出至所述第一流路的冲洗部。
29.根据该方式的造型材料供给装置,通过利用冲洗部来将气体送入至残留于第一流路内的造型材料的上游侧,能够使残留在第一流路内的造型材料从喷嘴中迅速地喷出。因此,能够使造型材料从喷嘴中的喷出迅速停止。
30.(方式5)也可以设为如下的方案:在上述方式所记载的造型材料供给装置中,所述冲洗部与所述第一流路连接的位置比所述第一流路中具备所述蝶形阀的位置靠所述喷嘴侧。
31.根据本方式的造型材料供给装置,能够使造型材料从喷嘴中的喷出迅速停止。另外,与冲洗部连接于第一流路的位置为隔着流量调节机构而与喷嘴相反侧(即上游侧)的方案相比,能够使残留在第一流路内的造型材料的喷出量减少。
32.(方式6)也可以设为如下的方案:在上述方式所记载的造型材料供给装置中,还具备控制所述流量调节机构和所述冲洗部的控制部,所述控制部在关闭所述流量调节机构而使所述第一流路的所述造型材料的流通停止之后使所述冲洗部动作。
33.根据本方式的造型材料供给装置,能够执行在通过流量调节机构关闭流路之后使冲洗部动作的控制。因此,能够以更高的精度来控制造型材料从喷嘴中的喷出的停止。另外,能够抑制在通过冲洗部将气体送入流路内时流路内的造型材料向比流量调节机构靠上游侧的流路倒流。
34.(方式7)根据本公开的一方式,提供一种用于三维造型装置的造型材料供给装置。该造型材料供给装置具备第一流路和旋转体,其中,该第一流路使造型材料流通,该旋转体具有:第二流路,能与所述第一流路连通;喷嘴,与所述第二流路连通;以及流量调节机构,设置于所述第二流路,调节所述第二流路的流量。在所述旋转体处于第一旋转位置的情况下,所述第一流路与所述第二流路成为连通的状态而从所述喷嘴中送出所述造型材料,在所述旋转体处于从所述第一旋转位置旋转预先确定的角度以上而得的第二旋转位置的情况下,所述第一流路与所述第二流路成为不连通的状态,所述喷嘴的开口被包围所述旋转体的部件堵塞而停止所述造型材料从所述喷嘴中的送出。
35.根据该方式的造型材料供给装置,能够通过使具有喷嘴的旋转体旋转来使造型材料的送出停止。因此,能够使造型材料的送出响应良好地停止。另外,通过设置于使造型材料流通的第二流路的流量调节机构来控制造型材料从喷嘴中送出的开始和停止以及被送出的造型材料的量。因此,能够以更高的精度来控制造型材料从喷嘴中送出的开始时间、停止时间以及造型材料的送出量。
36.(方式8)也可以设为如下的方案:在上述方式7所记载的造型材料供给装置中,所述流量调节机构包括闸门,该闸门能够改变当投影到与所述造型材料流通的方向垂直的面
上时的所述第二流路的面积,并且能够开闭所述第二流路。
37.根据本方式的造型材料供给装置,由于通过闸门来开闭第二流路,所以能够在更恰当的时间上进行造型材料从喷嘴中送出的开始和停止。另外,通过由闸门进行的第二流路的闭塞,抑制了在停止造型材料从喷嘴中的送出的期间造型材料从喷嘴中泄漏。
38.(方式9)也可以设为如下的方案:在上述方式7所记载的造型材料供给装置中,所述流量调节机构包括开闭所述第二流路的蝶形阀。
39.根据该方式的造型材料供给装置,由于通过蝶形阀来开闭第二流路,所以能够在更恰当的时间上进行造型材料从喷嘴中送出的开始和停止。另外,通过调整蝶形阀的开度,能够控制从喷嘴中送出的造型材料的量。
40.(方式10)也可以设为如下的方案:在上述方式7至9中任一个所记载的造型材料供给装置中还具备切断部,相对于在所述旋转体处于所述第一旋转位置的情况下的所述喷嘴的位置而言,所述切断部在当所述旋转体从所述第一旋转位置向所述第二旋转位置旋转时所述喷嘴移动的一侧,所述切断部和所述旋转体被构成为当所述旋转体从所述第一旋转位置向所述第二旋转位置旋转时所述切断部相对横穿所述喷嘴的开口。
41.根据该方式,能够将已送出至喷嘴外的造型材料的末端的形状控制为一定形状。因此,能够提高三维造型物的造型精度。另外,在为以具有热可塑性的材料为主材料的造型材料的情况下,能够抑制在已送出至喷嘴外的造型材料与残留在喷嘴送出口的造型材料之间发生已熔融的造型材料伸长成丝状的拉丝。
42.(方式11)也可以设为如下的方案:在上述方式10所记载的造型材料供给装置中,所述切断部具有用于切断所述造型材料的刀或钢丝。
43.根据该方式,能够通过简易的结构来切断造型材料。
44.(方式12)也可以设为如下的方案:在上述方式7至11中任一个所记载的造型材料供给装置中,还具备控制所述流量调节机构和所述旋转体的控制部,所述控制部在通过所述流量调节机构来关闭所述第二流路而使所述造型材料在所述第二流路中的流通停止了之后使所述旋转体从所述第一旋转位置变更为所述第二旋转位置。
45.根据本方式的造型材料供给装置,能够执行在通过流量调节机构来关闭了第二流路之后旋转体进行动作的控制。因此,能够在停止了比流量调节机构靠喷嘴侧(即下游侧)的造型材料的流通之后再使旋转体动作。因此,能够将造型材料的末端的形状控制为一定形状,能够提高三维造型物的造型精度。另外,能够更可靠地抑制在已送出至喷嘴外的造型材料与残留在喷嘴送出口的造型材料之间发生造型材料伸长成丝状的拉丝。
46.(方式13)根据本公开的其它方式,提供一种三维造型装置,其具备上述方式的造型材料供给装置。
47.(方式14)可以设为如下的方案:在上述方式的三维造型装置中,还具备使材料的至少一部分熔融以生成造型材料的造型材料生成部,所述造型材料生成部具有:对面部,形成有与第一流路连通的连通孔,并具有加热器;以及扁平螺杆,面向所述对面部,在所述扁平螺杆被旋转而将所述材料输送至所述连通孔的同时使所述材料的至少一部分熔融以生成所述造型材料,所述扁平螺杆具备将所述造型材料供给至所述连通孔的槽部,通过所述扁平螺杆的旋转和由所述加热器进行的加热来使已供给至所述扁平螺杆与所述对面部之间的材料的至少一部分熔融而生成所述造型材料。
48.根据该方式,通过扁平螺杆和加热器来使材料的至少一部分熔融而生成造型材料,因此能够使整个装置的尺寸变小。
49.(方式15)根据本公开的一方式,提供一种用于三维造型装置的造型材料供给装置。该造型材料供给装置具备:造型材料生成部,使材料的至少一部分熔融而生成造型材料;喷嘴,射出所述造型材料;流路,将由所述造型材料生成部生成的造型材料供给至所述喷嘴;闭塞部件,至少一部分配置于所述喷嘴内,能够堵塞所述喷嘴;以及驱动部,使所述闭塞部件位移来使所述喷嘴开闭。所述闭塞部件和所述驱动部构成为能够由所述闭塞部件堵塞作为所述喷嘴的开口的第一开口的端面。
50.根据该方式,则当造型材料的配置结束时,能够通过闭塞部件来结束造型材料的供给而与喷嘴外的造型材料相连的造型材料不残留于喷嘴内。因此,残留于喷嘴内的造型材料与已配置在喷嘴外的造型材料细长地相连之后分离的可能性低。因此,能够以高精度的形状来形成三维形状的物体。
51.(方式16)也可以设为如下的方案:在上述方式15所记载的造型材料供给装置中,所述造型材料生成部具备流出路、槽部以及第一加热部,其中,该流出路使至少一部分熔融的所述造型材料流出至所述流路;该槽部设置于面向第二开口的面上,所述第二开口为所述流出路的入侧端部开口,以边靠近所述第二开口边改变相对于所述第二开口的角度位置的方式输送材料,从而供给至所述流出路;该第一加热部配置于面向所述槽部的位置,加热在所述槽部内输送的材料。
52.根据该方式,与在旋转的轴的圆柱侧面设有输送材料的槽部的造型材料供给装置相比,能够使造型材料供给装置的结构小型化。
53.(方式17)也可以设为如下的方案:在上述方式15或16所记载的造型材料供给装置中,所述喷嘴具备第一部分流路,所述第一部分流路内部空间的截面形状在输送造型材料的方向上随着朝下游去而变小,所述闭塞部件和所述驱动部被构成为能够在所述第一部分流路内使所述闭塞部件的末端在输送造型材料的方向上位移。
54.根据该方式,通过使闭塞部件的末端在第一部分流路内位移,能够改变造型材料在第一部分流路内的流动阻力。其结果,能够控制来自喷嘴的每单位时间的造型材料的供给量。
55.(方式18)也可以设为如下的方案:在上述方式17所记载的造型材料供给装置中,所述喷嘴具备第二部分流路,在相对于所述第一部分流路而言下游侧,所述第二部分流路内部空间的截面形状在输送造型材料的方向上为一定,所述闭塞部件具备第一闭塞部,所述第一闭塞部截面形状在输送造型材料的方向上为一定,所述闭塞部件和所述驱动部被构成为能够将所述第一闭塞部插入所述第二部分流路来堵塞所述第二部分流路。
56.根据该方式,在停止造型材料的供给之前,从喷嘴的第二部分流路中供给与闭塞部件位移的速度相应的喷出量的造型材料。因此,可恰当地控制已供给至喷嘴外的造型材料的尾端的形状。
57.(方式19)也可以设为如下的方案:在上述方式17或18所记载的造型材料供给装置中,所述闭塞部件具备第二闭塞部,所述第二闭塞部截面形状在输送造型材料的方向上随着朝下游去而变小,所述闭塞部件和所述驱动部被构成为能够在所述喷嘴的所述第一部分流路内使所述第二闭塞部在输送造型材料的方向上位移且能够由所述第二闭塞部堵塞所
述喷嘴的所述第一部分流路。
58.根据该方式,通过在第一部分流路内使第二闭塞部在流动的方向上位移,能够改变第一部分流路内的空间的截面积。其结果,容易定量控制造型材料的流动阻力。
59.(方式20)也可以设为如下的方案:在上述方式15至19中任一个所记载的造型材料供给装置中,还具备加热所述闭塞部件的第二加热部。
60.在材料流通的空间为了闭塞部件而变窄的部分上,使已熔融的材料流通时的阻力变大。但是,在上述的方案中,位于流路内的闭塞部件的周围的造型材料被第二加热部加热,得以提高了流动性。因此,即使在造型材料流通的空间为了闭塞部件而变窄的部分上,也难以发生造型材料的堵塞。
61.(方式21)也可以设为如下的方案:在上述方式15至20中任一个所记载的造型材料供给装置中,还具备冷却部,其能够将所述喷嘴的包括所述第一开口的末端部冷却为低于位于在输送造型材料的方向上比所述末端部靠上游侧的腰部的温度。
62.根据该方式,通过冷却部冷却喷嘴的末端部,能够控制从喷嘴内挤出的造型材料的粘度。
63.(方式22)也可以设为如下的方案:在上述方式15至21中任一个所记载的造型材料供给装置中,所述流路具备下游部分和上游部分,所述下游部分从所述喷嘴向与存在所述第一开口的一侧相反侧伸长,所述上游部分以小于90度的角度连接于所述下游部分,所述驱动部与所述闭塞部件被连接为贯通构成所述上游部分且位于与所述第一开口相反一侧的壁部。
64.根据该方式,能够既将驱动部配置于流路外,又将驱动部与闭塞部件连接。进而,能够既将流路的上游部分配置为避开驱动部,又使上游部分与下游部分的连接部分上的阻力比上游部分与下游部分被连接成90度的方案变小。
65.(方式23)根据本公开的其它方式,提供一种三维造型装置,其对具有三维形状的部件进行造型,所述三维造型装置具备上述方式15至22中任一个所记载的造型材料供给装置。
66.(方式24)根据本公开的其它方式,提供一种对具有三维形状的部件进行造型的三维造型装置。该三维造型装置具备:上述方式17至22中任一个所记载的造型材料供给装置、接受从所述造型材料供给装置供给的造型材料的造型台、输送所述造型材料供给装置和所述造型台至少一方的移动机构以及控制所述造型材料供给装置和所述移动机构的控制部。所述控制部能够使将所述造型材料从所述造型材料供给装置中供给至外部的供给速度与所述移动机构的输送速度同步。
67.根据该方式,能够边使造型材料供给装置的输送速度变化边将一定量的造型材料配置于各位置。
68.(方式25)根据本公开的一方式,提供一种使用热可塑性材料来制造三维造型物的三维造型装置。该三维造型装置的特征在于,具备:可塑化部,对所述材料的至少一部分进行塑化而使其转化成造型材料;第一流路,从所述可塑化部供给所述造型材料;以及旋转体,其具有能与所述第一流路连通的第二流路和与所述第二流路连通的射出口,在所述旋转体位于第一旋转位置的情况下,所述第一流路与所述第二流路成为连通的状态而从所述射出口射出所述造型材料,在所述旋转体位于从所述第一旋转位置起旋转预先确定的角度
以上而得的第二旋转位置的情况下,所述第一流路与所述第二流路成为不连通的状态从而停止所述造型材料从所述射出口中的射出。
69.根据该方式的三维造型装置,能够通过使具有射出口的旋转体旋转来使造型材料的射出停止,所以能够使造型材料的射出响应良好地停止。
70.(方式26)上述方式25中所记载的三维造型装置还具备切断部,所述切断部设置于与在所述旋转体位于所述第一旋转位置的情况下的所述射出口位置相比,更靠近当所述旋转体从所述第一旋转位置向所述第二旋转位置旋转时所述射出口移动的方向侧,通过所述旋转体从所述第一旋转位置向所述第二旋转位置旋转,可以通过所述切断部切断从所述射出口射出的所述造型材料。
71.根据该方式,能够使造型材料的末端的形状整齐地成为一定形状,所以能够提高三维造型物的造型精度。
72.(方式27)在上述方式26所记载的三维造型装置中,所述切断部可以具有用于切断所述造型材料的刀或钢丝。根据该方式,能够通过简易的结构来切断造型材料。
73.(方式28)在上述方式25至27中任一个所记载的三维造型装置中,所述可塑化部可以具有:扁平螺杆,其具有形成有涡旋槽的涡旋槽形成面,由驱动电机驱动而旋转;以及螺杆对面部,其与所述涡旋槽形成面相对,在中心形成有与所述第一流路连通的连通孔,并具有加热器,可以通过所述扁平螺杆的旋转和由所述加热器进行的加热来将供给至所述扁平螺杆与所述螺杆对面部之间的所述材料的至少一部分进行塑化而使其转化成造型材料。
74.根据该方式,通过扁平螺杆和加热器来将材料的至少一部分进行塑化,因此能够使整个装置的尺寸变小。
75.上面已述的本发明的各方式具有的多个构成要素并非全部都是必需的,为了解决上述的技术问题的一部分或全部或者为了实现本说明书中已记载的效果的一部分或全部,对所述多个构成要素的部分构成要素,能适当进行这些要素的变更、删除、与新的其它构成要素的替换、限定内容的部分删除。另外,为了解决上述的技术问题的一部分或全部或者为了实现本说明书中所记载的效果的一部分或全部,也能够将上面已述的本发明的一方式中所包含的技术特征的一部分或全部与上面已述的本发明的其它方式中所包含的技术特征的一部分或全部组合来作为本发明的独立的一方式。
76.本发明也能以造型材料供给装置和三维造型装置以外的各种方式来实现。例如,能够以造型材料的喷出方法、使用了造型材料的三维造型物的造型方法等方式来实现。除此以外,还能够以三维造型装置的控制方法或用于控制流量调节机构的计算机程序、记录了该计算机程序的非暂时性记录介质等方式来实现。
附图说明
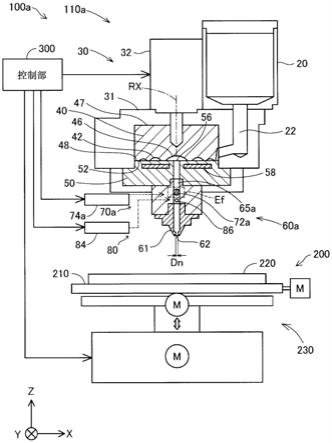
77.图1是示出第一实施方式中的三维造型装置100a的结构的概略图。
78.图2是示出扁平螺杆40的下表面48侧的结构的概略立体图。
79.图3是示出对面部50的上表面52侧的概略平面图。
80.图4是示出三维造型物ob与喷嘴61的末端的喷出口62的位置关系的说明图。
81.图5是示出具有流量调节机构70a的造型材料供给装置60a的外观结构的概略立体图。
82.图6是造型材料供给装置60a在图5的vi
‑
vi位置处的截面图。
83.图7是示出在图1中的区域ef中的、蝶形阀72a处于第一位置的状态的流量调节机构70a的截面放大图。
84.图8是示出在图1中的区域ef中的、蝶形阀72a处于第二位置的状态的流量调节机构70a的截面放大图。
85.图9是示出在图1中的区域ef中的、蝶形阀72a处于第三位置的状态的流量调节机构70a的截面放大图。
86.图10是示出控制部300执行造型处理的流程的一例的说明图。
87.图11是示出第二实施方式中的三维造型装置100b的造型材料供给装置60b所具备的流量调节机构70b的结构的概略图。
88.图12是示出蝶形阀72b处于第二位置的状态下的流量调节机构70b的截面放大图。
89.图13是示出具备吸引部75的第三实施方式的造型材料供给装置60c的概略截面图。
90.图14是示意性示出了第三实施方式的造型材料供给装置60c所具备的吸引部75的动作的说明图。
91.图15是示出第四实施方式中的三维造型装置100d的结构的概略图。
92.图16是示出扁平螺杆40的下表面48侧的结构的概略立体图。
93.图17是示出对面部50d的上表面52侧的概略平面图。
94.图18是示出三维造型物ob与喷嘴61d的位置关系的说明图。
95.图19是从下面侧观察到具有流量调节机构70d的造型材料供给装置60d的概略立体图。
96.图20是造型材料供给装置60d在图19的vii
‑
vii位置处的截面图。
97.图21是造型材料供给装置60d在图19的viii
‑
viii位置处的截面图。
98.图22是示出旋转体63从第一旋转位置旋转后的状态的造型材料供给装置60d的截面图。
99.图23是示出在图21所示的区域ef中的、蝶形阀72d处于第一位置的状态的流量调节机构70d的截面放大图。
100.图24是示出在图21所示的区域ef中的、蝶形阀72d处于第二位置的状态的流量调节机构70d的截面放大图。
101.图25是示出在图21所示的区域ef中的、蝶形阀72d处于第三位置的状态的流量调节机构70d的截面放大图。
102.图26是示出控制部300执行造型处理的流程的一例的说明图。
103.图27是示出流量调节机构70e的闸门部72e被配备于第二位置的状态的截面图。
104.图28是示出流量调节机构70e的闸门部72e被配备于第一位置的状态的截面图。
105.图29是示出流量调节机构70e的闸门部72e被配备于第三位置的状态的截面图。
106.图30是示出第六实施方式中的三维造型装置100f的结构的概略图。
107.图31是示出螺杆对面部50f的概略平面图。
108.图32是示出扁平螺杆40f的下表面48侧的结构的概略立体图。
109.图33是示出喷嘴61f的结构的截面图。
110.图34是示出闭塞销72f堵塞喷嘴61f的状态的截面图。
111.图35是示出将闭塞销72f的末端72t配置于喷嘴61f的第一部分流路61tp内的状态的截面图。
112.图36是示出通过从三维造型装置100f的喷嘴61f中喷出的造型材料来构成三维造型物ob的状态的说明图。
113.图37是沿着时间t示出造型台220的输送速度vm和从喷出单元110f供给的造型材料的供给速度vr的曲线图。
114.图38是示出第七实施方式的三维造型装置中的闭塞销72g的形状的图。
115.图39是示出将闭塞销72g的锥形部分72gtp配置于喷嘴61f的第一部分流路61tp内的状态的截面图。
116.图40是示出第八实施方式的三维造型装置中的喷嘴61h和闭塞销72h的结构的截面图。
117.图41是三维造型装置的概念图。
118.图42是扁平螺杆的立体图。
119.图43是螺杆对面部的平面图。
120.图44是示出三维造型物与射出部的位置关系的说明图。
121.图45是从下面侧观察射出部的立体图。
122.图46是图45中的ix
‑
ix截面图。
123.图47是示出旋转体旋转后的形态的图。
124.附图标记说明
125.20,20f材料供给部;20i料斗;22连通路;30,30d,30f造型材料生成部;31,31i螺杆箱;32,32i驱动电机;40,40f,40i扁平螺杆;42槽部;43凸条部;44材料流入口;46中央部;47扁平螺杆的上表面;48下表面(槽形成面);50,50d对面部;50f,50i螺杆对面部;52上表面(螺杆对面部);54引导槽;56连通孔;56f流出路;56o开口;57旋转驱动轴;58加热器;59旋转驱动部;60a,60b,60c,60d,60e造型材料供给装置;60f头部;60i射出部;61,61d,61f,61h喷嘴;61i射出口;62喷出口;63,63e旋转体;70,70a,70b,70d,70e,70f喷出控制机构流量调节机构;70i致动器;72a,72b,72d蝶形阀;72e闸门部;100a,100b,100c,100d,100e,100f,100i三维造型装置;110a,110f喷出单元;110d送出单元;110i射出单元。
具体实施方式
126.以下,参照附图来说明用于实施本发明的方式。在以下的实施方式中,有时在相同的构成部件上标以相同的符号,并省略或简化它们的说明。
127.另外,在附图中,示出了表示彼此正交的x、y、z方向的箭头。x方向以及y方向是与水平面平行的方向,z方向是与重力方向相反的方向。表示x、y、z方向的箭头在各图中也以对应的方式根据需要而进行了图示。
128.对在以下的实施方式中所使用的材料和造型材料进行说明。三维造型装置能够用造型材料来造型造型物,该造型材料以例如具有热可塑性的材料或金属材料、陶瓷材料等各种材料为主材料。在此,所谓“主材料”意味着成为构成造型物的形状的中心的材料,意味着在造型物中占按重量计50%以上的含有率的材料。上述的造型材料中包含将那些主材料
单独熔融后的物质和与主材料一起含有的部分成分熔融而被制成糊状的物质。
129.在使用具有热可塑性的材料作为主材料的情况下,通过将该材料进行塑化来生成造型材料。所谓“可塑化”意味着对具有热可塑性的材料进行加热、熔融。
130.作为具有热可塑性的材料,能够使用例如下述的热可塑性树脂材料。
131.<热可塑性树脂材料的例子>
132.聚丙烯树脂(pp)、聚乙烯树脂(pe)、聚甲醛树脂(pom)、聚氯乙烯树脂(pvc)、聚酰胺树脂(pa)、丙烯腈
‑
丁二烯
‑
苯乙烯树脂(abs)、聚乳酸树脂(pla)、聚苯硫醚(pps)、聚醚醚酮(peek)、聚碳酸酯(pc)、改性聚苯醚、聚对苯二甲酸丁二醇酯、聚对苯二甲酸乙二醇酯等通用工程塑料;聚砜、聚醚砜、聚苯硫醚、聚芳酯、聚酰亚胺、聚酰胺酰亚胺、聚醚酰亚胺、聚醚醚酮等工程塑料。
133.在具有热可塑性的材料中,可以混入有颜料、金属、陶瓷,除此以外,还可以混入有蜡、阻燃剂、抗氧化剂、热稳定剂等添加剂等。
134.在三维造型装置中,也可以使用例如以下的金属材料作为主材料来代替上面已述的具有热可塑性的材料。在这种情况下,较为理想的是,在将下述的金属材料制成粉末状而得的粉末材料中,混合当生成造型材料时熔融的成分后,再投入到造型材料生成部。
135.<金属材料的例子>
136.镁(mg)、铁(fe)、钴(co)或铬(cr)、铝(al)、钛(ti)、铜(cu)、镍(ni)的单一金属、或者包含一个以上的这些金属的合金。
137.<所述合金的例子>
138.马氏体时效钢、不锈钢、钴铬钼、钛合金、镍合金、铝合金、钴合金、钴铬合金。
139.在三维造型装置中,能够使用陶瓷材料作为主材料来代替上述的金属材料。作为陶瓷材料,能够使用例如二氧化硅、二氧化钛、氧化铝、氧化锆等氧化物陶瓷;以及氮化铝等非氧化物陶瓷等。在使用上述那样的金属材料或陶瓷材料作为主材料的情况下,配置于造型台上的造型材料可以通过烧结来进行固化。
140.用作主材料的金属材料或陶瓷材料的粉末材料也可以是混合了多种单一金属的粉末或合金粉末、陶瓷材料的粉末而成的混合材料。另外,金属材料、陶瓷材料的粉末材料也可以用例如上述那样的热可塑性树脂或者除此以外的热可塑性树脂涂布。在这种情况下,在造型材料生成部中,该热可塑性树脂可以作为熔融而显现出流动性的物质。
141.在用作主材料的金属材料、陶瓷材料的粉末材料中,还能够添加例如如下这样的溶剂。溶剂能够将选自下述中的一种或两种以上组合来使用。
142.<溶剂的例子>
143.水;乙二醇单甲醚、乙二醇单乙醚、丙二醇单甲醚、丙二醇单乙醚等(聚)烷撑二醇单烷基醚类;醋酸乙酯、醋酸正丙酯、醋酸异丙酯、醋酸正丁酯、醋酸异丁酯等醋酸酯类;苯、甲苯、二甲苯等芳香族烃类;甲基乙基酮、丙酮、甲基异丁基酮、乙基正丁基甲酮、二异丙基甲酮、乙酰丙酮等酮类;乙醇、丙醇、丁醇等醇类;四烷基醋酸铵类;二甲基亚砜、二乙基亚砜等亚砜系溶剂;吡啶、γ-甲基吡啶、2,6
‑
二甲基吡啶等吡啶系溶剂;四烷基醋酸铵(例如四丁基醋酸铵等)、二乙二醇丁醚醋酸酯等离子液体等。
144.除此以外,在用作主材料的金属材料、陶瓷材料的粉末材料中,还能够添加例如如下这样的粘合剂。
145.<粘合剂的例子>
146.丙烯酸树脂、环氧树脂、硅酮树脂、纤维素系树脂或其它合成树脂、或者pla(聚乳酸)、pa(聚酰胺)、pps(聚苯硫醚)、peek(聚醚醚酮)或其它热可塑性树脂。
147.对于以下的各实施方式中的造型材料供给装置以及三维造型装置,以使用具有热可塑性的材料为主材料的造型材料来造型造型物的方式作为一例进行说明。
148.[第一实施方式]
[0149]
图1是示出第一实施方式中的三维造型装置100a的结构的概略图。
[0150]
三维造型装置100a具备:喷出单元110a、造型工作台部200以及控制部300。三维造型装置100a通过在控制部300的控制下将造型材料从喷出单元110a的喷嘴61中喷出至造型工作台部200的造型台220上来对三维造型物进行造型。
[0151]
喷出单元110a具备:材料供给部20、造型材料生成部30以及造型材料供给装置60a。材料供给部20由料斗构成,下方的排出口经由连通路22而与造型材料生成部30连接。材料供给部20将具有热可塑性的材料供给至造型材料生成部30。
[0152]
作为投入至材料供给部20的材料,能够使用上面已述的材料。这些材料以丸粒或粉末等固体材料状态而被投入至材料供给部20。另外,也可以在投入至材料供给部20的具有热可塑性的材料中如上所述混入有颜料、金属、或陶瓷等。
[0153]
造型材料生成部30使从材料供给部20供给的材料熔融并使其流入到造型材料供给装置60a。造型材料生成部30具有:螺杆箱31、驱动电机32、扁平螺杆40以及对面部50。
[0154]
扁平螺杆40是轴线方向(沿着中心轴的方向)的高度小于直径的大致圆柱状的螺杆,在作为与其旋转轴rx交叉的面的下表面48上形成有槽部42。上面已述的材料供给部20的连通路22从扁平螺杆40的侧面上连接于槽部42。关于扁平螺杆40的具体形状,将在后面说明。
[0155]
扁平螺杆40被配置为其轴线方向与z方向平行,沿圆周方向旋转。在图1中用一点划线图示了扁平螺杆40的旋转轴rx。在第一实施方式中,扁平螺杆40的中心轴与其旋转轴rx一致。
[0156]
扁平螺杆40收纳于螺杆箱31内。扁平螺杆40的上表面47与驱动电机32连结。由于驱动电机32使其产生的旋转驱动力,扁平螺杆40在螺杆箱31内旋转。驱动电机32在控制部300的控制下驱动。
[0157]
扁平螺杆40的下表面48与对面部50的上表面52面对面。在下表面48上所具有的槽部42与对面部50的上表面52之间形成空间。在喷出单元110a上,从材料供给部20中已供给的具有热可塑性的材料在该空间内流通。
[0158]
对面部50是轴线方向(沿着中心轴的方向)的高度小于直径的大致圆柱状的部件。对面部50的一个圆形的面与扁平螺杆40的下表面48相对,另一个圆形的面与造型材料供给装置60a连接。在对面部50上埋入有用于加热材料的加热器58。
[0159]
已供给至槽部42内的具有热可塑性的材料一边通过扁平螺杆40的旋转和加热器58的加热而被熔融来向造型材料转化,一边由于扁平螺杆40的旋转而沿槽部42流动,向后述的扁平螺杆40的中央部46引导。已流入中央部46的造型材料经由设置于对面部50的中心处的连通孔56而被供给至造型材料供给装置60a。
[0160]
造型材料供给装置60a使从对面部50供给的造型材料在内部的流路中流通并从喷
嘴61中喷出。造型材料供给装置60a具有:喷嘴61、第一流路65a、流量调节机构70a以及冲洗部80。
[0161]
喷嘴61从末端的喷出口62喷出造型材料。喷出口62是形成于喷嘴61上的孔径dn的开口,通过第一流路65a而与连通孔56连接。第一流路65a是扁平螺杆40与喷嘴61之间的造型材料的流路。在第一实施方式中,第一流路65a内的与造型材料的流通方向垂直的截面的形状是直径wd的圆形(参照图7)。在造型材料生成部30中已熔融的造型材料从连通孔56流到第一流路65a,从喷嘴61的喷出口62中朝着造型工作台部200的造型台220喷出。
[0162]
另外,将具有热可塑性的材料作为主材料的造型材料加热至其玻璃化转变点以上而以完全熔融的状态从喷嘴61中射出。例如,abs树脂的玻璃化转变点大约为120℃,在从喷嘴61射出时其变为大约200℃。为了像这样在高温状态下射出造型材料,可以在喷嘴61的周围设置加热器。
[0163]
另外,通过加热而生成的造型材料在从喷嘴61中喷出之后通过降低温度来固化。
[0164]
流量调节机构70a设置于第一流路65a,控制在第一流路65a内流通的造型材料的流量。流量调节机构70a具备:蝶形阀72a、阀驱动部74a以及驱动轴76a(参照图7)。阀驱动部74a在控制部300的控制下驱动。关于由流量调节机构70a来调节第一流路65a的流量的机制,将在后面说明。
[0165]
冲洗部80与第一流路65a连接,具备将气体送出至第一流路65a的内部的机构。冲洗部80具有:送出路82(参照图6)、冲洗驱动部84以及送出口86。在第一实施方式中,冲洗部80被配备于比第一流路65a中的设有流量调节机构70a的位置靠喷嘴61侧(即下游侧)。由冲洗部80送出至第一流路65a的气体将第一流路65a中的造型材料向喷出口62压送。关于由冲洗部80将气体送出至第一流路65a的机制,将在后面说明。
[0166]
造型工作台部200被配备于与造型材料供给装置60a的喷嘴61相对的位置。造型工作台部200具备:工作台210、载置于工作台210上的造型台220以及使造型台220位移的移动机构230。移动机构230在图1中具备用“m”示出的三个电机。移动机构230由通过该三个电机的驱动力来使造型台220在x、y、z方向三轴方向上移动的三轴定位器构成。造型工作台部200在控制部300的控制下变更喷嘴61与造型台220的相对位置关系。
[0167]
控制部300能够通过包括例如cpu等处理器、主存储器以及非挥发性存储器的计算机来实现。在控制部300内的非挥发性存储器中存储有用于控制三维造型装置100a的计算机程序。控制部300驱动喷出单元110a而将造型材料喷出至与造型数据对应的造型台220上的坐标的位置,由此执行对三维造型物造型的造型处理。
[0168]
图2是示出扁平螺杆40的下表面48侧的结构的概略立体图。在图2中用一点划线图示了在造型材料生成部30中旋转时的扁平螺杆40的旋转轴rx的位置。如上所述,在与对面部50(图1)相对的扁平螺杆40的下表面48设有槽部42。以下,将下表面48也称为“槽形成面48”。
[0169]
扁平螺杆40的槽形成面48的中央部46被构成为连接槽部42的一端的凹部。中央部46与对面部50的连通孔56(图1)相对。在第一实施方式中,中央部46与旋转轴rx交叉。
[0170]
扁平螺杆40的槽部42以从中央部46朝扁平螺杆40的外周画弧的方式延伸成涡状。槽部42也可以被构成为延伸成螺旋状。另外,在图2中图示了具有构成三个槽部42的侧壁部并沿各槽部42延伸的三个凸条部43的扁平螺杆40的例子。设置于扁平螺杆40上的槽部42和
凸条部43的数量并不限定于三个。在扁平螺杆40上,既可以只设有一个槽部42,也可以设有两个以上的多个槽部42。另外,也可以对照槽部42的数量而设置任意数量的凸条部43。
[0171]
槽部42连续至形成于扁平螺杆40的侧面上的材料流入口44。该材料流入口44是接受经由材料供给部20的连通路22而供给的材料的部分。另外,在图2中图示了形成三处材料流入口44的扁平螺杆40的例子。设置于扁平螺杆40上的材料流入口44的数量不限定于三处。在扁平螺杆40上,既可以将材料流入口44只设置于一处,也可以设置于两处以上的多处。
[0172]
当扁平螺杆40旋转时,从材料流入口44供给的材料在槽部42内一边被对面部50的加热器58加热一边熔融,被转化成造型材料。造型材料通过槽部42而流动到中央部46。
[0173]
图3是示出对面部50的上表面52侧的概略平面图。对面部50的上表面52如上所述与扁平螺杆40的槽形成面48相对。以下,将该上表面52也称为“螺杆相对面52”。在螺杆相对面52的中心处形成有用于将造型材料供给至第一流路65a的连通孔56。
[0174]
在螺杆相对面52上形成有与连通孔56连接并从连通孔56上朝外周延伸成涡状的多个引导槽54。多个引导槽54具有将造型材料引导至连通孔56的功能。如上所述,在对面部50上埋入有用于加热材料的加热器58(参照图1)。材料在造型材料生成部30中的熔融通过由加热器58进行的加热和扁平螺杆40的旋转来实现。如以上那样,根据第一实施方式的三维造型装置100a,通过使用扁平螺杆40而实现了装置的小型化和造型精度的提高。
[0175]
图4是示出三维造型物ob与喷嘴61的末端的喷出口62的位置关系的说明图。在图4中示意性示出了如何在造型台220上造型三维造型物ob。
[0176]
在三维造型装置100a中,在喷嘴61的末端的喷出口62与造型中的三维造型物ob的上表面obt之间保持有间隙g。在此,所谓“三维造型物ob的上表面obt”意味着在喷嘴61的正下方的位置的附近从喷嘴61中喷出的造型材料堆积的预定部位。
[0177]
间隙g的大小最好是设为喷嘴61的喷出口62中的孔径dn(参照图1)以上,更优选设为孔径dn的1.1倍以上。这样做的话,从喷嘴61的喷出口62中喷出的造型材料就以不被按压在制造中的三维造型物ob的上表面obt的自由状态堆积于三维造型物ob的上表面obt上。其结果,能够抑制从喷嘴61中喷出的造型材料的横截面形状崩溃,可以降低三维造型物ob的表面粗糙度。另外,在喷嘴61的周围设有加热器的结构中,通过形成间隙g,能够防止由该加热器引起的造型材料过热,抑制由已堆积在三维造型物ob上的造型材料的过热导致的变色、劣化。
[0178]
另一方面,间隙g的大小优选设为孔径dn的1.5倍以下,特别优选设为1.3倍以下。由此,抑制了对配置造型材料的预定部位的精度降低和造型材料对制造中的三维造型物ob的上表面obt的紧贴性下降。
[0179]
图5是示出具有流量调节机构70a的造型材料供给装置60a的外观结构的概略立体图。在图5中通过虚线图示了驱动轴76a旋转时的驱动轴76a的中心轴ax的位置。在造型材料供给装置60a的y方向上的外表面的一部分上贯通驱动轴76a。
[0180]
图6是造型材料供给装置60a在图5的vi
‑
vi位置处的截面图。在第一实施方式中,造型材料供给装置60a具有:喷嘴61、第一流路65a、流量调节机构70a以及冲洗部80。
[0181]
流量调节机构70a具备:蝶形阀72a、阀驱动部74a以及驱动轴76a。流量调节机构70a设置于第一流路65a,控制在第一流路65a内流通的造型材料的流量。蝶形阀72a是驱动
轴76a的一部分被加工成板状而得的板状部件。蝶形阀72a被配置为在第一流路65a内可旋转。图6中示出了在第一流路65a内流通的造型材料的流通方向fd。
[0182]
驱动轴76a是被配备为与造型材料在第一流路65a上的流通方向fd垂直相交的轴状部件。在第一实施方式中,驱动轴76a与第一流路65a垂直地相交。驱动轴76a被配备为蝶形阀72a的位置成为该驱动轴76a与第一流路65a交叉的位置。
[0183]
阀驱动部74a是具有使驱动轴76a以中心轴ax为中心而旋转的机构的驱动部。由于阀驱动部74a使其产生的驱动轴76a的旋转驱动力,蝶形阀72a旋转。具体而言,由于驱动轴76a被旋转,蝶形阀72a按如下方式旋转,即其变为如下位置中的任一个位置:造型材料在第一流路65a内的流通方向fd与蝶形阀72a的面方向成为大致垂直的第一位置、造型材料在第一流路65a内的流通方向fd与蝶形阀72a的面方向成为大致平行的第二位置以及造型材料在第一流路65a内的流通方向fd与蝶形阀72a的面方向成为大于0度小于90度的角度中的任一个角度的第三位置。在图6中示出了蝶形阀72a的位置为第一位置的状态。
[0184]
通过该蝶形阀72a的旋转来调节形成于第一流路65a的流路中的开口的面积。通过调节该开口的面积,可调节在第一流路65a中流通的造型材料的流量。另外,通过设为该开口的面积是零的状态(蝶形阀72a关闭了第一流路65a的流路的状态),也可以设为在第一流路65a中流通的造型材料的流量为零的状态。即,流量调节机构70a能够控制在第一流路65a中流通的造型材料的流通的开始和停止以及造型材料的流量的调节。在本说明书中,在造型材料的流量为零的状态(即造型材料的流路已被关闭的状态)上使用“造型材料的喷出停止”这一表达。除非特别提及,否则在“流量的变更”的表达中不包括向造型材料的流量为零的状态的变更。
[0185]
冲洗部80与第一流路65a连接,具备将气体送出至第一流路65a的内部的机构。冲洗部80具有:送出路82、冲洗驱动部84以及送出口86。在冲洗驱动部84上能够应用例如像柱塞泵、活塞泵、隔膜泵这样的通过往复运动来送出气体的泵或齿轮泵、注射泵等可送出气体的各种泵。冲洗驱动部84在控制部300的控制下驱动。
[0186]
送出口86是设置于第一流路65a的开口。送出路82由延伸成直线状并与第一流路65a交叉的贯通孔构成。送出路82是与冲洗驱动部84和送出口86连接的气体流路。从冲洗驱动部84中送出的气体通过送出路82而从送出口86被送入第一流路65a内。已供给至第一流路65a内的气体通过从冲洗驱动部84再连续供给气体而将残留于第一流路65a内的造型材料向喷嘴61侧压送。已被压送的造型材料从喷嘴61的喷出口62中喷出。
[0187]
由此,能够使残留于流路内的造型材料从喷嘴61中迅速地喷出。因此,能够使造型材料从喷嘴61中的喷出迅速停止。另外,与第一流路65a连接的送出口86的开口的形状比与在第一流路65a内流通的造型材料的流通方向fd垂直的截面的形状小。由此,防止了在第一流路65a内流通的造型材料从送出口86流入在送出路82的内部倒流。
[0188]
图7是示出在图1中的区域ef中的、蝶形阀72a处于第一位置的状态的流量调节机构70a的截面放大图。具体而言,是包括造型材料在第一流路65a中的流通方向fd的中心轴且与驱动轴76a的中心轴ax垂直的面上的截面图。在图7中,除各部件以外还示意性示出了驱动轴76a的中心轴ax、蝶形阀72a的厚度th、在第一流路65a内流通的造型材料的流通方向fd以及第一流路65a在与流通方向fd大致垂直的方向上的截面的直径wd。在图7中,通过利用阀驱动部74a而将驱动轴76a相对于中心轴ax旋转,蝶形阀72a被配置于面方向变为与流
通方向fd大致垂直的位置(第一位置)。
[0189]
蝶形阀72a是厚度th为第一流路65a的直径wd的三分之一的厚度的大致正方形的板状部件。蝶形阀72a在面方向上的一边的长度与第一流路65a的截面的直径wd大致相同。即,通过配置于蝶形阀72a的面方向与造型材料的流通方向fd大致垂直的位置(第一位置),造型材料在第一流路65a上的流路被蝶形阀72a所具有的面关闭。
[0190]
图8是示出在图1中的区域ef中的、蝶形阀72a处于第二位置的状态的流量调节机构70a的截面放大图。具体而言,图8是包括造型材料在第一流路65a中的流通方向fd的中心轴且与驱动轴76a的中心轴ax垂直的面上的截面图。在图8中,除各部件以外还示意性示出了驱动轴76a的中心轴ax、蝶形阀72a的厚度th、第一流路65a内的造型材料的流通方向fd、第一流路65a在与流通方向fd大致垂直的方向上的截面的直径wd、由蝶形阀72a的一个面和第一流路65a的内壁夹着的流路在x方向上的宽度w1以及由蝶形阀72a的另一个面和第一流路65a的内壁夹着的流路在x方向上的宽度w2。在图8中,通过利用阀驱动部74a而将驱动轴76a相对于中心轴ax旋转,蝶形阀72a被配置于面方向与流通方向fd大致平行的位置(第二位置)。
[0191]
在蝶形阀72a已被配置于第二位置的状态中,当将蝶形阀72a沿流通方向fd投影到与流通方向fd大致垂直的面上时,蝶形阀72a的面积变为最小。相反,在第一流路65a内,造型材料的流路最大。即,蝶形阀72a处于第二位置的状态是通过流量调节机构70a来将第一流路65a内的流量设为最大的状态。
[0192]
图9是示出在图1中的区域ef中的、蝶形阀72a处于第三位置的状态的流量调节机构70a的截面放大图。具体而言,是包括造型材料在第一流路65a上的流通方向fd的中心轴且与驱动轴76a的中心轴ax垂直的面上的截面图。在图9中,除各部件以外还示意性示出了驱动轴76a的中心轴ax、蝶形阀72a的厚度th、第一流路65a内的造型材料的流通方向fd、第一流路65a在与流通方向fd大致垂直的方向上的截面的直径wd、由蝶形阀72a的一个面和第一流路65a的内壁夹着的流路在x方向上的宽度中的最小宽度w3以及由蝶形阀72a的另一个面和第一流路65a的内壁夹着的流路在x方向上的宽度中的最小宽度w4。在图9中,通过利用阀驱动部74a来将驱动轴76a相对于中心轴ax旋转,蝶形阀72a被配置于由造型材料在第一流路65a内流通的流通方向fd和蝶形阀72a的面方向所形成的角度成为大于0度小于90度的角度中的任一个角度的位置(第三位置)。
[0193]
宽度w3和宽度w4由于蝶形阀72a被旋转而变动。第二位置上的宽度w1和宽度w2(参照图8)与第三位置上的宽度w3和宽度w4的关系为0<w3<w1、0<w4<w2。在蝶形阀72a已被配置于第三位置的状态中,当将蝶形阀72a沿流通方向fd投影到与流通方向fd大致垂直的面上时,蝶形阀72a的面积大于被配置于第二位置的情况下的面积而小于被配置于第一位置的情况下的面积。另外,该蝶形阀72a的面积随上述的宽度w3和宽度w4的变动而变动。即,通过调整由在第一流路65a内流通的造型材料的流通方向fd和蝶形阀72a的面方向所形成的角度以使其成为大于0度小于90度的角度,能够在大于被配置于第一位置时的面积而小于被配置于第二位置时的面积的范围内调节第一流路65a内的具备蝶形阀72a的位置处的流路的面积。即,通过利用流量调节机构70a来调节第一流路65a内的流量,能够控制从喷嘴61中喷出的造型材料的量。
[0194]
如以上那样,根据第一实施方式的造型材料供给装置60a,通过设置于造型材料流
通的第一流路65a上的蝶形阀72a,能够控制造型材料从喷嘴61中喷出的开始和停止以及从喷嘴61中喷出的造型材料的量。因此,与不具备流量调节机构70a的方案相比,能够以更高的精度来控制造型材料从喷嘴61中喷出的开始时间、停止时间以及造型材料的喷出量。
[0195]
图10是示出控制部300执行造型处理的流程的一例的说明图。
[0196]
步骤s10是使造型材料从喷嘴61中喷出的喷出工序。在步骤s10中,控制部300驱动造型材料生成部30的驱动电机32而使扁平螺杆40旋转,执行使造型材料从喷嘴61中朝着造型台220连续喷出的喷出处理。此时,控制部300读入开始喷出处理时的造型材料的流量的设定值并驱动流量调节机构70a,执行将蝶形阀72a移动至第二位置或第三位置中的预先设定的位置的处理。
[0197]
在执行喷出处理期间,控制部300控制造型工作台部200的移动机构230而根据造型数据来使造型台220在x、y、z方向的三轴方向上位移。由此,造型材料向造型台220上的目标位置被堆积下去。
[0198]
控制部300在步骤s10的喷出处理的途中判断是否需要变更造型材料的流量(步骤s20)。控制部300可以根据例如造型数据来进行该判断。
[0199]
在需要变更造型材料的流量的情况(步骤s20:是)下,控制部300控制流量调节机构70a而执行将蝶形阀72a移动至第二位置或第三位置中的预先设定的位置的处理(步骤s21)。由此,第一流路65a内的造型材料的流量被变更。其后,返回至步骤s10,继续造型材料的喷出处理。
[0200]
例如在为了对造型物的复杂部分或精细部分进行造型而使移动造型台220的速度降低了之后再对三维造型物进行造型的情况下,控制部300进行使造型材料从喷嘴61中的喷出量减少的判断。控制部300使蝶形阀72a从为使造型物的简单结构的部分造型而设定的蝶形阀72a的第二位置移动至第三位置来变更造型材料的流量。或者,控制部300也可以在接收到来自用户或上级控制部的流量变更的中断指令时判断为需要使来自喷嘴61中的造型材料的流量变更。
[0201]
另一方面,在无需变更造型材料的流量的情况(步骤s20:否)下,控制部300在步骤s10的喷出处理的途中判断暂时中断造型材料喷出的时机是否已到来(步骤s30)。控制部300可以根据造型数据来进行该判断。例如在使造型材料分离地堆积于与到此为止一直在喷出造型材料的位置相隔规定距离的位置的情况等下,控制部300就判断为使造型材料从喷嘴61中的喷出暂时中断的时机到来了。或者,控制部300也可以在接收到来自用户或上级控制部的暂时停止的中断指令时判断为使造型材料从喷嘴61中的喷出暂时中断的时机到来了。
[0202]
在非使造型材料的喷出中断的时机的情况下(步骤s30:否),控制部300继续从步骤s10开始执行的造型材料的喷出处理。另一方面,在使造型材料的喷出中断的时机到来了的情况下(步骤s30:是),控制部300执行步骤s31~s40的处理。
[0203]
步骤s31~s32是控制造型材料从喷嘴61流出的喷出停止工序。在该喷出停止工序中,控制部300控制流量调节机构70a而将蝶形阀72a移动至第一位置。由此,使第一流路65a中的具备蝶形阀72a的位置闭塞而使造型材料向比流量调节机构70a靠喷嘴61侧(即下游侧)的流通停止(步骤s31)。
[0204]
控制部300在步骤s31中通过流量调节机构70a来使第一流路65a闭塞之后驱动配
备于流量调节机构70a的下游侧的冲洗部80来使气体供给至第一流路65a内(步骤s32)。根据该喷出停止工序,当蝶形阀72a闭塞第一流路65a时,能够利用从冲洗部80中供给的气体来压送残存于比流量调节机构70a靠下游侧的造型材料,使其从喷嘴61的喷出口62中喷出。
[0205]
如以上那样,控制部300能够在通过流量调节机构70a关闭第一流路65a之后执行使冲洗部80动作的控制。因此,能够以更高的精度来控制造型材料从喷嘴61中喷出的停止。另外,能够抑制当通过冲洗部80来将气体送入第一流路65a内时第一流路65a内的造型材料向比流量调节机构70a靠上游侧的流路倒流。
[0206]
另外,有时不能通过由冲洗部80进行的气体送出来使残存于比冲洗部80中的与第一流路65a连接的送出口86靠上游侧、且比流量调节机构70a靠下游侧的造型材料从喷嘴61中喷出。因此,与第一流路65a连接的送出口86优选是被配备于第一流路65a中的、流量调节机构70a的下游侧且尽可能地接近于流量调节机构70a的位置的方案。
[0207]
另外,控制部300可以在使造型材料从喷嘴61中的流出停止的期间例如变更喷嘴61相对于造型台220的位置,使得喷嘴61位于接下来应重新开始造型材料的喷出的造型台220上的坐标上。
[0208]
控制部300判断重新开始造型材料从喷嘴61中的喷出的时机是否已到来(步骤s40)。在重新开始造型材料的喷出的时机到来了的情况下,使造型材料从喷嘴61中的流出开始(步骤s40:是)。具体而言,读入在重新开始喷出处理时的造型材料流量的设定值并驱动流量调节机构70a,执行将蝶形阀72a移动至第二位置或第三位置中的预先已确定的位置的处理。另一方面,在不重新开始造型材料从喷嘴61中的喷出的情况(步骤s40:否)即造型处理已完成的情况下,控制部300结束造型处理。
[0209]
另外,在步骤s31中通过蝶形阀72a来关闭第一流路65a而暂时中断造型材料从喷嘴61中的喷出的情况下,优选的是,控制部300不使扁平螺杆40的旋转停止而使其继续下去。由此,在步骤s40中,能够使造型材料从喷嘴61中的喷出更迅速地重新开始。
[0210]
[第二实施方式]
[0211]
图11是示出第二实施方式中的三维造型装置100b的造型材料供给装置60b所具备的流量调节机构70b的结构的概略图。具体而言,是包括造型材料在第一流路65b中的流通方向fd的中心轴且与驱动轴76b的中心轴ax垂直的面上的截面图。第二实施方式的三维造型装置100b的结构除了设有第二实施方式的流量调节机构70b来代替第一实施方式的流量调节机构70a这点以外,均与第一实施方式的三维造型装置100a的结构大致相同。
[0212]
第二实施方式的流量调节机构70b包括:蝶形阀72b、阀驱动部74b(未图示)以及驱动轴76b。蝶形阀72b在面方向上的一边的长度大于第一流路65b的截面的直径wd。在第一流路65b内的具备蝶形阀72b的空间中具有将与蝶形阀72b在面方向上的一边的长度大致相同的宽度wd2作为最大宽度的流路。该宽度wd2大于第一流路65b的截面的直径wd。即,第一流路65b内的具备板状部件的蝶形阀72b的空间在与造型材料的流通方向fd垂直的面上的截面比第一流路65b内的不具备蝶形阀72b的部分在与造型材料的流通方向fd垂直的面上的截面大。
[0213]
在图11中,蝶形阀72b的面方向被配置于与在第一流路65b内流通的造型材料的流通方向fd大致垂直的位置(第一位置)。由此,造型材料在第一流路65b上的流路被蝶形阀72b所具有的面关闭。
[0214]
图12是示出蝶形阀72b处于第二位置的状态下的流量调节机构70b的截面放大图。具体而言,是包括造型材料在第一流路65b中的流通方向fd的中心轴且与驱动轴76b的中心轴ax垂直的面上的截面图。在图12中,蝶形阀72b被配置于面方向变为与在第一流路65b内流通的造型材料的流通方向fd大致平行的位置(第二位置)。即是通过流量调节机构70b而将第一流路65b内的流量设为最大的状态。
[0215]
在图12中,除各部件以外还示意性示出了驱动轴76b的中心轴ax、蝶形阀72b的厚度th、第一流路65b内的造型材料的流通方向fd、第一流路65b在与流通方向fd大致垂直的方向上的截面的直径wd、在蝶形阀72b的一个面与第一流路65b的内壁之间的x方向上的宽度w1b、在蝶形阀72b的另一个面与第一流路65b的内壁之间的x方向上的宽度w2b、在蝶形阀72b的一个面与具备蝶形阀72b的空间的内壁之间的x方向上的宽度w5、以及在蝶形阀72b的另一个面与具备蝶形阀72b的空间的内壁之间的x方向上的宽度w6。各宽度被形成为w5>w1b、w6>w2b。即,在第一流路65b中的具备蝶形阀72b的空间中,具备有蝶形阀72b的一个面侧的流路和另一个面侧的流路具有与具备蝶形阀72a的方案相比已扩大的宽度的流路。
[0216]
由此,能够扩大流量调节机构70b的周围的流路。即,与不设置被扩大的流路的方案相比,能够使蝶形阀72b的周围的流量增大。因此,在蝶形阀72b的面方向与造型材料的流通方向fd平行的情况(第二位置)下,与不具备流量调节机构70b的方案相比,能够防止第一流路65b的流量被蝶形阀72b较大地限制。
[0217]
[第三实施方式]
[0218]
参照图13和图14来说明在第三实施方式的三维造型装置100c中作为造型材料供给装置60c所具备的吸引部75的结构。第三实施方式的三维造型装置100c的结构除了设有第三实施方式的造型材料供给装置60c来代替第一实施方式的造型材料供给装置60a这点以外,均与第一实施方式的三维造型装置100a的结构大致相同。
[0219]
图13是示出具备吸引部75的第三实施方式的造型材料供给装置60c的概略截面图。吸引部75具备变更第一流路65a内的压力的功能。吸引部75具有分叉流路79、杆77以及杆驱动部78。分叉流路79是第一流路65a的造型材料的一部分流入的流路。分叉流路79由延伸成直线状并与第一流路65a交叉的贯通孔构成。杆77是配置于分叉流路79内的、在x方向上延伸的轴状部件。杆驱动部78在控制部300(未图示)的控制下产生使杆77在分叉流路79内瞬发性地往复移动的驱动力。杆驱动部78由例如螺线管机构或压电元件、电机等致动器构成。
[0220]
在从喷嘴61中正在喷出造型材料的期间,造型材料供给装置60c的吸引部75使杆77位于其末端部77e位于第一流路65a与分叉流路79的连接部的初始位置。在图13中示出了杆77的位置为初始位置的状态。
[0221]
图14是示意性示出第三实施方式的造型材料供给装置60c所具备的吸引部75的动作的说明图。当使造型材料从喷嘴61中的喷出暂时中断时,杆77被杆驱动部78从上述的初始位置瞬发性地拉入至分叉流路79内使得杆77的末端部77e位于分叉流路79内的最里面的位置。由此,吸引部75将第一流路65a的造型材料的一部分吸引至分叉流路79,使第一流路65a内产生负压,能够使造型材料从喷嘴61中的流出暂时停止。
[0222]
在重新开始造型材料从喷嘴61中的喷出时,控制部300通过杆驱动部78来使杆77返回至初始位置。由此,分叉流路79的造型材料向第一流路65a流出,第一流路65a的压力被
提高。因此,能够迅速地重新开始造型材料从喷嘴61中的流出。
[0223]
如以上那样,根据第三实施方式的三维造型装置100c,由于吸引部75使第一流路65a内产生负压,从而能够使造型材料从喷嘴61中的喷出迅速停止。另外,在使造型材料从喷嘴61中的流出重新开始时,吸引部75提高第一流路65a内的压力,因此造型材料喷出的开始时间的精度和造型材料喷出的开始时的喷出量的精度被提高。
[0224]
[第四实施方式]
[0225]
图15是示出第四实施方式中的三维造型装置100d的结构的概略图。
[0226]
三维造型装置100d具备:送出单元110d、造型工作台部200以及控制部300。三维造型装置100d通过在控制部300的控制下将造型材料从送出单元110d的喷嘴61d中送出至造型工作台部200的造型台220上来对三维造型物进行造型。
[0227]
送出单元110d具备:材料供给部20、造型材料生成部30d、以及造型材料供给装置60d。材料供给部20由料斗构成,下方的排出口经由连通路22而与造型材料生成部30d连接。材料供给部20将具有热可塑性的材料供给至造型材料生成部30d。
[0228]
作为投入至材料供给部20的材料,能够使用上面已述的材料。这些材料以丸粒、粉末等固体材料状态被投入至材料供给部20。另外,在投入至材料供给部20的具有热可塑性的材料中,也可以如上所述混入有颜料、金属、陶瓷等。
[0229]
造型材料生成部30使从材料供给部20中已供给的材料熔融后再使其流入到造型材料供给装置60d。造型材料生成部30d具有:螺杆箱31、驱动电机32、扁平螺杆40、以及对面部50d。
[0230]
扁平螺杆40是轴线方向(沿着中心轴的方向)的高度小于直径的大致圆柱状的螺杆,在作为与其旋转轴rx交叉的面的下表面48形成有槽部42。上面已述的材料供给部20的连通路22从扁平螺杆40的侧面连接于槽部42。关于扁平螺杆40的具体形状,将在后面说明。
[0231]
扁平螺杆40被配置为其轴线方向与z方向平行,并沿圆周方向旋转。在图15中用一点划线图示了扁平螺杆40的旋转轴rx。在第四实施方式中,扁平螺杆40的中心轴与其旋转轴rx一致。
[0232]
扁平螺杆40收纳于螺杆箱31内。扁平螺杆40的上表面47与驱动电机32连结。由于驱动电机32使其产生的旋转驱动力,在螺杆箱31内扁平螺杆40旋转。驱动电机32在控制部300的控制下进行驱动。
[0233]
扁平螺杆40的下表面48与对面部50d的上表面52面对面。在下表面48上所设置的槽部42与对面部50d的上表面52之间形成空间。在送出单元110d,从材料供给部20中已供给的具有热可塑性的材料在该空间中流通。
[0234]
对面部50d是轴线方向(沿着中心轴的方向)的高度小于直径的大致圆柱状的部件。对面部50d的一个圆形的面与扁平螺杆40的下表面48相对,另一个圆形的面与造型材料供给装置60d连接。在对面部50d上埋入有用于加热材料的加热器58。
[0235]
已供给至槽部42内的具有热可塑性的材料一边通过扁平螺杆40的旋转和由加热器58进行的加热而熔融来向造型材料转化,一边由于扁平螺杆40的旋转而沿着槽部42流动,向后述的扁平螺杆40的中央部46引导。已流入中央部46的造型材料经由设置于对面部50d的中心处的连通孔56而被供给至造型材料供给装置60d。
[0236]
造型材料供给装置60d是与造型材料生成部30d连接的、造型材料的供给装置。造
型材料供给装置60d具备第一流路65d和旋转体63。第一流路65d是配备于造型材料供给装置60d的内部的空间,是连通孔56与旋转体63之间的造型材料的流路。在本实施方式中,第一流路65d沿重力方向构成为直线状。造型材料供给装置60d使从对面部50d上经由连通孔56而已供给的造型材料在第一流路65d和后述的配备于旋转体63的内部的第二流路64中流通后从喷嘴61d中送出。
[0237]
旋转体63具备对从第一流路65d上供给的造型材料的送出和停止进行控制的机构。旋转体63具有:喷嘴61d、第二流路64以及流量调节机构70d。旋转体63由旋转驱动部59驱动,该旋转驱动部59由旋转气缸、电动马达等构成。关于旋转体63的详情,将在后面说明。
[0238]
喷嘴61d是设置于第二流路64的一端侧的、用于送出造型材料的送出口。喷嘴61d具有孔径dn的开口,通过第一流路65d和设置于旋转体63的内部的第二流路64而与连通孔56连接。
[0239]
第二流路64是在旋转体63的内部所具备的空间,是第一流路65d与喷嘴61d之间的造型材料的流路。第二流路64通过旋转体63来旋转,被控制为与第一流路65d连接的位置和与第一流路65d不连接的位置。在图15中,第二流路64被配置于与第一流路65d连接的位置(即可与第一流路65d连通的位置)。在造型材料生成部30d中已熔融的造型材料从连通孔56流通到第一流路65d,通过第二流路64后从喷嘴61d朝着造型工作台部200的造型台220送出。
[0240]
在第四实施方式中,第一流路65d和第二流路64内的与造型材料的流通方向垂直的截面的形状是直径wd(参照图23)的圆形,该形状彼此一致。即,在本实施方式中,第二流路64中的流路内径的形状与第一流路65d中的流路内径的形状彼此一致。
[0241]
将具有热可塑性的材料作为主材料的造型材料被加热至其玻璃化转变点以上而以完全熔融的状态从喷嘴61d中被送出。例如,abs树脂的玻璃化转变点大约为120℃,在从喷嘴61d中送出时其变为大约200℃。为了像这样在高温状态下送出造型材料,可以在喷嘴61d的周围设置加热器。
[0242]
流量调节机构70d设置于第二流路64,控制在第二流路64上流通的造型材料的流量。流量调节机构70d具备:蝶形阀72d、阀驱动部74d、以及阀驱动轴76d(参照图23)。阀驱动部74d在控制部300的控制下进行驱动。关于由流量调节机构70d来调节第二流路64的流量的机制,将在后面说明。
[0243]
造型工作台部200是具备在三轴方向上移动的机构的、用于对三维造型物进行造型的台。造型工作台部200配备于与造型材料供给装置60d的喷嘴61d相对的位置。造型工作台部200具备:工作台210、载置于工作台210上的造型台220、以及使造型台220位移的移动机构230。移动机构230在图15中具备用“m”示出的三个电机。移动机构230由通过该三个电机的驱动力来使造型台220在x、y、z方向这三轴方向上移动的三轴定位器构成。造型工作台部200在控制部300的控制下变更喷嘴61d与造型台220的相对位置关系。
[0244]
控制部300能够通过包括例如cpu等处理器、主存储器以及非挥发性存储器的计算机来实现。在控制部300内的非挥发性存储器中存储有用于控制三维造型装置100d的计算机程序。控制部300驱动送出单元110d来将造型材料送出至与造型数据对应的造型台220上的坐标的位置,由此执行对三维造型物造型的造型处理。
[0245]
图16是示出扁平螺杆40的下表面48侧的结构的概略立体图。在图16中用一点划线
图示了在造型材料生成部30d中旋转时的扁平螺杆40的旋转轴rx的位置。如上所述,在与对面部50d(图15)相对的扁平螺杆40的下表面48设有槽部42。以下,将下表面48也称为“槽形成面48”。
[0246]
扁平螺杆40的槽形成面48的中央部46被构成为连接槽部42的一端的凹部。中央部46与对面部50d的连通孔56(图15)相对。在第四实施方式中,中央部46与旋转轴rx交叉。
[0247]
扁平螺杆40的槽部42以从中央部46朝着扁平螺杆40的外周画弧的方式延伸成涡状。槽部42也可以被构成为延伸成螺旋状。另外,在图16中图示了具有三个凸条部43的扁平螺杆40的例子,所述三个凸条部43构成三个槽部42的侧壁部并沿各槽部42延伸。设置于扁平螺杆40上的槽部42和凸条部43的数量并不限定于三个。在扁平螺杆40上,既可以只设有一个槽部42,也可以设有两个以上的多个槽部42。另外,也可以对照槽部42的数量而设置任意数量的凸条部43。
[0248]
槽部42连续至形成于扁平螺杆40的侧面上的材料流入口44。该材料流入口44是接受经由材料供给部20的连通路22而供给的材料的部分。另外,在图16中图示了材料流入口44在三处形成的扁平螺杆40的例子。设置于扁平螺杆40上的材料流入口44的数量不限定于三处。在扁平螺杆40上,既可以将材料流入口44只设置于一处,也可以设置于两处以上的多处。
[0249]
当扁平螺杆40旋转时,从材料流入口44中供给的材料就在槽部42内一边被对面部50d的加热器58加热一边熔融,被转化成造型材料。造型材料通过槽部42而流动到中央部46。
[0250]
图17是示出对面部50d的上表面52侧的概略平面图。对面部50d的上表面52如上所述与扁平螺杆40的槽形成面48相对。以下,将该上表面52也称为“螺杆相对面52”。在螺杆相对面52的中心处形成有用于将造型材料供给第一流路65d的连通孔56。
[0251]
在螺杆相对面52上形成有多个引导槽54,其与连通孔56连接,并从连通孔56上朝外周延伸成涡状。多个引导槽54具有将造型材料引导至连通孔56的功能。如上所述,在对面部50d上埋入有用于加热材料的加热器58(参照图15)。材料在造型材料生成部30d中的熔融通过由加热器58进行的加热和扁平螺杆40的旋转来实现。如以上那样,根据第四实施方式的三维造型装置100d,通过使用扁平螺杆40而实现了装置的小型化和造型精度的提高。
[0252]
图18是示出三维造型物ob与喷嘴61d的位置关系的说明图。在图18中示意性示出了如何在造型台220上造型三维造型物ob。
[0253]
在三维造型装置100d中,在喷嘴61d与造型中的三维造型物ob的上表面obt之间保持有间隙g。在此,所谓“三维造型物ob的上表面obt”意味着在喷嘴61d的正下方的位置的附近从喷嘴61d中已送出的造型材料堆积的预定部位。
[0254]
间隙g的大小最好设为喷嘴61d的孔径dn(参照图15)以上,更优选设为孔径dn的1.1倍以上。这样做的话,从喷嘴61d中送出的造型材料就以不被按压在制造中的三维造型物ob的上表面obt的自由状态堆积于三维造型物ob的上表面obt上。其结果,能够抑制从喷嘴61d中已送出的造型材料的横截面形状崩溃,可以降低三维造型物ob的表面粗糙度。另外,在喷嘴61d的周围设有加热器的结构中,通过形成间隙g,能够防止由该加热器引起的造型材料过热,抑制由已堆积在三维造型物ob上的造型材料的过热导致的变色、劣化。
[0255]
另一方面,间隙g的大小优选设为孔径dn的1.5倍以下,特别优选设为1.3倍以下。
由此,可抑制对配置造型材料的预定部位的精度降低和造型材料对制造中的三维造型物ob的上表面obt的紧贴性下降。
[0256]
图19是从下面侧观察到具有流量调节机构70d的造型材料供给装置60d的概略立体图。从造型材料供给装置60d在y方向上的一个面的外表面贯通旋转驱动轴57。另外,从造型材料供给装置60d在y方向上的另一个面的外表面插入贯通阀驱动轴76d。在图19中,除各部件以外,还通过虚线图示了阀驱动轴76d被旋转时的阀驱动轴76d的中心轴ax和旋转驱动轴57被旋转时的旋转驱动轴57的中心轴sx。
[0257]
图20是造型材料供给装置60d在图19的vii
‑
vii位置处的截面图。具体而言,是包括造型材料在第二流路64中的流通方向fd的中心轴且与旋转驱动轴57的中心轴sx垂直的面上的截面图。造型材料供给装置60d具有第一流路65d和旋转体63。在图20中,除各部件以外,还通过虚线图示了在第二流路64内流通的造型材料的流通方向fd、阀驱动轴76d的中心轴ax以及旋转驱动轴57的中心轴sx。在本实施方式中,旋转体63的位置和阀驱动轴76d的位置被构成为旋转体63的中心轴sx与阀驱动轴76d的中心轴ax一致。并且,被构成为旋转体63的中心轴sx与造型材料在第二流路64中的流通方向fd垂直地相交。
[0258]
旋转体63是具有中心轴sx的大致圆柱状的部件。旋转体63具有:第二流路64、喷嘴61d以及流量调节机构70d。第二流路64是设置于旋转体63的内部并被构成为直线状的造型材料的流路。在图20中,第二流路64的上端与第一流路65d连接。
[0259]
旋转驱动轴57是被配备为中心轴与造型材料在第二流路64上的流通方向fd垂直地相交的轴状部件。在本实施方式中,旋转驱动轴57的中心轴与旋转体63的中心轴sx一致。以下,在“中心轴sx”这一表达中包括旋转体63的中心轴的同时还包括旋转驱动轴57的中心轴。旋转驱动轴57由旋转驱动部59驱动,该旋转驱动部59由旋转气缸、电动马达等构成。由于该旋转驱动轴57的旋转驱动力,旋转体63旋转。
[0260]
流量调节机构70d具备:蝶形阀72d、阀驱动部74d、以及阀驱动轴76d。流量调节机构70d设置于第二流路64,控制在第二流路64中流通的造型材料的流量。
[0261]
阀驱动轴76d是被配备为中心轴ax与造型材料在第二流路64上的流通方向fd垂直地相交的轴状部件。阀驱动轴76d从旋转体63的一个圆形的面上被插入从其末端起具有预先已确定的长度的部分而被配备于旋转体63的内部。此时,阀驱动轴76d和第二流路64交叉的位置与蝶形阀72d的位置一致这样地被配备于旋转体63的内部。
[0262]
阀驱动部74d由旋转气缸、电动马达等构成,是具有使阀驱动轴76d以中心轴ax为中心而旋转的机构的驱动部。由于阀驱动部74d使其产生的阀驱动轴76d的旋转驱动力,蝶形阀72d旋转。
[0263]
蝶形阀72d是阀驱动轴76d的一部分被加工为板状而成的板状部件。如上所述,蝶形阀72d的位置以与阀驱动轴76d和第二流路64交叉的位置一致的方式配备。由此,蝶形阀72d被配置为构成第二流路64的流路的一部分并在第二流路64内可旋转。
[0264]
由于阀驱动轴76d被旋转,蝶形阀72d旋转从而成为第一位置、第二位置、第三位置中的任一个位置,其中,第一位置为造型材料在第二流路64内的流通方向fd与蝶形阀72d的面方向大致垂直相交的位置,第二位置为造型材料在第二流路64内的流通方向fd与蝶形阀72d的面方向成为大致平行的位置,以及第三位置为造型材料在第二流路64内的流通方向fd与蝶形阀72d的面方向成为大于0度小于90度的角度中的任一个角度的位置。在图20中示
出了蝶形阀72d的位置为第一位置的状态。
[0265]
通过旋转该蝶形阀72d来调节形成于第二流路64的流路中的开口的面积。该“开口的面积”是指在将第二流路64和蝶形阀72d沿流通方向fd投影到与造型材料的流通方向fd大致垂直的面上的情况下,将投影后的蝶形阀72d的面积从投影后的第二流路64的面积中除去后而得的剩余的第二流路64的面积。通过调节该开口的面积来调节在第二流路64中流通的造型材料的流量。另外,通过设为该开口的面积是零的状态即蝶形阀72d关闭了第二流路64的流路的状态,也可以设为在第二流路64中流通的造型材料的流量是零的状态。
[0266]
即,流量调节机构70d能够控制在第二流路64中流通的造型材料的流通的开始和停止以及造型材料的流量的调节。在本说明书中,在造型材料的流量为零的状态即造型材料的流路已被关闭的状态上使用“造型材料的送出停止”这一表达。除非特别提及,否则在“流量的变更”的表达中不包括向造型材料的流量为零的状态变更。
[0267]
图21是造型材料供给装置60d在图19的viii
‑
viii位置处的截面图。造型材料供给装置60d具有第一流路65d和旋转体63。第一流路65d与连通孔56连通,从造型材料生成部30d中供给造型材料(图15)。
[0268]
旋转体63具有大致圆柱状的形状,该圆柱状具有中心轴sx。旋转体63被构成为能够在造型材料供给装置60d内以中心轴sx为中心而在预先已确定的角度范围内旋转。通过控制部300驱动旋转驱动部59而使旋转驱动轴57旋转来控制旋转体63的旋转。
[0269]
旋转体63具有:喷嘴61d、第二流路64以及流量调节机构70d。喷嘴61d是设置于第二流路64的一端侧的、用于送出造型材料的送出口。喷嘴61d的孔径dn小于第二流路64中的流路直径。
[0270]
第二流路64是第一流路65d与喷嘴61d之间的造型材料的流路。旋转体63通过控制部300的控制而被配备于旋转体63的基准位置。在本实施方式中,所谓旋转体63的基准位置是将第一流路65d与第二流路64中的不具备喷嘴61d的另一端侧连接的位置。即,在旋转体63的基准位置上,第二流路64与第一流路65d一起沿重力方向构成为直线状。喷嘴61d通过位于第二流路64的一端侧而沿重力方向朝向下方。由此,在旋转体63处于基准位置的情况下,第一流路65d与第二流路64成为已连通的状态而从喷嘴61d中送出造型材料。该旋转体63的基准位置也称为“第一旋转位置”。在图20、图21中示出了旋转体63处于第一旋转位置的状态。
[0271]
在本实施方式中,在旋转体63的一部分上配备有平坦部69。平坦部69是形成于旋转体63的外周的面,与中心轴sx平行并与流通方向fd平行地形成。另外,在本实施方式中,造型材料供给装置60d具备销66。销66是沿中心轴sx延伸的板状部件。销66以其板状的面与水平方向平行的方式配备于造型材料供给装置60d中的可与平坦部69接触的位置。
[0272]
平坦部69在旋转体63处于第一旋转位置的情况下,销66所具有的面中的旋转体63一侧的面与平坦部69的面中的喷嘴61d一侧的下端侧接触。另一方面,在旋转体63处于从第一旋转位置上旋转了预先已确定的角度以上而得的位置的情况下,销66所具有的面中的旋转体63一侧的面接触于平坦部69的面中的与喷嘴61d一侧相反的上端侧。由于该平坦部69与销66的接触,旋转体63的能旋转的位置被限制在从第一旋转位置至第二旋转位置中的预先已确定的位置的范围内。另外,通过调整销66向平坦部69一侧的突出量,能够调整受到限制的旋转体63的旋转角度。由此,能够微调造型材料从喷嘴61d中的送出方向。
[0273]
图22是示出旋转体63从第一旋转位置上旋转后的状态的造型材料供给装置60d的截面图。在图22中示出了旋转体63处于从第一旋转位置旋转了预先已确定的角度以上而得的位置的状态。在该位置上,第一流路65d与第二流路64成为不连通的状态。即是旋转体63从第一旋转位置上被旋转了第一流路65d与第二流路64成为不连通的状态的角度以上而得的位置。该第一流路65d与第二流路64成为不连通的状态的旋转体63的位置也称为“第二旋转位置”。
[0274]
第二旋转位置是第一流路65d与第二流路64不连通、造型材料从第一流路65d向第二流路64的供给被停止的状态。因此,造型材料从喷嘴61d中的送出被停止。控制部300通过驱动旋转驱动部59来使旋转体63旋转至第二旋转位置,能够使造型材料的送出停止。另外,从第一旋转位置至第二旋转位置的旋转角度根据第二流路64的长度、第一流路65d和第二流路64的流路直径来决定,例如可以设定为30度以下。
[0275]
如图21和图22所示,在本实施方式中,造型材料供给装置60d除具有各部件以外还具有切断部67。切断部67被配置于相对于喷嘴61d在旋转体63处于第一旋转位置的情况下的位置而言当旋转体63从第一旋转位置向第二旋转位置旋转时喷嘴61d移动的一侧。切断部67与旋转体63的位置被构成为当旋转体63从第一旋转位置向第二旋转位置旋转时切断部67相对横穿喷嘴61d的开口这样的位置。
[0276]
切断部67具备用于切断造型材料的刀68。该刀68的刀尖在旋转体63被配备于第一旋转位置的状态下一直朝向喷嘴61d侧。因此,从喷嘴61d中已送出的造型材料由于在旋转体63从第一旋转位置向第二旋转位置旋转时该刀68的刀尖相对横穿喷嘴61d的开口而被切断。被切断后的造型材料堆积在三维造型物ob的上表面obt。
[0277]
由此,与不具备刀68的方案相比,能够将已送出至喷嘴61d外的造型材料的末端的形状控制为一定形状。因此,能够提高三维造型物的造型精度。并且,能够抑制在已送出至喷嘴61d外的造型材料与残留在喷嘴61d的送出口的造型材料之间发生已熔融的树脂伸长成丝状的拉丝。
[0278]
另外,在第二旋转位置上,喷嘴61d被切断部67中的与旋转体63相对的内面闭塞。在重新开始造型材料的送出的情况下,控制部300驱动旋转驱动部59来使旋转体63从第二旋转位置旋转至第一旋转位置。通过这样做,第一流路65d与第二流路64再次成为连通状态,造型材料从喷嘴61d中的送出被重新开始。
[0279]
如以上那样,根据本实施方式的三维造型装置100d,能够通过使具有喷嘴61d的旋转体63旋转来使造型材料的送出停止,所以能够使材料的送出响应良好地停止。另外,通过使旋转体63旋转,也能够进行送出的重新开始,所以也能够提高送出开始的响应性。因此,根据本实施方式,造型材料的送出过多和送出延迟被抑制,能够提高三维造型物ob的造型精度和造型速度。
[0280]
另外,在本实施方式中,由于能够通过切断部67来切断从喷嘴61d中已送出的造型材料,所以能够使造型材料的末端的形状整齐地变为一定形状。因此,能够进一步提高三维造型物ob的造型精度。并且,当停止了造型材料的送出时,喷嘴61d被切断部67闭塞,所以能够抑制残存于第二流路64内的造型材料从喷嘴61d中泄漏。因此,能够更进一步提高三维造型物ob的造型精度。
[0281]
图23是示出在图21所示的区域ef中的、蝶形阀72d处于第一位置的状态的流量调
节机构70d的截面放大图。具体而言,是包括造型材料在第二流路64中的流通方向fd的中心轴且与阀驱动轴76d的中心轴ax垂直的面上的截面图。在图23中,除各部件以外还示意性示出了阀驱动轴76d的中心轴ax、蝶形阀72d的厚度th、在第二流路64内流通的造型材料的流通方向fd以及第二流路64在与流通方向fd大致垂直相交的方向上的截面的直径wd。在图23中,蝶形阀72d通过阀驱动部74d(参照图20)来使阀驱动轴76d相对于中心轴ax旋转。由此,蝶形阀72d的面方向被配置于与流通方向fd大致垂直相交的位置(第一位置)。
[0282]
在第四实施方式中,蝶形阀72d是厚度th为第二流路64的直径wd的三分之一的厚度的大致正方形的板状部件。蝶形阀72d在面方向上的一边的长度与第二流路64的截面的直径wd大致相同。即,通过配置于蝶形阀72d的面方向与造型材料的流通方向fd大致垂直相交的位置(第一位置),造型材料在第二流路64上的流路可被蝶形阀72d所具有的面关闭。
[0283]
图24是示出在图21所示的区域ef中的、蝶形阀72d处于第二位置的状态的流量调节机构70d的截面放大图。具体而言,图24是包括造型材料在第二流路64中的流通方向fd的中心轴且与阀驱动轴76d的中心轴ax垂直的面上的截面图。在图24中,除各部件以外,还示意性示出了阀驱动轴76d的中心轴ax、蝶形阀72d的厚度th、第二流路64内的造型材料的流通方向fd、第二流路64在与流通方向fd大致垂直的方向上的截面的直径wd、由蝶形阀72d的一个面和第二流路64的内壁夹着的流路在x方向上的宽度w1以及由蝶形阀72d的另一个面和第二流路64的内壁夹着的流路在x方向上的宽度w2。在图24中,通过利用阀驱动部74d来将阀驱动轴76d相对于中心轴ax旋转,蝶形阀72d被配置于面方向与流通方向fd大致平行的位置(第二位置)。
[0284]
当在蝶形阀72d已被配置于第二位置的状态下将蝶形阀72d沿流通方向fd投影到了与流通方向fd大致垂直的面上时,蝶形阀72d的面积变为最小。相反,在第二流路64内,造型材料的流路最大。即,蝶形阀72d处于第二位置的状态是通过流量调节机构70d而将第二流路64内的流量设为了最大的状态。
[0285]
图25是示出在图21所示的区域ef中的、蝶形阀72d处于第三位置的状态的流量调节机构70d的截面放大图。具体而言,是包括造型材料在第二流路64上的流通方向fd的中心轴且与阀驱动轴76d的中心轴ax垂直的面上的截面图。在图25中,除各部件以外,还示意性示出了阀驱动轴76d的中心轴ax、蝶形阀72d的厚度th、第二流路64内的造型材料的流通方向fd、第二流路64在与流通方向fd大致垂直的方向上的截面的直径wd、由蝶形阀72d的一个面和第二流路64的内壁夹着的流路在x方向上的宽度中的最小宽度w3以及由蝶形阀72d的另一个面和第二流路64的内壁夹着的流路在x方向上的宽度中的最小宽度w4。在图25中,通过利用阀驱动部74d(参照图20)来将阀驱动轴76d相对于中心轴ax旋转,蝶形阀72d被配置于由造型材料在第二流路64内流通的流通方向fd与蝶形阀72d的面方向所形成的角度成为大于0度小于90度的角度中的任一个角度的位置(第三位置)。
[0286]
宽度w3和宽度w4由于蝶形阀72d被旋转而变动。第二位置上的宽度w1和宽度w2(参照图24)与第三位置上的宽度w3和宽度w4的关系为0<w3<w1、0<w4<w2。当在蝶形阀72d已被配置于第三位置的状态下将蝶形阀72d沿流通方向fd投影到了与流通方向fd大致垂直的面上时,蝶形阀72d的面积大于被配置于第二位置的情况下的面积而小于被配置于第一位置的情况下的面积。另外,该蝶形阀72d的面积随上述的宽度w3和宽度w4的变动而变动。即,通过调整由在第二流路64内流通的造型材料的流通方向fd与蝶形阀72d的面方向所形
成的角度使其成为大于0度小于90度的角度,能够在大于被配置于第一位置时的面积而小于被配置于第二位置时的面积的范围内调节第二流路64内的具备蝶形阀72d的位置处的流路的面积。即,通过利用流量调节机构70d来调节第二流路64内的流量,可控制从喷嘴61d中送出的造型材料的量。
[0287]
如以上那样,根据第四实施方式的造型材料供给装置60d,通过设置于造型材料流通的第二流路64上的蝶形阀72d,能够控制造型材料从喷嘴61d中送出的开始和停止以及从喷嘴61d中送出的造型材料的量。因此,与不具备流量调节机构70d的方案相比,能够以更高的精度来控制造型材料从喷嘴61d中送出的开始时间、停止时间以及造型材料的送出量。另外,在本实施方式中,由于通过具备扁平螺杆40的造型材料生成部30d来使材料熔融,因此能够使整个装置的尺寸变小。
[0288]
图26是示出控制部300执行造型处理的流程的一例的说明图。步骤s110是使造型材料从喷嘴61d中送出的送出工序。在步骤s110中,控制部300驱动造型材料生成部30d的驱动电机32而使扁平螺杆40旋转,执行使造型材料从喷嘴61d中朝着造型台220连续送出的送出处理。此时,控制部300读入开始送出处理时的造型材料的流量的设定值(即送出开始时的初始设定值)并驱动流量调节机构70d,在执行了将蝶形阀72d移动至第二位置或第三位置中的预先已确定的位置的处理之后再执行送出处理。另外,控制部300驱动旋转驱动部59,执行将旋转体63移动至第一旋转位置的处理。
[0289]
在执行送出处理的期间,控制部300控制造型工作台部200的移动机构230而根据造型数据来使造型台220在x、y、z方向三轴方向上位移。由此,造型材料向造型台220上的目标位置被堆积下去。
[0290]
在本实施方式中,控制部300按相当于在三维造型物的造型数据展开成平面状的情况下的一像素的每个单位进行该送出处理。另外,同样地,按相当于该一像素的每个单位还执行对是否执行步骤s120至步骤s142的处理的判断。另外,控制部300也可以在正执行基于步骤s110的送出处理中根据造型数据而预先执行接下来应处理的相当于一像素的单位上的从步骤s110至步骤s142的处理的判断。
[0291]
在步骤s120中,控制部300判断是否需要变更造型材料的流量。在需要变更造型材料的流量的情况(步骤s120:是)下,控制部300控制流量调节机构70d而执行将蝶形阀72d移动至第二位置或第三位置中的预先已确定的位置的处理(步骤s121)。由此,第二流路64内的造型材料的流量被变更。
[0292]
例如在为了对造型物的复杂部分或精细部分进行造型而使移动造型台220的速度降低了之后再对三维造型物进行造型的情况下,控制部300进行使造型材料从喷嘴61d中的送出量减少的判断。控制部300使蝶形阀72d从为使造型物的简单结构的部分造型而设定的蝶形阀72d的第二位置移动至第三位置中的预先已确定的位置来变更造型材料的流量。或者,控制部300也可以在接收到来自用户或上级控制部的流量变更的中断指令时判断为需要使来自喷嘴61d中的造型材料的流量变更。
[0293]
另一方面,在无需变更造型材料的流量的情况(步骤s120:否)下,控制部300判断停止造型材料的送出的时机是否已到来(步骤s130)。例如在使造型材料分离地堆积于与在那之前一直送出造型材料的位置相隔规定距离的位置的情况等下,控制部300就判断为使造型材料从喷嘴61d中的送出停止的时机到来了。或者,控制部300也可以在接收到来自用
户或上级控制部的暂时停止的中断指令时判断为使造型材料从喷嘴61d中的送出暂时中断的时机到来了。
[0294]
在不是使造型材料的送出停止的时机的情况下,控制部300继续步骤s110的造型材料的送出处理(s130:否)。另一方面,在使造型材料的送出停止的时机到来了的情况下(步骤s130:是),控制部300执行步骤s131~s140的处理。
[0295]
步骤s131~s132是控制造型材料从喷嘴61d中的流出的送出停止工序。在该送出停止工序中,控制部300控制流量调节机构70d而将蝶形阀72d移动至第一位置。由此,使第二流路64中的具备蝶形阀72d的位置闭塞而使造型材料向比流量调节机构70d靠喷嘴61d侧(即下游侧)的流通停止(步骤s131)。
[0296]
控制部300在步骤s131中通过流量调节机构70d来使第二流路64闭塞了之后驱动旋转驱动部59而将旋转体63移动至第二旋转位置(步骤s132)。根据该送出停止工序,能够执行在通过蝶形阀72d来闭塞了第二流路64之后将旋转体63移动至第二旋转位置的控制。另外,控制部300也可以在使造型材料从喷嘴61d中的流出停止的期间例如变更喷嘴61d相对于造型台220的位置,使得喷嘴61d位于接下来应重新开始造型材料送出的造型台220上的坐标。
[0297]
如以上那样,控制部300能够在停止了造型材料向比流量调节机构70d靠喷嘴61d侧(即第二流路64的下游侧)的流通之后再使旋转体63向第二旋转位置移动。因此,当通过流量调节机构70d来停止造型材料的送出时,在比流量调节机构70d靠下游侧,由造型材料的连续供给所产生的造型材料的压送被停止。即,由于比喷嘴61d靠上游侧的造型材料的送出通过流量调节机构70d而被停止,所以残存于比流量调节机构70d靠下游侧的造型材料流通的速度被降低。由此,与不具备流量调节机构70d的方案相比,旋转体63能够切断从喷嘴61d中送出的速度已被降低的状态的造型材料。因此,能够将造型材料的末端的形状控制为一定形状,能够提高三维造型物的造型精度。并且,能够更可靠地抑制在已送出至喷嘴61d外的造型材料与残留在喷嘴61d的送出口的造型材料之间发生已熔融的树脂伸长成丝状的拉丝。
[0298]
控制部300判断重新开始造型材料从喷嘴61d中的送出的时机是否已到来(步骤s140)。在重新开始造型材料的送出的时机到来了的情况下,进行用于使造型材料从喷嘴61d中的流出开始的控制(步骤s140:是)。具体而言,控制部300驱动旋转驱动部59,执行将旋转体63从第二旋转位置移动至第一旋转位置的处理(步骤s141)。接着,读入在重新开始送出处理时的造型材料流量的设定值并驱动流量调节机构70d,执行将蝶形阀72d移动至第二位置或第三位置中的预先已确定的位置的处理(步骤s142)后,继续步骤s110的造型材料的送出处理。另一方面,在不重新开始造型材料从喷嘴61d中的送出的情况(即造型处理已完成的情况)下,控制部300结束处理(步骤s140:否)。
[0299]
另外,在步骤s131中通过蝶形阀72d来关闭第二流路64而停止造型材料从喷嘴61d中的送出的情况下,优选的是,控制部300不使扁平螺杆40的旋转停止而使其继续下去。由此,在步骤s140中,能够使造型材料从喷嘴61d中的送出更迅速地重新开始。
[0300]
[第五实施方式]
[0301]
参照图27至图29来说明第五实施方式的三维造型装置100e中作为造型材料供给装置60e所具备的流量调节机构70e的结构。第五实施方式的三维造型装置100e的结构除了
设有第五实施方式的造型材料供给装置60e来代替第四实施方式的造型材料供给装置60d这点以外,均与第四实施方式的三维造型装置100d的结构相同。
[0302]
图27是示出流量调节机构70e的闸门部72e被配备于第二位置的状态的截面图。流量调节机构70e具备:闸门部72e、闸门驱动部74e以及闸门驱动轴76e。流量调节机构70e构成第二流路64e的一部分,控制在第二流路64e上流通的造型材料的流量。
[0303]
闸门驱动部74e产生在旋转体63e所具有的空隙内使闸门驱动轴76e沿中心轴ax往复移动的驱动力。由于该闸门驱动轴76e的往复移动,闸门部72e的位置与中心轴ax平行地被往复移动。闸门部72e的位置被移动至如下位置中的任一个位置:关闭了第二流路64e的流路的第一位置、将第二流路64e的流路打开到最大的第二位置以及在闸门部72e与第二流路64e已被连接的情况下连接闸门部72e与第二流路64e的部分沿着流通方向fd而投影到了与流通方向fd垂直的截面上的情况下的面积小于第二位置的状态下的面积的第三位置。
[0304]
闸门驱动轴76e是配备于旋转体63e的内部的沿中心轴ax而延伸的轴状部件。闸门驱动轴76e中的配备于旋转体63e的内部的部分的外径大于第二流路64e的内径。在闸门驱动轴76e的一部分上配备有作为大致圆柱状的空隙的闸门部72e。该闸门部72e的与大致圆柱状的轴向垂直的圆形截面的内径和第二流路64e的内径一致。
[0305]
闸门驱动轴76e与第二流路64e连接,在闸门驱动轴76e与第二流路64e交叉的位置处配备闸门部72e。此时,闸门部72e通过被连接为闸门部72e的轴向与第二流路64e的流通方向fd一致而构成第二流路64e的流路的一部分。由此,在闸门部72e为第二位置的状态下,能够通过闸门部72e来使造型材料流入到喷嘴61d,能够使造型材料从喷嘴61d中送出。另外,连接闸门部72e与第二流路64e的部分沿着流通方向fd而投影到了与流通方向fd垂直的截面上而得的形状的面积最大。即,闸门部72e被配备于第二位置的状态是第二流路64e内的流量被设为了最大的状态。
[0306]
另外,在包围该旋转体63e的内部中的用于配备闸门驱动轴76e的空隙的内壁中旋转驱动轴57一侧的内壁上设有贯通孔(未图示)。由此,能够在该内壁与闸门驱动轴76e之间的空间中的气压的变动小的状态下往复移动闸门驱动轴76e。
[0307]
图28是示出流量调节机构70e的闸门部72e被配备于第一位置的状态的截面图。例如在使用了第四实施方式的流程的情况下,当在步骤s130(参照图26)中停止造型材料的送出的时机到来时,代替步骤s131、s132,闸门驱动部74e使闸门驱动轴76e沿中心轴ax移动至第二流路64e与闸门部72e成为不连通的位置。由此,造型材料从第二流路64e向喷嘴61d的流入由于闸门部72e的移动而被遮断,造型材料从喷嘴61d中的流出被停止。即,闸门部72e被配备于第一位置的状态是关闭了第二流路64e的流路的状态。
[0308]
图29是示出流量调节机构70e的闸门部72e被配备于第三位置的状态的截面图。例如在使用了第四实施方式的流程的情况下,当在步骤s120(参照图26)中需要变更造型材料的流量时,代替步骤s121,闸门驱动部74e使闸门驱动轴76e沿着中心轴ax而移动至第二流路64e的一部分与闸门部72e一部分连接的位置。具体而言,闸门驱动部74e使闸门驱动轴76e移动至第三位置,即是将闸门部72e与第二流路64e连接的部分沿着流通方向fd而被投影到了与流通方向fd垂直的截面上的情况下的面积小于第二位置的状态下的面积的位置。该将闸门部72e与第二流路64e连接的部分是造型材料从第二流路64e中向闸门部72e流入的流路。
[0309]
将闸门部72e与第二流路64e连接的部分沿着流通方向fd而被投影到了与流通方向fd垂直的截面上的情况下的面积在第三位置中越接近于闸门部72e被配备于第一位置的位置而越小,越接近于被配备于第二位置的位置而越大。闸门驱动部74e通过将闸门部72e移动至第三位置中的预先已确定的位置,能够将连接闸门部72e与第二流路64e的部分(即造型材料的流路)的外形控制为预先已确定的外形。即,闸门驱动部74e通过在第三位置上使闸门部72e移动,能够调节造型材料的流量。
[0310]
如以上那样,根据第五实施方式的造型材料供给装置60e,由于通过使闸门部72e的位置移动来开闭第二流路64e,因此能够在更恰当的时间上进行造型材料从喷嘴61d中送出的开始和停止。另外,由于通过闸门部72e的移动来进行第二流路64e的闭塞,所以在停止造型材料从喷嘴61d中送出的期间造型材料从喷嘴61d中的泄漏被抑制。并且,通过调整闸门部72e的开度,能够控制从喷嘴61d中送出的造型材料的量。另外,由于第二流路64e被闸门部72e已遮断,因此即使一直使由驱动电机32驱动的扁平螺杆40的旋转继续,也能够停止造型材料从喷嘴61d中的送出。
[0311]
[第六实施方式]
[0312]
图30是示出第六实施方式中的三维造型装置100f的结构的概略图。
[0313]
三维造型装置100f是使用以热可塑性树脂为主材料的造型材料来对三维造型物进行造型的装置。三维造型装置100f具备:喷出单元110f、造型工作台部200以及控制部300。
[0314]
喷出单元110f被控制部300控制而将造型材料供给至造型工作台部200。喷出单元110f具备:材料供给部20f、造型材料生成部30f、以及头部60f。
[0315]
材料供给部20f将具有热可塑性的造型材料供给至造型材料生成部30f。材料供给部20f具备料斗21和连通路22。料斗21贮留造型材料的丸粒。料斗21经由设置于料斗21的下部的排出口而与连通路22连接。连通路22将料斗21内的造型材料的丸粒供给至造型材料生成部30f。
[0316]
作为投入至料斗21的造型材料,能够使用上面已述的材料。这些材料以丸粒、粉末等固体材料状态而被投入至材料供给部20f。另外,在投入至料斗21的具有热可塑性的材料中,也可以如上所述混入有颜料、金属、陶瓷等。
[0317]
造型材料生成部30f使从材料供给部20f的连通路22供给的造型材料熔融。造型材料生成部30f将已使其熔融的造型材料供给至头部60f。造型材料生成部30f具有:螺杆箱31、驱动电机32、扁平螺杆40f以及螺杆对面部50f。
[0318]
图31是示出螺杆对面部50f的概略平面图。螺杆对面部50f具备大致圆板状的形状(也参照图30)。在螺杆对面部50f的外形上,圆板的厚度小于圆的直径。螺杆对面部50f具备多个引导槽54、流出路56f以及加热器58。
[0319]
流出路56f被设置为在大致圆板状的螺杆对面部50f的圆的中心处以沿着圆板的中心轴方向的朝向贯通螺杆对面部50f。流出路56f使已熔融的造型材料流出至头部60f内的流路65f。引导槽54被配置于大致圆板状的螺杆对面部50f的一个面52上。引导槽54是以从流出路56f在面52上的开口56o朝着螺杆对面部50f的圆的外周画弧的方式伸长的槽。已熔融的造型材料由多个引导槽54引导至流出路56f的开口56o。以下,将螺杆对面部50f的设有引导槽54和开口56o的面52也称为螺杆对面部50f的“上表面52”。
[0320]
加热器58在螺杆对面部50f中被配置于与扁平螺杆40f的槽部42面对面的部分上的内部(参照图30)。更具体而言,加热器58被设置于包围流出路56f的位置。加热器58由未图示的电源供给电力而发热。关于加热器58的功能,将在后面说明。
[0321]
扁平螺杆40f具备大致圆板状的形状(参照图30)。在扁平螺杆40f的外形上,圆板的厚度小于圆的直径。扁平螺杆40f被配置为与螺杆对面部50f的上表面52面对面。扁平螺杆40f在以与螺杆对面部50f的开口56o面对面的朝向配置的面48上具备多个槽部42。以下,将扁平螺杆40f的、以与螺杆对面部50f的开口56o面对面的朝向配置的面48也称为扁平螺杆40f的“下表面48”。
[0322]
图32是示出扁平螺杆40f的下表面48侧的结构的概略立体图。在图32中,用符号rx示出扁平螺杆40f的圆板的中心轴。在第六实施方式中,扁平螺杆40f的中心轴与其旋转轴一致。槽部42的一端406位于扁平螺杆40f的圆的中心,与螺杆对面部50f的流出路56f的开口56o连接(参照图30)。槽部42的一端406在多个槽部42间被共有。槽部42的另一端404是设置于大致圆板状的扁平螺杆40f的外侧面上的开口。槽部42中的、连结槽部42的一端406与另一端404的部分在扁平螺杆40f的下表面48上被配置成漩涡状。在图32所示的例子中,在扁平螺杆40f的下表面48设有三条槽部42。设置于扁平螺杆40f的下表面48上的槽部42与螺杆对面部50f的上表面52一起形成输送造型材料的输送路。
[0323]
螺杆箱31(参照图30)与螺杆对面部50f一起覆盖扁平螺杆40f。在螺杆箱31内配置有材料供给部20f的连通路22。材料供给部20f的连通路22与作为槽部42的设置于扁平螺杆40f的外侧面上的开口的槽部42的另一端404连接。
[0324]
驱动电机32贯通螺杆箱31而与扁平螺杆40f连接。驱动电机32能够使扁平螺杆40f在螺杆箱31内以大致圆板状的扁平螺杆40f的中心轴rx为中心而旋转。扁平螺杆40f旋转的中心轴rx的方向与z轴的方向一致。
[0325]
当受到控制部300的控制而扁平螺杆40f旋转、加热器58发热时,造型材料如下这样被处理(参照图30)。即,从料斗21中经由连通孔22而已供给的固体造型材料从设置于扁平螺杆40f的外侧面上的另一端404被引入槽部42中。然后,随着扁平螺杆40f的旋转,造型材料由槽部42以边靠近螺杆对面部50f的开口56o边改变相对于开口56o的角度位置的方式输送。在此期间,槽部42内的造型材料被螺杆对面部50f内的加热器58加热,熔融。已熔融的造型材料被引导槽54引导而供给至开口56o。其后,造型材料从流出路56f供给至头部60f。
[0326]
另外,固体和熔融状态的造型材料在槽部42内被朝着螺杆对面部50f的流出路56f的开口56o输送,而存在于固体造型材料之间的空气等气体从槽部42的另一端404被排出至外部。
[0327]
头部60f将从造型材料生成部30f中已供给的造型材料喷出至造型工作台部200(参照图30)。造型材料从头部60f中被喷出的方向与z轴方向的-侧的方向一致。头部60f具有喷嘴61f、流路65f以及喷出控制机构70f。
[0328]
流路65f是连接造型材料生成部30f的流出路56f与喷嘴61f的流路(参照图30)。在造型材料生成部30f中已熔融的造型材料经由流路65f而被供给至喷嘴61f。流路65f具备下游部分651、上游部分652以及连接部分653。
[0329]
下游部分651与喷嘴61f连接。下游部分651是从喷嘴61f向与存在喷嘴61f的下游端的开口62f的一侧相反侧(z轴方向 侧)伸长的部分流路。上游部分652是相对于下游部分
651伸长的方向以45度的角度连接的部分流路。连接部分653是相对于上游部分652伸长的方向而以45度的角度连接且从连接的部分起向与下游部分651并行的方向(z轴方向 侧的方向)延伸的部分流路。连接部分653与造型材料生成部30f的流出路56f连接。
[0330]
喷嘴61f从作为末端的开口的开口62f朝造型工作台部200喷出已熔融的造型材料。
[0331]
图33是示出喷嘴61f的结构的截面图。喷嘴61f在内部具备第一部分流路61tp和第二部分流路61sp作为输送造型材料的流路。第一部分流路61tp具有内部空间的截面形状随着朝输送造型材料的方向af的下游去而变小的锥形状(漏斗状)的形状。第二部分流路61sp被配置于相对于第一部分流路61tp而言下游侧,与第一部分流路61tp连接。第二部分流路61sp的内部空间的截面形状在输送造型材料的方向af上为一定。第二部分流路61sp的下游端是喷嘴61f的开口62f。开口62f是具有孔径dn的圆形。另外,在第一部分流路61tp和第二部分流路61sp上,与z轴方向垂直相交的截面上的形状也是圆形。
[0332]
已熔融的造型材料被加热至玻璃化转移点以上而以已熔融的状态从喷嘴61f中射出。例如,abs树脂的玻璃化转移点大约为120℃。在采用abs树脂作为造型材料的主材料的情况下,对abs树脂进行加热使其在从喷嘴61f中射出时大约为200℃。
[0333]
喷出控制机构70f是用于进行造型材料从喷嘴61f中喷出的开始和停止以及喷出量的控制的机构(参照图30)。喷出控制机构70f具备闭塞销72f、驱动部73以及连接杆74。
[0334]
图34是示出闭塞销72f堵塞了喷嘴61f的状态的截面图。闭塞销72f是一部分配置于流路65f内和喷嘴61f内并能够堵塞喷嘴61f的部件(也参照图30)。闭塞销72f具有大致圆柱形状。闭塞销72f的外径比喷嘴61f的开口62f的孔径dn(等于第二部分流路61sp的内径)小一点。闭塞销72f贯通构成上游部分652且位于与喷嘴61f的开口62f相反一侧(z轴方向 侧)的壁部652w(也参照图30)。
[0335]
流路65f的上游部分652与下游部分651以45度的角度连接,另外,流路65f的连接部分653与上游部分652以45度的角度连接,因此能够将连接部分653与下游部分651在x轴方向上错开来配置(参照图30)。由此,能够如上述那样配置闭塞销72f。通过设为这种结构,能够既将驱动部73配置于流路65f外,又将驱动部73与流路65f内的闭塞销72f连接。而且,由于流路65f的上游部分652与下游部分651的连接角度以及连接部分653与上游部分652的连接角度为45度,因此可获得如下这样的技术效果。即,能够既将流路65f的上游部分652配置为避开驱动部73,又使上游部分652与下游部分651的连接部分上的阻力比上游部分652与下游部分651被连接成90度的方案变小。
[0336]
驱动部73使闭塞销72f位移来使喷嘴61f开闭。连接杆74是连接闭塞销72f中的位于流路65f外的部分与驱动部73的部件。在图30中,为了使技术理解变容易,将驱动部73与连接杆74分开而进行了表示。闭塞销72f由驱动部73在轴向上移动,从而能够用闭塞销72f堵塞喷嘴61f的开口62f的端面。更具体而言,喷嘴61f的第二部分流路61sp被闭塞销72f的末端部分72sp占据、堵塞直至到达开口62f为止。
[0337]
通过设为这样的结构,当造型材料向造型工作台部200上的某一部分的配置结束了时,通过使闭塞销72f占有喷嘴61f的第二部分流路61sp内,能够不使与喷嘴61f外的造型材料相连的造型材料残留于喷嘴61f的第二部分流路61sp内而结束造型材料的供给。因此,残留于喷嘴61f内的造型材料与已配置在喷嘴61f外的造型材料细长地相连之后分离的、所
谓的“拉丝”发生的可能性低。因此,当形成三维形状的物体时,在暂且停止造型材料的供给而从其它地方重新开始的情况下,也能够以高精度的形状来形成三维形状的物体。
[0338]
另外,在即将停止造型材料的供给之前的时间区间内,与闭塞销72f的末端部分72sp的位移速度相应的喷出量的造型材料从喷嘴61f的第二部分流路61sp中被挤出。更具体而言,每单位时间内等于“喷嘴61f的第二部分流路61sp的截面积
”ד
闭塞销72f的末端部分72sp的移动速度”的体积的造型材料从喷嘴61f的开口62f中被挤出。因此,能恰当地控制已供给至喷嘴外的造型材料的尾端的形状和大小。
[0339]
图35是示出将闭塞销72f的末端72t已配置于喷嘴61f的第一部分流路61tp内的状态的截面图。驱动部73能够使闭塞销72f的末端72t在作为喷嘴61f内的锥形状部分的第一部分流路61tp内沿输送造型材料的方向af(z轴方向)位移。
[0340]
通过使闭塞销72f的末端72t在作为锥形状部分的第一部分流路61tp内位移,能够改变造型材料在第一部分流路61tp内的流动阻力。其结果,通过预先掌握闭塞销72f的末端72t在第一部分流路61tp内的位置与来自喷嘴61f的每单位时间的造型材料的供给量的关系并恰当地设定末端72t的位置,能够控制来自喷嘴61f的每单位时间的造型材料的供给量。
[0341]
造型工作台部200被配置于与头部60f的喷嘴61f面对面的位置(参照图30)。造型工作台部200接住从喷嘴61f中已喷出的造型材料。造型工作台部200具备:工作台210、载置于工作台210上的造型台220、以及使造型台220位移的移动机构230。
[0342]
造型台220是接住从喷嘴61f中已喷出的造型材料的平板状结构。移动机构230由能够通过三个电机来使造型台220在x方向、y方向、z方向上移动的三轴定位器构成。在图30中,用符号m示出使造型台220移动的电机。造型工作台部200能够在控制部300的控制下变更喷嘴61f与造型台220的相对位置。
[0343]
控制部300控制喷出单元110f和造型工作台部200(参照图30)。控制部300能够通过包括cpu等处理器、主存储器以及非挥发性存储器的计算机来实现。在控制部300内的非挥发性存储器中存储有用于控制三维造型装置100f的计算机程序。通过将非挥发性存储器中所存储的计算机程序加载到主存储器后执行,从而处理器控制喷出单元110f和造型工作台部200来对三维造型物进行造型。
[0344]
图36是示出通过从三维造型装置100f的喷嘴61f中已喷出的造型材料来构成三维造型物ob的状态的说明图。控制部300根据造型数据来控制喷出单元110f和造型工作台部200,进而对三维造型物ob进行造型。具体而言,控制部300边使造型工作台部200的造型台220在x方向和y方向上移动边从喷嘴61f中喷出造型材料,由此将造型材料配置于造型台220上的xy坐标的规定位置。当完成将造型材料配置于一个假想的xy平面上的处理时,控制部300进行使造型工作台部200的造型台220向z轴方向
‑
侧的方向只移动规定量再将造型材料配置于假想的xy平面上的处理。此时,新配置的造型材料与在那之前已配置的造型材料接合。通过重复那样的处理,造型材料被配置为三维形状。通过对像那样配置好的造型材料进行固化,从而形成具有所希望的形状的三维造型物ob。
[0345]
图37是沿着时间t而示出造型台220的输送速度vm和从喷出单元110f中供给的造型材料的供给速度vr的曲线图。曲线图gvm表示造型台220的输送速度vm的变化。输送速度vm通过x方向的输送速度的平方与y方向的输送速度的平方之和的平方根来获得。曲线图
gvr表示从喷出单元110f中供给的造型材料的供给速度vr。造型材料的供给速度vr是每单位时间的造型材料供给量(体积)。
[0346]
控制部300能够使从喷出单元110f中供给造型材料的供给速度vr与由移动机构230产生的造型台220的输送速度vm同步。例如,当从时刻t2到时刻t3而使造型台220的输送速度vm比时刻t2之前减小30%时,控制部300也使造型材料的供给速度vr同样地减小30%。当从时刻t4到时刻t5使造型台220的输送速度vm比时刻t4之前增加而使其恢复到时刻t1至时刻t2的输送速度vm时,控制部300也使造型材料的供给速度vr同样地增加。另外,控制部300使造型材料的供给速度vr的变化率与造型台220的输送速度vm的变化率一致。当造型材料的供给速度vr为一定时,造型台220的输送速度vm也为一定(参照时刻t1~t2、t3~t4、t5~t6)。
[0347]
另外,所谓使造型材料的供给速度与装置的输送速度“同步”是指,控制造型材料的供给速度和装置的输送速度使得在某一时间区间上的、沿时间轴方向表示的造型材料的供给速度的变化与沿时间轴方向表示的装置输送速度的变化通过至少一方的放大或缩小而一致。
[0348]
通过设为这样的结构,能够边使造型台220的输送速度(换而言之造型材料的配置速度)变化边将一定量的造型材料配置于各位置。例如,在将造型材料配置成直线状的地方,控制部300边以某一速度v1输送造型台220边配置造型材料(参照时刻t1~t2、t5~t6)。与此相对比,在以根据超过某种程度大的曲率而弯曲的配置来分配造型材料的地方,控制部300边以比速度v1低30%的速度v2来输送造型台220边配置造型材料(参照时刻t3~t4)。此时,控制部300也使造型材料的供给速度vr减小30%。通过进行这样的处理,能够既使造型材料在各位置上的配置精度提高,又将一定量的造型材料分配于各位置。
[0349]
在本实施方式中,将喷出单元110f也称为“造型材料供给装置”,其将已熔融的造型材料供给至头部60f。将喷嘴61f的下游端的开口62f也称为“第一开口”。将流出路56f的开口56o也称为“第二开口”。将闭塞销72f也称为“闭塞部件”。将加热器58也称为“第一加热部”。将插入第二部分流路61sp中来堵塞第二部分流路61sp的闭塞销72f的末端部分72sp也称为“第一闭塞部”。
[0350]
[第七实施方式]
[0351]
图38是示出第七实施方式的三维造型装置中的闭塞销72g的形状的图。第七实施方式的三维造型装置的闭塞销72g以外的结构与第六实施方式的三维造型装置100f相同。闭塞销72g具有锥形部分72gtp和末端部分72gsp。
[0352]
锥形部分72gtp具有截面形状随着朝输送造型材料的方向af的下游去而变小的锥形状(圆锥侧面状)的外形。锥形部分72gtp的锥角与喷嘴61f的流路的第一部分流路61tp的锥角一致。闭塞销72g的末端部分72gsp被配置于相对于锥形部分72gtp而言下游侧。末端部分72gsp的截面形状在输送造型材料的方向af上为一定。闭塞销72g的末端部分72gsp的外径比喷嘴61f的开口62f的孔径dn小一点。
[0353]
通过在喷嘴61f内将闭塞销72g朝开口62f推出,喷嘴61f的第二部分流路61sp被闭塞销72g的末端部分72gsp占据、堵塞直至到达开口62f为止。闭塞销72g的末端72gt的面的位置与开口62f规定的面一致。另外,喷嘴61f的第一部分流路61tp中的下游侧的一部分被闭塞销72g的锥形部分72gtp占据、堵塞。通过设为这样的结构,能够使残留于喷嘴61f内的
造型材料与已配置在喷嘴61f外的造型材料细长地相连之后分离的、所谓的“拉丝”发生的可能性降低。
[0354]
图39是示出将闭塞销72g的锥形部分72gtp已配置于喷嘴61f的第一部分流路61tp内的状态的截面图。驱动部73能够使闭塞销72g在作为喷嘴61f内的锥状部分的第一部分流路61tp中沿输送造型材料的方向af(与z轴方向
‑
侧的朝向相等)位移。
[0355]
通过使闭塞销72g的锥形部分72gtp在作为锥状部分的第一部分流路61tp内位移,能够使锥形部分72gtp周围的流路在第一部分流路61tp内的环状截面的大小(截面积)从最大值(使闭塞销72g距开口62f最远时)变化到0。其结果,能够容易定量控制造型材料在第一部分流路61tp内的流动阻力。因此,通过那样的处理,能够容易控制来自喷嘴61f的每单位时间的造型材料的供给量。
[0356]
将本实施方式中的闭塞销72g的锥形部分72gtp也称为“第二闭塞部”。
[0357]
[第八实施方式]
[0358]
图40是示出第八实施方式的三维造型装置中的喷嘴61h和闭塞销72h的结构的截面图。第八实施方式的三维造型装置的除了喷嘴61h和闭塞销72h以外的结构是与第七实施方式的三维造型装置(参照图38和图39)相同的。
[0359]
闭塞销72h在被配置于喷嘴61h内的部分的内部具备加热部71。加热部71不配置于闭塞销72h中的、总是位于喷嘴61h外的部分(参照图30的喷嘴61f)上。加热部71是与未图示的电源连接的电路的一部分。加热部71通过由电源供给电力来利用电阻发热。
[0360]
在造型材料流通的空间为了闭塞销72h而变窄的流路的第一部分流路61tp上,使已熔融的造型材料流通时的阻力变大。另外,在闭塞销不具备加热部的方案中,由于造型材料被闭塞销夺走热量,所以造型材料的流动性也有可能下降。但是,如果设为上述那样的结构,则位于流路内的闭塞销72h的周围的造型材料被加热部71加热,得以提高了流动性。因此,即使在造型材料流通的空间为了闭塞销72h而变窄的部分上,也难以发生造型材料的堵塞。
[0361]
喷嘴61h在流路中具备第一部分流路61tp和第二部分流路61sp,在包围第一部分流路61tp与第二部分流路61sp的连接部位的位置具备冷却部67h。冷却部67h通过使冷却介质在其与未图示的散热器之间流通,能够将喷嘴61h的末端部61ht设为比腰部61hb相对低的温度,而该腰部61hb位于比末端部61ht靠上游侧。另外,喷嘴61h的末端部61ht是包括开口62f的喷嘴61h的一部分。喷嘴61h的腰部61hb是位于在输送造型材料的方向af上比末端部61ht靠上游侧的部分。
[0362]
通过设为这样的结构,能够在冷却部67h上冷却喷嘴61h的末端部61ht而控制喷嘴61h的末端部61ht内的造型材料的温度。其结果,能够控制从喷嘴61h内挤出的造型材料的粘度和向喷嘴61h内面的粘着性。因此,能够有效地防止当造型材料向造型工作台部200上的某一部分的配置结束了时粘着于喷嘴61h内的造型材料与已配置在喷嘴61h外的造型材料细长地相连之后分离的事态。因此,能够更高精度地控制造型材料的尾端的形状。
[0363]
将本实施方式中的加热部71也称为“第二加热部”。
[0364]
[第九实施方式]
[0365]
图41是第九实施方式中的三维造型装置100i的概念图。该三维造型装置100i具备:射出单元110i、移动机构230以及控制部300。
[0366]
射出单元110i具有驱动电机32i、可塑化部90以及射出部60i。可塑化部90具有扁平螺杆40i和螺杆对面部50i。
[0367]
扁平螺杆40i被收纳于螺杆箱31i内,由驱动电机32i驱动而旋转。扁平螺杆40i具有形成有涡旋槽420(参照图42)的涡旋槽形成面480。螺杆对面部50i与涡旋槽形成面480面对面,在中心形成有连通孔56。螺杆对面部50i在内部具有加热器58。
[0368]
可塑化部90通过扁平螺杆40i的旋转和由加热器58进行的加热来将已供给至扁平螺杆40i与螺杆对面部50i之间的材料进行塑化而使其转化成造型材料。所谓“可塑化”意味着对材料进行加热、熔融。造型材料从连通孔56供给至射出部60i。射出部60i将造型材料从设置于其末端的射出口61i中朝移动机构230上所配备的造型台220射出。射出部60i具备用于停止造型材料的射出的旋转体63。该旋转体63由旋转气缸、电动马达等致动器70i驱动。关于旋转体63的详情,将在后面说明。
[0369]
材料从料斗20i中经由连通路22而被供给可塑化部90。在料斗20i中投入具有热可塑性的材料。作为材料,能够使用上面已述的材料。另外,作为材料的形状,能使用丸粒、粉末等固体材料。另外,所谓具有热可塑性的材料,也可以是包含具有热可塑性的材料及其它成分的组合物。
[0370]
移动机构230是能够使载置于工作台210上的造型台220在x方向、y方向以及z方向三轴方向上移动的三轴定位器。移动机构230具有变更射出部60i与造型台220的相对位置关系的功能。通过使用移动机构230来变更射出部60i与造型台220的相对位置关系,能够制造任意形状的三维造型物。在本实施方式中,移动机构230使造型台220在三维上移动,但是,作为移动机构230,也可以采用使射出部60i(即射出单元110i)在三维上移动的机构。或者,也可以采用使射出部60i(即射出单元110i)和造型台220中的一方在一轴或两轴方向上移动、使另一方在剩余的轴方向上移动的移动机构。
[0371]
控制部300进行驱动电机32i、加热器58、致动器70i以及移动机构230的控制。控制部300由例如包括cpu和存储器的计算机构成。cpu通过执行存储器中所存储的计算机程序来控制三维造型装置100i。计算机程序也可以被记录于非暂时性的有形记录介质中。
[0372]
图42为扁平螺杆40i的立体图。扁平螺杆40i是轴线方向的高度小于直径的大致圆柱状的螺杆。扁平螺杆40i在与螺杆对面部50i(图41)相对的面上具有多个涡旋槽420。将形成有涡旋槽420的面称为“涡旋槽形成面480”。涡旋槽420从扁平螺杆40i的外周朝着涡旋槽形成面480的中央部46而形成为旋涡状或螺旋状。在扁平螺杆40i的侧面430上形成有多个用于将材料收纳到扁平螺杆40i与螺杆对面部50i之间的材料流入口44。材料流入口44与涡旋槽420连续。材料从料斗20i中经由连通路22而被供给材料流入口44。
[0373]
涡旋槽420由位于径向内侧的内侧壁421、位于径向外侧的外侧壁422以及底壁423划定。内侧壁421和外侧壁422例如根据以与扁平螺杆40i的旋转中心同心的圆为基准的渐开线曲线来设定各自的形状。已供给至涡旋槽420内的材料由于扁平螺杆40i旋转而从外侧壁422侧向内侧壁421侧被引导。另外,当扁平螺杆40i旋转时,材料在涡旋槽420与螺杆对面部50i之间被混揉的同时被加热器58加热,由此被塑化,被转化成造型材料。
[0374]
图43为螺杆对面部50i的平面图。螺杆对面部50i具有与扁平螺杆40i的涡旋槽形成面480相对的螺杆相对面52。在螺杆相对面52上形成有多个引导槽54,该引导槽被形成为漩涡状或螺旋状。在螺杆相对面52的中心处形成有用于将造型材料供给至射出部60i的连
通孔56。多个引导槽54具有将造型材料引导至连通孔56的功能。如图41所示,在螺杆对面部50i埋入有用于加热材料的加热器58。
[0375]
图44是示出三维造型物ob与射出部60i的位置关系的说明图。在造型台220上载置有正在制造中的三维造型物ob。在射出部60i上所具备的射出口61i与三维造型物ob的上表面obt之间保持有间隙g。在此,所谓“三维造型物ob的上表面obt”意味着在射出口61i的正下方的位置的附近处从射出口61i中已射出的造型材料着地的预定部位。在本实施方式中,间隙g的大小大于射出口61i的孔径。因此,从射出口61i中射出的造型材料就以不被按压在制造中的三维造型物ob的上表面obt的自由状态堆积于三维造型物ob的上表面obt上。
[0376]
图45是从下面侧观察到射出部60i的立体图。图46是图45中的ix
‑
ix截面图。如图46所示,射出部60i具有第一流路65i和旋转体63。第一流路65i与连通孔56(图41)连通。因此,造型材料从可塑化部90中被供给至第一流路65i。
[0377]
旋转体63具有大致圆柱状的形状,该圆柱具有沿着水平方向的中心轴o。旋转体63被构成为能够在射出部60i内以中心轴o为中心而在预先已确定的角度范围内旋转。旋转体63的旋转通过控制部300驱动致动器70i来控制。
[0378]
旋转体63具有可与第一流路65i连通的第二流路64和连通于第二流路64的射出口61i。射出口61i的孔径小于除第二流路64的射出口61i以外的部分的孔径。在本实施方式中,在作为旋转体63的基准位置的第一旋转位置(图46中所示的位置)上,第二流路64被构成为沿着垂直方向的直线状的流路。在该第一旋转位置,第二流路64的上端与第一流路65i连接,位于第二流路64的下端的射出口61i朝向垂直下方。也就是说,在本实施方式中,在旋转体63处于第一旋转位置的情况下,第一流路65i与第二流路64成为已连通的状态而造型材料从射出口61i中被射出。另外,在本实施方式中,第二流路64的内径(除射出口61i以外的部分的内径)等于第一流路65i的内径。
[0379]
本实施方式的旋转体63具有平坦部69。平坦部69通过将旋转体63的外周的一部分沿第二流路64延伸的方向形成为平坦状来构成。在第一旋转位置,该平坦部69的下端部与从水平方向朝平坦部69延伸的销66的末端部接触。由于该平坦部69与销66的接触,旋转体63的旋转角度被限制。另外,通过调整销66向平坦部69一侧的突出量,能够调整旋转体63的旋转角度。由此,能够微调造型材料从射出口61i中的喷出方向。
[0380]
图47是示出旋转体63旋转后的形态的图。在图47中示出了旋转体63处于从第一旋转位置旋转了预先已确定的角度以上而得的第二旋转位置的状态。在该第二旋转位置,第一流路65i与第二流路64成为不连通的状态。也就是说,所谓第二旋转位置是从第一旋转位置旋转了第一流路65i与第二流路64成为不连通的状态的角度以上而得的位置。在该第二旋转位置上,第一流路65i与第二流路64变为不连通的状态,因此造型材料从射出口61i中的射出被停止。也就是说,控制部300通过驱动致动器70i来使旋转体63旋转至第二旋转位置,能够使造型材料的射出停止。另外,从第一旋转位置至第二旋转位置的旋转角度根据第二流路64的长度、第一流路65i和第二流路64的孔径来决定,例如能够设定为30度以下。
[0381]
如图46和图47所示,在本实施方式中,射出部60i具有切断部67。切断部67被配置于比射出口61i在旋转体63处于第一旋转位置的情况下的位置更靠当旋转体63从第一旋转位置向第二旋转位置旋转时射出口61i移动的方向侧。切断部67具备用于切断造型材料的刀68。该刀68的刀尖一直朝向射出口61i侧。为此,从射出口61i中射出的造型材料由于旋转
体63从第一旋转位置向第二旋转位置旋转而被切断部67切断。被切断后的造型材料堆积在三维造型物ob的上表面obt。在第二旋转位置,射出口61i被刀68的内面闭塞。在重新开始造型材料的射出的情况下,控制部300驱动致动器70i来使旋转体63从第二旋转位置旋转至第一旋转位置。通过这样做,第一流路65i与第二流路64再次成为连通状态,造型材料从射出口61i中的射出被重新开始。
[0382]
根据在以上说明过的本实施方式的三维造型装置100i,能够通过使具有射出口61i的旋转体63旋转来使造型材料的射出停止,所以能够使造型材料的射出响应良好地停止。另外,通过使旋转体63旋转,也能够进行射出的重新开始,所以也能够提高射出开始的响应性。因此,根据本实施方式,造型材料的射出过多和射出延迟被抑制,能够提高三维造型物ob的造型精度和造型速度。
[0383]
另外,在本实施方式中,由于能够通过切断部67来切断从射出口61i中已射出的造型材料,所以能够使造型材料的末端的形状整齐地变为一定形状。因此,能够进一步提高三维造型物ob的造型精度。并且,当停止了造型材料的射出时,射出口61i被切断部67闭塞,所以能够抑制残存于第二流路64内的造型材料从射出口61i中泄漏。因此,能够更进一步提高三维造型物ob的造型精度。
[0384]
另外,在本实施方式中,由于通过具有扁平螺杆40i的可塑化部90来将材料进行塑化,因此能够使整个装置的尺寸变小。
[0385]
虽然对本发明的实施方式进行了说明,但本发明也能以上述以外的方式实现。在以下对本发明的其它方式进行说明。
[0386]
[其它方式1]
[0387]
(1)在上述实施方式中,蝶形阀72a是驱动轴76a的一部分被加工为板状而成的大致正方形的板状部件。但是,蝶形阀也能够设为像例如圆形的板状部件那样被加工成其它形状的部件。即,只要是当被配置于第一位置时关闭第一流路65a的流路、当被配置于第二位置或第三位置时能够调整造型材料在第一流路65a内的流量的部件即可。
[0388]
(2)在上述实施方式中,蝶形阀72a是厚度th为第一流路65a的直径wd的三分之一的厚度的大致正方形的板状部件。但是,蝶形阀的厚度不限定于此。蝶形阀的厚度除为小于三分之一的方案以外还能够设为大于三分之一的方案。在那种方案上,蝶形阀能够设为如下的方案:以可经受由造型材料的流通所产生的压力的强度来设计,当被配置于第一位置时关闭第一流路65a的流路、当被配置于第二位置或第三位置时可调整造型材料在第一流路65a内的流量。
[0389]
(3)在上述实施方式中,驱动轴76a被配备为与造型材料在第一流路65a中的流通方向fd垂直。但是,驱动轴也可以将与造型材料在第一流路中的流通方向不垂直的方向作为轴方向。在那种方案上,能够设为如下的方案:例如,蝶形阀为具有开口的球体状的阀门等,由于驱动轴以中心轴ax为中心而被旋转,与造型材料的流通方向平行地向与流通方向垂直的面投影而得的阀门的开口形状变化,由此当被配置于第一位置时关闭第一流路的流路、当被配置于第二位置或第三位置时可调整造型材料在第一流路内的流量。
[0390]
[其它方式2]
[0391]
在上述实施方式中,吸引部75通过使杆77在分叉流路79内移动来使第一流路65a内产生负压。与此相对比,吸引部75也可以通过其它结构来使第一流路65a产生负压。吸引
部75也可以通过例如泵的吸引力来将造型材料吸引至分叉流路79内,从而使第一流路65a内产生负压。另外,在为该结构的情况下,已被吸引至分叉流路79中的造型材料既可以向扁平螺杆40循环再利用,也可以直接被排出至装置外部。
[0392]
[其它方式3]
[0393]
(1)在上述实施方式中,冲洗部80被配备于比第一流路65a中的设有流量调节机构70a的位置靠喷嘴61侧(即下游侧)。但是,冲洗部也能够设为配备于比第一流路中的设有流量调节机构的位置靠上游侧的方案。在那种方案上,控制部能够设为如下的方案:进行在通过驱动冲洗部来喷出了残留于第一流路内的造型材料之后使流量调节机构驱动而堵塞第一流路的控制。
[0394]
(2)在上述实施方式中,冲洗部80所具有的送出口86是设置于第一流路65a的开口。但是,送出口也可以是具备堵塞开口的盖部的方案。盖部能够设为例如由具备从与第一流路接触的面的中心部伸长为放射状的切口的橡胶形成的方案。
[0395]
(3)在上述实施方式中,造型材料供给装置60a具备流量调节机构70a和冲洗部80双方。但是,也可以是不具备冲洗部而只具备流量调节机构的方案。另外,造型材料供给装置既可以是具备流量调节机构、冲洗部以及吸引部的方案,也可以是具备流量调节机构和吸引部而不具备冲洗部的方案。
[0396]
[其它方式4]
[0397]
(1)在上述实施方式中,蝶形阀72d是阀驱动轴76d的一部分被加工为板状而成的大致正方形的板状部件。但是,蝶形阀也能够设为像例如圆形的板状部件那样被加工成其它形状的部件。即,只要是当已被配置于第一位置时堵塞第二流路的流路、当已被配置于第二位置或第三位置时能够调整造型材料在第二流路内的流量的部件即可。
[0398]
(2)在上述实施方式中,蝶形阀72d是厚度th为第二流路64的直径wd的三分之一的厚度的大致正方形的板状部件。但是,蝶形阀的厚度不限定于此。蝶形阀的厚度除为小于三分之一的方案以外还能够设为大于三分之一的方案。在那种方案上,蝶形阀能够设为如下的方案:以可经受由造型材料的流通所产生的压力的强度来构成,当被配置于第一位置时关闭第二流路64的流路、当被配置于第二位置或第三位置时可调整造型材料在第二流路64内的流量。
[0399]
(3)在上述实施方式中,阀驱动轴76d被配备为与造型材料在第二流路64中的流通方向fd垂直。但是,驱动轴也可以将与造型材料在第二流路中的流通方向不垂直的方向作为轴方向。在那种方案上,能够设为如下的方案:例如,蝶形阀为具有开口的球体状的阀门等,由于驱动轴以中心轴ax为中心而被旋转,与造型材料的流通方向平行地向与流通方向垂直的面投影而得的阀门的开口形状变化,由此当被配置于第一位置时关闭第二流路的流路、当被配置于第二位置或第三位置时可调整造型材料在第二流路内的流量。
[0400]
(4)在上述实施方式中,造型材料供给装置60d具有切断部67。与此相反,造型材料供给装置60d也可以不具有切断部67。在那种方案上,能够设为具备当旋转体63从第一旋转位置向第二旋转位置旋转时闭塞喷嘴61d的部件的方案。由此,第一流路65d与第二流路64变为不连通的状态,因此能够使造型材料的喷出响应良好地停止。
[0401]
(5)在上述实施方式中,切断部67具有用于切断造型材料的刀68。与此相对比,切断部67也可以具有用于切断造型材料的钢丝。若通过刀68或钢丝来进行切断,则通过简易
的结构即可切断造型材料,能够将已送出至喷嘴61d外的造型材料的末端的形状控制为一定形状。
[0402]
(6)在上述实施方式中,造型材料生成部30d具有扁平螺杆40,使用该扁平螺杆40来进行材料的至少一部分的熔融。与此相对比,造型材料生成部30d也可以通过扁平螺杆以外的机构来进行材料的熔融。例如,造型材料生成部30d也可以被构成为一般的射出装置,该装置具有:圆筒、收容于圆筒内的长尺状螺杆以及配置于圆筒周围的加热器。
[0403]
(7)在上述实施方式中,在旋转体63上设有平坦部69,但也可以省略平坦部69和销66。
[0404]
[其它方式5]
[0405]
(1)在上述实施方式的流量调节机构70e中,也能够省略闸门部72e。闸门驱动轴76e也可以通过以其端部横穿第二流路64e的方式移动来开闭第二流路64e。流量调节机构的闸门部也可以由重叠配置的多个板状部件构成。该闸门也可以具有例如通过以变更第二流路64e的开口面积的方式在互不相同的方向上移动来开闭第二流路64e的结构。
[0406]
(2)在上述实施方式的流量调节机构70e中,闸门部72e的位置通过闸门驱动轴76e的往复移动而与中心轴ax平行地被往复移动。但是,闸门部的位置也能够设为如下的方案:不与中心轴ax平行地往复移动,通过闸门驱动轴以中心轴ax为中心而旋转来旋转移动。另外,闸门部的位置也能够设为具备与中心轴ax平行的往复移动和以中心轴ax为中心来旋转的移动双方的方案。
[0407]
(3)在上述实施方式的流量调节机构70e中,闸门部72e的与轴向垂直的圆形截面的内径与第二流路64e的内径一致。但是,闸门部的与轴向垂直的圆形截面的内径与第二流路的内径也可以不一致。例如,通过使闸门部的内径大于第二流路的内径,能够使第二流路与闸门部的连接变容易。另外,也可以像例如闸门部的与轴向垂直的截面的形状为大致正方形、第二流路的截面形状为圆形这样彼此的形状不一致。
[0408]
(4)在上述实施方式的流量调节机构70e中,在闸门驱动轴76e上配备有一个闸门部72e。但是,也可以设为在闸门驱动轴上配备多个闸门部的方案。例如,能够通过将内径不同的多个闸门部中的预先已确定的内径的闸门部与第二流路连接来控制造型材料的流量。
[0409]
[其它方式6]
[0410]
(1)在上述实施方式中,作为用于对具有三维形状的部件进行造型的材料,使用造型材料。但是,用于对具有三维形状的部件进行造型的材料也能够采用热固化性树脂,还能够采用金属。即,只要是通过将至少一部分熔融而能够使其具有适合于对具有三维形状的部件进行造型的流动性和粘性的材料,则就能够采用任意的材料。
[0411]
(2)在上述实施方式中,构成喷嘴61f的部件与构成流路65f的部件是分开的部件(参照图30)。但是,构成将已熔融的造型材料供给至外部的喷嘴61f的部件与构成流路65f的部件也可以被一体成形。在那种方案中,能够将在与造型材料从喷嘴中的喷出方向相同的方向上朝着喷嘴的开口伸长的部分流路作为流路中的“下游部分”来理解。
[0412]
(3)在上述实施方式中,从喷嘴中输送造型材料的方向af与重力方向(z轴方向
‑
侧的朝向)一致(参照图33~图35、图38~图40)。但是,从喷嘴中输送造型材料的方向也可以是上方、水平方向等其它方向。
[0413]
[其它方式7]
[0414]
(1)在上述实施方式中,造型材料生成部30f具备扁平螺杆40f(参照图30~图32)。但是,使材料熔融的造型材料生成部也可以设为不具备扁平螺杆的方案。例如,造型材料生成部也可以设为在旋转的轴的圆柱侧面设有输送材料的槽部的方案。
[0415]
(2)在上述实施方式中,作为第一加热部的加热器58是电路的一部分,通过其电阻来进行发热(参照图30)。但是,加热材料的第一加热部也可以设为使作为传导热的介质的流体流通来加热闭塞部件的装置、感应加热器等其它方案。
[0416]
[其它方式8]
[0417]
(1)在上述实施方式中,喷嘴61f内的流路具有内部空间的圆形的截面形状随着朝下游去而变小的第一部分流路61tp(图33~图35、图38~图40)。但是,喷嘴内的流路也可以按如下方式构成:包括第一部分流路、第二部分流路,并具有(i)四边形或六边形等多边形、(ii)椭圆或长圆、(iii)星形等具有朝内部凸的部分的形状等圆以外的截面形状。另外,在喷嘴内的流路中,既可以设置不论流路的截面形状如何而内部空间的截面形状都随着朝下游去变小的流路部分,也可以不设置那样的部分而以内部空间的流路形状为一定的方式设置喷嘴内的流路。另外,也能够设置内部空间的流路形状以多阶梯状变化的流路。
[0418]
(2)在上述实施方式中,闭塞销72f、72g、72h沿输送造型材料的方向af而移动(参照图33~图35和图38、图39)但是,堵塞喷嘴的闭塞部件只要被构成为在输送造型材料的方向上可取得不同的位置即可。即,也可以被构成为在与造型材料的输送方向不同的方向上移动的结果当对输送造型材料的方向进行了评价时可取得不同的位置。
[0419]
[其它方式9]
[0420]
(1)在上述实施方式中,喷嘴61f在末端具备内部空间的截面形状在输送造型材料的方向af上为一定的第二部分流路61sp(图33~图35、图38~图40)。但是,喷嘴也可以设为在流路的末端部分上不具备内部空间的截面形状为一定的第二部分流路的方案。即,内部空间的圆形的截面形状随着朝下游去而变小的流路部分也可以一直到达末端的开口。另外,内部空间的圆形的截面形状随着朝下游去而变大的流路部分也可以一直到达末端的开口。
[0421]
(2)在上述第七实施方式和第八实施方式中,闭塞销72f的末端部分72sp具有与第二部分流路61sp在其位移的方向(与输送喷嘴61f内的造型材料的方向af相同)上大致相同的尺寸。但是,闭塞部件的第一闭塞部也可以设为具有第二部分流路以上的长度的方案。即,只要确保闭塞部件的第一闭塞部的形状和由驱动部所产生的位移量使得喷嘴的第二部分流路被闭塞部件的第一闭塞部所占据直至到达开口即可。
[0422]
[其它方式10]
[0423]
在上述第六实施方式中,闭塞销72f为圆柱状,在第二实施方式和第八实施方式中,具有直径不同的两个部分由锥形状的部分(锥形部分72gtp、72htp)连接的形状(图33~图35、图38~图40)。但是,闭塞部件也能够设为其它形状。例如,也可以在除被插入喷嘴的第二部分流路中的部分以外的部分上具有用于控制造型材料的流动的形状(例如羽状的部分)。
[0424]
[其它方式11]
[0425]
在上述第八实施方式中,作为第二加热部的加热部71是电路的一部分,通过其电阻来进行发热(参照图40)。但是,加热闭塞部件的第二加热部也可以设为使作为传导热的
介质的流体流通来加热闭塞部件的方案、感应加热器等其它方案。
[0426]
[其它方式12]
[0427]
在上述第八实施方式中,冷却部67h使作为传导热的介质的流体流通来冷却喷嘴(参照图40)但是,冷却喷嘴末端部的冷却部也可以设为具备散热翅片而从散热翅片上放散热量的方案等其它方案。
[0428]
[其它方式13]
[0429]
在上述实施方式中,流路65f具备分别在连接部分上各以相差45度的朝向连接的下游部分651、上游部分652以及连接部分653。但是,将造型材料供给至喷嘴的流路也可以设为不具备连接部分653的方案。另外,也可以具有除分别在连接部分上各以相差45度的朝向连接的下游部分651、上游部分652以及连接部分653以外的部分。并且,下游部分与上游部分也可以以60度、90度等45度以外的角度连接。但是,为了高效地供给造型材料,邻接的流路部分的连接角度优选小于90度,更优选为60度以下,进一步优选为45度以下。
[0430]
另外,将造型材料供给至喷嘴的流路也可以具有曲线部分。而且,也能够将例如可伸缩且能够产生用于伸缩的驱动力的部件等使闭塞部件位移的机构设置于将造型材料供给至喷嘴的流路内。
[0431]
[其它方式14]
[0432]
在上述实施方式中,作为三维造型装置100f,说明了技术内容。但是,作为造型材料供给装置的喷出单元110f也能够应用于将造型材料供给至平面上的所希望的位置的装置中,还能够应用于以直线状供给造型材料的装置中。
[0433]
[其它方式15]
[0434]
在上述实施方式中,喷嘴61f的位置已被固定,造型台220移动(参照图30、图36)。但是,也可以设为预先固定造型台而在三维空间内移动头部来对具有三维形状的部件进行造型的方案。另外,也可以通过移动头部来实现三维空间内的沿三个坐标轴中的一部分坐标轴的位移、通过移动造型台来实现沿另一部分坐标轴的位移。并且,头部和造型台也可以构成为能够沿相同的方向(坐标轴)分别独立地位移。
[0435]
[其它方式16]
[0436]
(1)在上述实施方式中,三维造型装置100i具有切断部67。与此相反,三维造型装置100i也可以不具有切断部67。由于只要使旋转体63旋转则第一流路65i与第二流路64就变为不连通的状态,因此即使不具有切断部67,也能够使造型材料的喷出响应良好地停止。
[0437]
(2)在上述实施方式中,切断部67具有用于切断造型材料的刀68。与此相对比,切断部67也可以具有用于切断造型材料的钢丝。若通过刀68或钢丝来进行切断,则通过简易的结构即可切断造型材料,能够将已送出至喷嘴61i外的造型材料的末端的形状控制为一定形状。
[0438]
(3)在上述实施方式中,可塑化部90具有扁平螺杆40i,使用该扁平螺杆40i来进行材料的可塑化。与此相对比,可塑化部90也可以通过扁平螺杆以外的机构来进行材料的可塑化。例如,可塑化部90(射出单元110i)也可以被构成为一般的射出装置,该装置具有:圆筒、收容于圆筒内的长尺状螺杆以及配置于圆筒周围的加热器。
[0439]
在上述实施方式中,三维造型装置100i也可以具备冷却切断部67的冷却机构。例如,作为这样的冷却机构,可以具备向切断部67产生气流的风扇或气体喷射装置。如果冷却
切断部67,则就能够使造型材料的切断面的形状稳定。
[0440]
[其它]
[0441]
本公开并非局限于上述的实施方式和实施例、变更例,能够在不脱离其宗旨的范围内以各种结构实现。例如,为了解决上述问题的一部分或全部、或者为了实现上述效果的一部分或全部,与在发明内容栏中已描述的各方式中的技术特征相对应的实施方式、实施例、变形例中的技术特征能适当进行替换、组合。并且,该技术特征如果在本说明书中不是作为必需的事项而进行说明,则就能适当删除。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

