1.本实用新型涉及模具机械设备技术领域,特别涉及一种基于塑料粒注射模具机。
背景技术:
2.注塑成型机是塑料机械的一种,简称注射机或注塑机,是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机或模具来实现的;注射成型机的模具一般有两个模具组成,在注塑成型时两个模具紧密合在一起,当需要取出成型产品时两个模具则会分离开来,然而两个模具之间的定位准确性严重影响注塑产品的质量,因此亟需一种合模准确的塑料注射成型机模具。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有技术的缺陷,提供一种基于塑料粒注射模具机;首先将插销棒旋转到定量供给结构里面,封住料斗底端,接着将物料倒入料斗当中,然后打开电源使装置处于工作的一个状态,接着通过往外旋转插销棒,通过定量供给机构来控制料斗当中进料速度的大小,插销棒往外旋转的越多,料斗底端进料口越大,插销棒往里面旋转的越多,料斗底端进料口越小,当物料进入到加热导管时,注射液压缸会通过电力驱动向前推动滑动块,滑动块通过注射液压缸的推动,进而向前移动,通过电力驱动注射液压缸来回移动,不仅节约生产成本同时还提高了工作效率,移动过程中推动顶杆和加热导管,当加热导管推动到上模块时,将加热过后的物料输送到上模具和下模具中间,最后上模块和下模块通过第一活动臂和第二活动臂挤压,最后合在一起;该模具机上模块和下模块两个模块之间的定位准确性高,进而提高了注塑产品的质量;进而解决了上述背景技术中所提到的一系列问题。
4.为了解决上述技术问题,本实用新型提供了如下的技术方案:
5.本实用新型一种基于塑料粒注射模具机,包括支撑板,所述支撑板的上端设置有支撑架,所述支撑架的上端设置有注射液压缸,所述注射液压缸的一端设置有插销棒,所述插销棒的一端设置有定量供给机构,所述定量供给机构的上端设置有料斗,所述料斗的下端设置有滑动块,所述滑动块的一端设置有顶杆,所述顶杆的一端设置有加热导管,所述加热导管的一端设置有上模块,所述上模块的一端设置有下模块,所述下模块的一端设置有第二活动臂,所述第二活动臂的下端设置有第一活动臂,所述第一活动臂的下端设置有锁模液压缸,所述锁模液压缸的一端设置有固定模块,所述固定模块的一端设置有移动模块。
6.作为本实用新型的一种优选技术方案,所述支撑板整体呈现长方体结构,所述支撑板的长度为220cm~230cm,所述支撑板的宽度为10cm~15cm,所述支撑板的高度为8cm~10cm,且所述支撑板整体采用不锈钢材质制作而成。
7.作为本实用新型的一种优选技术方案,所述支撑架整体呈现长方体结构,所述支撑架的长度为130cm~140cm,所述支撑架的宽度为13cm~14cm,所述支撑架的高度为9cm~11cm,且所述支撑架整体采用钢材质制作而成。
8.作为本实用新型的一种优选技术方案,所述注射液压缸整体呈现圆柱体结构,所述注射液压缸的长度为35cm~40cm,所述注射液压缸的直径为15cm~ 18cm,所述注射液压缸整体采用铝合金材质制作而成。
9.作为本实用新型的一种优选技术方案,所述定量供给机构整体呈现长方体结构,所述定量供给机构的长度为10cm~12cm,所述定量供给机构的宽度为3cm~4cm,所述定量供给机构的高度为4cm~5cm,所述定量供给机构整体采用铝材质制作而成。
10.作为本实用新型的一种优选技术方案,所述料斗整体呈现三角形形状,所述料斗的长度为33cm~34cm,所述料斗的高度为37cm~39cm,所述料斗整体采用塑胶材质制作而成。
11.作为本实用新型的一种优选技术方案,所述固定模块整体呈现长方体结构,所述固定模块的长度为25cm~27cm,所述固定模块的宽度为18cm~20cm,所述固定模块的高度为3.5cm~4.5cm,所述固定模块整体采用合金材质制作而成。
12.作为本实用新型的一种优选技术方案,所述移动模块整体呈现长方体结构,所述移动模块的长度为23cm~26cm,所述移动模块的宽度为16cm~19cm,所述移动模块的高度为3.9cm~4.3cm,所述移动模块整体采用铜材质制作而成。
13.与现有技术相比,本实用新型的有益效果如下:
14.本实用新型通过将插销棒旋转到定量供给结构里面,封住料斗底端,接着将物料倒入料斗当中,然后打开电源使装置处于工作的一个状态,接着通过往外旋转插销棒,通过定量供给机构来控制料斗当中进料速度的大小,插销棒往外旋转的越多,料斗底端进料口越大,插销棒往里面旋转的越多,料斗底端进料口越小,当物料进入到加热导管时,注射液压缸会通过电力驱动向前推动滑动块,滑动块通过注射液压缸的推动,进而向前移动,通过电力驱动注射液压缸来回移动,不仅节约生产成本同时还提高了工作效率,移动过程中推动顶杆和加热导管,当加热导管推动到上模块时,将加热过后的物料输送到上模具和下模具中间,最后上模块和下模块通过第一活动臂和第二活动臂挤压,最后合在一起;该模具机上模块和下模块两个模块之间的定位准确性高,进而提高了注塑产品的质量。
附图说明
15.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
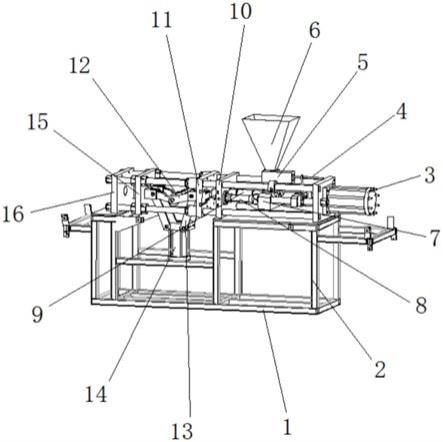
16.图1是本实用新型的整体结构示意图;
17.图2是本实用新型的局部具体结构示意图。
18.图中:1、支撑板;2、支撑架;3、注射液压缸;4、插销棒;5、定量供给机构;6、料斗;7、滑动块;8、顶杆;9、加热导管;10、上模块;11、下模块;12、第二活动臂;13、第一活动臂;14、锁模液压缸;15、固定模块;16、移动模块。
具体实施方式
19.以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
20.实施例1
21.如图1
‑
2所示,本实用新型提供一种基于塑料粒注射模具机,包括支撑板1,支撑板1的上端设置有支撑架2,支撑架2的上端设置有注射液压缸3,注射液压缸3的一端设置有插销棒4,插销棒4的一端设置有定量供给机构5,定量供给机构5的上端设置有料斗6,料斗6的下端设置有滑动块7,滑动块 7的一端设置有顶杆8,顶杆8的一端设置有加热导管9,加热导管9的一端设置有上模块10,上模块10的一端设置有下模块11,下模块11的一端设置有第二活动臂12,第二活动臂12的下端设置有第一活动臂13,第一活动臂 13的下端设置有锁模液压缸14,锁模液压缸14的一端设置有固定模块15,固定模块15的一端设置有移动模块16;该支撑板采用塑胶材质制作而成,具有良好的力学性能和热学性能,具有代表性的生产公司为昆山龙铎塑胶科技有限公司,代表性产品为塑胶支撑板;该注射液压缸采用合金材质制作而成,具有良好的稳定性,具有代表性的生产公司为沈阳工良液压设备有限公司,代表性的产品为注射液压缸。
22.支撑板1整体呈现长方体结构,支撑板1的长度为220cm~230cm,支撑板1的宽度为10cm~15cm,支撑板1的高度为8cm~10cm,且支撑板1整体采用不锈钢材质制作而成,具有良好的耐高温性。
23.支撑架2整体呈现长方体结构,支撑架2的长度为130cm~140cm,支撑架2的宽度为13cm~14cm,支撑架2的高度为9cm~11cm,且支撑架2整体采用钢材质制作而成,具有良好的耐磨性。
24.注射液压缸3整体呈现圆柱体结构,注射液压缸3的长度为35cm~40cm,注射液压缸3的直径为15cm~18cm,注射液压缸3整体采用铝合金材质制作而成,强度高和可塑性良好。
25.定量供给机构5整体呈现长方体结构,定量供给机构5的长度为10cm~ 12cm,定量供给机构5的宽度为3cm~4cm,定量供给机构5的高度为4cm~ 5cm,定量供给机构5整体采用铝材质制作而成,质量轻且硬度强。
26.料斗6整体呈现三角形形状,料斗6的长度为33cm~34cm,料斗6的高度为37cm~39cm,料斗6整体采用塑胶材质制作而成,具有良好的加工特性。
27.固定模块15整体呈现长方体结构,固定模块15的长度为25cm~27cm,固定模块15的宽度为18cm~20cm,固定模块15的高度为3.5cm~4.5cm,固定模块15整体采用合金材质制作而成,具有高强度的耐腐蚀性。
28.移动模块16整体呈现长方体结构,移动模块16的长度为23cm~26cm,移动模块16的宽度为16cm~19cm,移动模块16的高度为3.9cm~4.3cm,移动模块16整体采用铜材质制作而成,具有良好的导热性和延展性。
29.工作原理:首先将插销棒4旋转到定量供给结构5里面,封住料斗6底端,接着将物料倒入料斗6当中,然后打开电源使装置处于工作的一个状态,接着通过往外旋转插销棒4,通过定量供给机构5来控制料斗6当中进料速度的大小,当物料进入到加热导管9时,注射液压缸3会通过电力驱动向前推动滑动块7,滑动块7通过注射液压缸3的推动,进而向前移动,移动过程中推动顶杆8和加热导管9,当加热导管9推动到上模块10时,将加热过后的物料输送到上模具10和下模具11中间,最后上模块10和下模块11通过第一活动臂13和第二活动臂12挤压,最后合在一起。
30.另外该模具机应该放置于一个平缓的工作平台,首先将插销棒4旋转到定量供给
结构5里面,封住料斗6底端,接着将物料倒入料斗6当中,然后打开电源使装置处于工作的一个状态,接着通过往外旋转插销棒4,通过定量供给机构5来控制料斗6当中进料速度的大小,当物料进入到加热导管9时,注射液压缸3会通过电力驱动向前推动滑动块7,滑动块7通过注射液压缸3 的推动,进而向前移动,移动过程中推动顶杆8和加热导管9,当加热导管9 推动到上模块10时,将加热过后的物料输送到上模块10和下模块11中间,最后上模块10和下模块11通过第一活动臂13和第二活动臂12挤压,最后合在一起,至此完成塑料粒注射工作。
31.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

