1.本实用新型涉及物料筛分输送技术领域,特别涉及一种粉体筛分运输系统。
背景技术:
2.目前,在三元前驱体生产过程中,需要将制备好的三元材料粉体过筛后进行包装,现有技术中,往往无法根据筛分和运输情况及时的调整输送速率,容易使物料在料仓中堆积,导致生产无法持续进行,需要人工监测和人工调整输送速率,生产效率低下。
技术实现要素:
3.本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种适用于三元前驱体的粉体筛分运输系统,可以实现三元前驱体筛分运输过程中的自动进行,可以根据物料运输情况及时调整输送速率。
4.根据本实用新型的第一方面实施例的粉体筛分运输系统,包括:
5.混批机;
6.振动筛,位于所述混批机的下方且与所述混批机管道连接;
7.第一关风机,设于所述混批机和所述振动筛的连接管道上;
8.第一料仓,与所述振动筛的出料口管道连接,所述第一料仓上设有第一质量传感器;
9.真空上料机,内部设有第二料仓,所述第二料仓的进料口与所述第一料仓管道连接,所述第二料仓的出料口连接有第二关风机,所述第二料仓上设有第二质量传感器,所述第二质量传感器通过控制系统分别与所述第一关风机和所述第二关风机电连接;
10.所述第一料仓与所述第二料仓的连接管道上设有气动阀,所述第一质量传感器通过控制系统与所述气动阀电连接。
11.根据本实用新型实施例的粉体筛分运输系统,至少具有如下有益效果:本实用新型可以实现三元前驱体筛分运输过程中的自动进行,也可以根据物料运输情况及时调整输送速率,自动化程度高,无需人工调整,既节约了人力成本,降低了车间的粉尘,又保证了筛分运输过程的顺利进行,避免了物料在料仓堆积引发的堵料问题,提高了生产效率。
12.根据本实用新型的一些实施例,还包括废料仓,所述振动筛内设有筛网,所述筛网将所述振动筛分为上层废料区和下层出料区,所述废料区通过管道与所述废料仓连通,所述振动筛的出料口设于所述出料区。
13.根据本实用新型的一些实施例,所述真空上料机的内部还设有粉尘过滤部件、抽真空室和真空发生装置,所述抽真空室位于所述真空上料机的上部,所述第二料仓位于所述真空上料机的下部,所述抽真空室和所述第二料仓之间通过所述粉尘过滤部件隔离开,所述抽真空室与所述真空发生装置连通。
14.根据本实用新型的一些实施例,所述真空上料机的顶部设有空气反吹管,所述空气反吹管可以产生强风吹向所述粉尘过滤部件。
15.根据本实用新型的一些实施例,所述粉尘过滤部件为除尘布。
16.根据本实用新型的一些实施例,所述第一料仓与所述第二料仓的连接管道上还设有呼吸阀。
17.本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
18.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
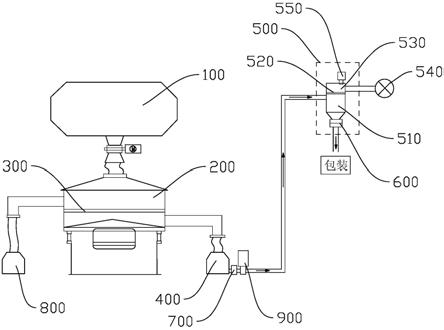
19.图1为本实用新型实施例的整体结构示意图。
20.混批机100、振动筛200、筛网210、第一关风机300、第一料仓400、真空上料机500、第二料仓510、粉尘过滤部件520、抽真空室530、真空发生装置540、空气反吹管550、第二关风机600、气动阀700、废料仓800、呼吸阀900。
具体实施方式
21.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
22.参照图1,一种粉体筛分运输系统,包括:
23.混批机100,用于对三元前驱体粉末进行掺混;
24.振动筛200,位于混批机100的下方且与混批机100管道连接,根据粉体类型选择合适的过筛目数;
25.第一关风机300,设于混批机100和振动筛200的连接管道上,混批机100出来的物料经过关风机后再进入振动筛200,通过控制关风机的叶轮旋转速度进而控制下料速率;
26.第一料仓400,与振动筛200的出料口管道连接,第一料仓400的外部设有第一质量传感器,筛下物料从振动筛200的出料口落到第一料仓400暂存,第一质量传感器可以监测第一料仓400内的物料质量;
27.真空上料机500,内部设有第二料仓510,第二料仓510的进料口与第一料仓400管道连接,第二料仓510的出料口连接有第二关风机600,第二料仓510的外部设有第二质量传感器,第二质量传感器通过控制系统分别与第一关风机300和第二关风机600电连接。物料从第一料仓400输送至第二料仓510临时储存,为打包做准备,第二关风机600可以控制下料速率,第二质量传感器可以监测第二料仓510内的物料质量;当第二料仓510的料位达到“高料位警戒值”时,控制系统接收到第二质量传感器的信号,控制提高第二关风机600的频率,加快第二料仓510的下料速度,同时可以降低第一关风机300的频率,减慢混批机100的下料速度;当第二料仓510的料位达到“低料位警戒值”时,控制系统提高第一关风机300的频率,加快混批机100的下料速度,同时可以降低第二关风机600的频率,减慢第二料仓510的下料速度;
28.第一料仓400与第二料仓510的连接管道上设有气动阀700,通过控制气动阀700的
开度来控制输料状态,第一质量传感器通过控制系统与气动阀700电连接,当第一料仓400的料位达到“高料位警戒值”时控制系统接收到第一质量传感器的信号,控制气动阀700打开,开始输送物料,当料位低于“低料位警戒值”时控制气动阀700关闭,停止输料。
29.由此可见,本实施例的粉体筛分运输系统可以实现三元前驱体筛分运输过程中的自动进行,也可以根据物料运输情况及时调整输送速率,自动化程度高,无需人工调整,既节约了人力成本,降低了车间的粉尘,又保证了筛分运输过程的顺利进行,避免了物料在料仓堆积引发的堵料问题,提高了生产效率。
30.在其中一些实施例中,还包括废料仓800,振动筛200内设有筛网210,筛网210将振动筛200分为上层废料区和下层出料区,废料区通过管道与废料仓800连通,振动筛200的出料口设于出料区,筛网210目数为100目、200目、300目或400目中的一种,根据粉体类型进行选择,该结构简单,有效筛分粉体,筛上物进入废料仓800进行下一步处理,筛下物进入第一料仓400。
31.在其中一些实施例中,真空上料机500的内部还设有粉尘过滤部件520、抽真空室530和真空发生装置540,抽真空室530位于真空上料机500的上部,第二料仓510位于真空上料机500的下部,抽真空室530和第二料仓510之间通过粉尘过滤部件520隔离开,抽真空室530与真空发生装置540连通。过滤装置可以阻止粉体进入抽真空室530而允许空气通过,真空发生装置540对抽真空室530抽真空能使第二料仓510内形成负压,进而吸引物料进入至料仓内,整个送料过程高效、快速,不仅大大降低了物料输送的成本,还有效避免了扬尘的产生,从而极大地改善了生产车间的工作环境。
32.在其中一些实施例中,真空上料机500的顶部设有空气反吹管550,空气反吹管550可以产生强风吹向粉尘过滤部件520。工作一段时间后,过滤装置上会残留很多粉尘颗粒,为了确保过滤装置的过滤效果,可以定期打开空气反吹管550,压缩空气能从空气反吹管550的管口吹向粉尘过滤部件520,从而使过滤装置上的粉尘掉落至第二料仓510内。
33.在其中一些实施例中,粉尘过滤部件520为除尘布,粉尘过滤部件520的具体结构可以是固设的隔板上挖空有若干排气口,排气口上设有除尘布,除尘布具有很好的隔绝粉尘效果。
34.在其中一些实施例中,第一料仓400与第二料仓510的连接管道上还设有呼吸阀900,呼吸阀900用于补气,保持振动筛200的气压平衡和保证真空上料机500输送效率。
35.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

