1.本发明涉及包装领域,更具体地说,它涉及一种新型软管容器产品收缩套标的包装方法。
背景技术:
2.现有的软管容器产品,以pe和pvc等材质为主,广泛用于日常生活当中,比如牙膏,化妆品或药品等。由于其壁软的特性,目前没有较好的技术方法可以使用套标对其进行标识和表面装饰,并且该类软管容器产品还存在外形一头圆一头扁平的特点,在这样的产品上进行套标包装,收缩后软管容易变形,套标也不服帖。
3.因此需要提出一种新的方案来解决这个问题。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的在于提供一种新型软管容器产品收缩套标的包装方法,成功地将收缩薄膜类套标(其由pet类等经加热可以收缩的薄膜制成)用蒸汽加热收缩的方法包覆pe和pvc等材质的软管容器产品,从而使得软管容器类产品也可以实现套标的优点。
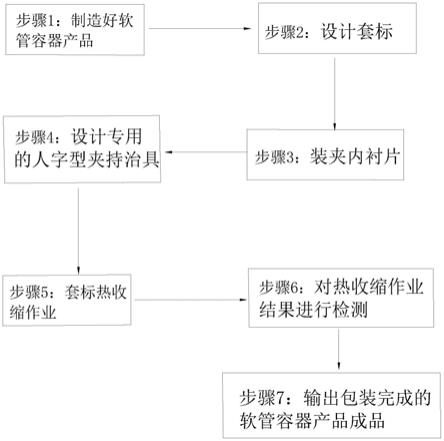
5.本发明的上述技术目的是通过以下技术方案得以实现的:一种新型软管容器产品收缩套标的包装方法,所述的包装方法包括以下步骤:
6.步骤1:制造好软管容器产品,所述软管容器产品包括扁平部和圆盖部;
7.步骤2:设计套标,将套标设计为与步骤1中软管容器产品适配的尺寸,并将套标套设包覆于步骤1中软管容器产品的外表面;
8.步骤3:装夹内衬片,将内衬片折叠成人字形,将人字型内衬片由软管容器产品的扁平部朝向其圆盖部夹持;
9.步骤4:设计专用的人字型夹持治具,将步骤3中得到的软管容器产品装夹至所述人字型夹持治具内;
10.步骤5:将步骤4中装夹有软管容器产品的人字型夹持治具输送至热收缩机构中进行套标热收缩作业;
11.步骤6:对热收缩作业结果进行检测;
12.步骤7:输出包装完成的软管容器产品成品。
13.本发明进一步设置为:步骤2中所述套标设置为筒状,并且所述筒状套标的直径大于软管容器产品圆盖部的直径。
14.本发明进一步设置为:步骤3中,所述内衬片的宽度小于步骤1中软管容器产品扁平部的宽度,并且所述内衬片的高度小于套标的高度。
15.本发明进一步设置为:所述内衬片为耐高温且表面光滑的材质。
16.本发明进一步设置为:步骤4中所述人字型夹持治具包括通过铰轴铰接形成人字型夹持治具的两个支架,两个所述支架之间远离铰轴的一端设置有弹簧,所述人字型夹持
治具位于其开口端可拆卸连接有托板。
17.本发明进一步设置为:将步骤3中装夹好内衬片的软管容器产品夹入人字型夹持治具内,在弹簧的作用力下,人字型夹持治具将软管容器产品夹紧,最后将托板固定在人字型夹持治具上,并使得托板支撑在软管容器产品的圆盖端,同时将装夹好软管容器产品、套标以及内衬片的人字型夹持治具由托板放置在输送带上。
18.本发明进一步设置为:所述支架上靠近铰轴的一端固定连接有用于人字型夹持治具倒置的支脚。
19.本发明进一步设置为:将步骤5中热收缩完成的软管容器产品从人字型夹持治具中取出,步骤6中,在输送带上设置视觉模块对包装完成套标的软管容器产品进行检测,并且与预设图像进行对比,如果图像不匹配则判定为包装不合格,合格产品则沿输送带输送至下一工序。
20.本发明进一步设置为:步骤5中,所述热收缩机构为蒸汽式。
21.综上所述,本发明具有以下有益效果:本发明采用收缩套标的包装方法,收缩套标具有产品形状不限、标识面积大、通体装饰等优点,方便厂家对产品生产标签的灵活管理,同时使其更加环保以及便于容器分类回收,与此同时本发明通过人字型夹持治具、内衬片和托板的设置,实现了套标在软管容器产品上的应用,其中人字型夹持治具可以增加软管的坚挺度,从而当薄膜形式的套标收缩时不会使软管容器产品发生变形,而内衬片由耐高温且表面光滑的材料制成,可以让套标在人字型夹持治具的夹持情况下在软管容器产品表面完成适度的收缩和位移,从而使得套标不容易起皱,从而使得软管容器类产品也可以实现套标的优点。
附图说明
22.图1为本发明的工艺流程图;
23.图2为本发明中人字型夹持治具的结构示意图;
24.图3为本发明中内衬片的结构示意图;
25.图4为软管容器产品的结构示意图。
26.图中:1、铰轴;2、支架;3、弹簧;4、托板;5、支脚;6、内衬片;7、软管容器产品。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.一种新型软管容器产品收缩套标的包装方法,如图1
‑
图4所示,所述的包装方法包括以下步骤:
29.步骤1:制造好软管容器产品7,所述软管容器产品7包括扁平部和圆盖部;
30.步骤2:设计套标,将套标设计为与步骤1中软管容器产品7适配的尺寸,并将套标套设包覆于步骤1中软管容器产品7的外表面;
31.步骤3:装夹内衬片6,将内衬片6折叠成人字形,将人字型内衬片6由软管容器产品
7的扁平部朝向其圆盖部夹持,所述内衬片6可以是特氟龙材料;
32.步骤4:设计专用的人字型夹持治具,将步骤3中得到的软管容器产品7装夹至所述人字型夹持治具内;
33.步骤5:将步骤4中装夹有软管容器产品7的人字型夹持治具输送至热收缩机构中进行套标热收缩作业;
34.步骤6:对热收缩作业结果进行检测;
35.步骤7:输出包装完成的软管容器产品7成品。
36.在上述基础上,步骤2中所述套标设置为筒状,并且所述筒状套标的直径略大于软管容器产品7圆盖部的直径,这样有既利于将套标套入软管产品,同时也可以提高套标与软管容器产品7的贴合紧密度。
37.在上述基础上,步骤3中,所述内衬片6的宽度略小于步骤1中软管容器产品7扁平部的宽度,并且所述内衬片6的高度小于套标的高度。
38.在上述基础上,所述内衬片6为耐高温且表面光滑的材质。
39.在上述基础上,步骤4中所述人字型夹持治具包括通过铰轴1铰接形成人字型夹持治具的两个支架2,两个所述支架2之间远离铰轴1的一端设置有弹簧3,所述人字型夹持治具位于其开口端可拆卸连接有托板4。
40.在上述基础上,将步骤3中装夹好内衬片6的软管容器产品7夹入人字型夹持治具内,在弹簧3的作用力下,人字型夹持治具将软管容器产品7夹紧,最后将托板4固定在人字型夹持治具上,并使得托板4支撑在软管容器产品7的圆盖端,同时将装夹好软管容器产品7、套标以及内衬片6的人字型夹持治具由托板4放置在输送带上。
41.在上述基础上,所述支架2上靠近铰轴1的一端固定连接有用于人字型夹持治具倒置的支脚5,通过支脚5的设置,当需要放置在输送带上进行下一工序的加工时,也可以将人字型夹持治具倒置,从而可以满足不同受热位置的加工需求。
42.在上述基础上,将步骤5中热收缩完成的软管容器产品7从人字型夹持治具中取出,步骤6中,在输送带上设置视觉模块对包装完成套标的软管容器产品7进行检测,并且与预设图像进行对比,如果图像不匹配则判定为包装不合格,合格产品则沿输送带输送至下一工序。
43.在上述基础上,步骤5中,所述热收缩机构为蒸汽式。
44.综上所述,本发明采用收缩套标的包装方法,收缩套标具有产品形状不限、标识面积大、通体装饰等优点,方便厂家对产品生产标签的灵活管理,同时使其更加环保以及便于容器分类回收,与此同时本发明通过人字型夹持治具、内衬片6和托板4的设置,实现了套标在软管容器产品7上的应用,其中人字型夹持治具可以增加软管的坚挺度,从而当薄膜形式的套标收缩时不会使软管容器产品7发生变形,而内衬片6由耐高温且表面光滑的材料制成,可以让套标在人字型夹持治具的夹持情况下在软管容器产品7表面完成适度的收缩和位移,从而使得套标不容易起皱,从而使得软管容器类产品也可以实现套标的优点。
45.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

