1.本实用新型涉及卷烟加工及包装机质量控制领域,特别是一种复合式烟包散包检测装置。
背景技术:
2.卷烟加工及包装机械领域中,随着人们对生产质量要求的不断提高,对机械设备和电气控制系统的检测要求也越来越高。烟草行业中,小盒烟包透明纸的外观质量是缺陷检测的一个重点。多种因素会导致小盒烟包透明纸散包,例如小盒烟包透明纸机切割部件的磨损、透明纸产生静电作用、扇型输送轮磨损、烟包成形六角轮和固定弧形挡板的间隙等。
3.在传统的透明纸缺陷检测器件中,基本上是依靠机械式霍尔传感器检测,霍尔式检测器对检测透明纸检测存在局限性,检测原理是通过机械式拨杆与散包透明纸接触,但无法保证检测小包正反面的全部位置,若散包的位置未能拨杆与拨杆接触,就容易出现漏检,这样会造成质量事故。同时烟包的多种不同类型的外观图案、色差也会存在质量缺陷可能,也需要能够一种更加广泛适应性的检测装置。
技术实现要素:
4.本实用新型的目的是提供一种复合式烟包散包检测装置,解决现有检测不全面、不精确等问题,提高检测精度的同时,更加广泛适应多种烟包色彩和图案的设计、生产要求。
5.为实现上述技术目的,本实用新型提供一种复合式烟包散包检测装置,其包括:支架和同烟包位置相对的检测器,其中:所述支架上设有:底座,垂直所述底座布置的纵向导轨和烟包外板,所述烟包外板沿所述纵向导轨滑动连接并具有多个固定安装位置,所述烟包沿所述烟包外板的内侧移动;所述检测器包括:沿所述纵向导轨滑动连接并具有多个固定安装位置的检测相机和激光色差检测器,自所述激光色差检测器发射出的激光照射所述烟包,所述检测相机对所述烟包拍照所生成的照片信号通讯连接至工业控制计算机;且所述工业控制计算机内含有对所述照片信号进行判断的视觉处理系统,所述视觉处理系统包括:视觉检测模块和激光色差检测模块。
6.本实用新型采用机器视觉与激光色差复合式检测,机器视觉采用工业相机提取小盒烟包透明纸上图像亮度变化实现检测,有效的检测出散包缺陷,同时使用激光色差式检测器作为辅助检测并同时作用、双重检测,能够确保检测出烟包错牌、倒置、无透明纸、散包等缺陷,保证小盒烟包透明纸包装过程中的质量。
7.作为进一步的改进,所述视觉检测模块和所述激光色差检测模块分别形成缺陷烟包剔除信号并独立信号控制连接烟包包装机的剔除执行机构。
8.作为进一步的改进,所述烟包外板包括呈u型布置的上、中、下侧板,且所述上、中、下侧板上均具有透光孔,自所述激光色差检测器发射出的激光通过所述透光孔照射所述烟
包。
9.作为进一步的改进,所述检测相机经相机支架与所述纵向导轨相连接,且所述检测相机与所述相机支架之间通过万向节形成转动连接。
10.作为进一步的改进,所述烟包外板经外板支架与所述纵向导轨相连接,且所述烟包外板与所述外板支架之间通过万向节形成转动连接。
11.作为进一步的改进,所述底座的上部具有横向导轨,所述纵向导轨的底部沿所述横向导轨滑动连接并具有多个固定安装位置。
12.作为进一步的改进,所述检测相机为工业电荷耦合原件相机,所述工业电荷耦合原件相机的镜头安装滤光镜并固定安装光学玻璃,且所述工业电荷耦合原件相机包括分别位于所述烟包外板上部和下部的上检测相机和下检测相机;所述激光色差检测器包括分别位于所述烟包外板上部和下部的上检测激光和下检测激光。
13.作为进一步的改进,所述工业控制计算机连接有多功能输入输出接口,所述接口的输入端输入连接来自所述烟包包装机的同步信号,且所述接口的输出端输出连接缺陷烟包剔除信号,所述同步信号和所述缺陷烟包剔除信号与所述烟包包装机的系统之间均采用光电耦合器相隔离。
14.作为进一步的改进,所述照片信号至少包含所述烟包的四个表面信息。
15.作为进一步的改进,所述烟包沿所述烟包外板的内侧移动速度为每分钟400包,所述视觉处理系统的缺陷剔除率大于99.5%且误剔率小于0.01%
16.本实用新型结构简单可以实现多种自由度的调节、方便生产,可同时对上下多面进行检测,自动化程度高、多种缺陷一次性检测。
附图说明
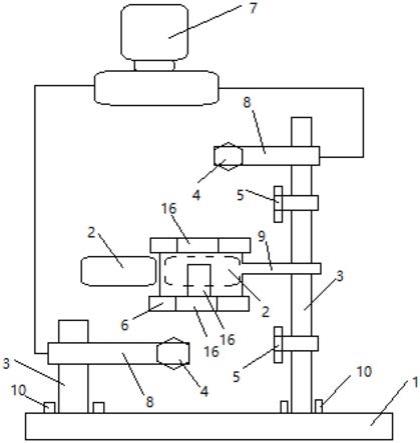
17.图1为本实用新型结构示意图;
18.图2为本实用新型控制连接示意图。
19.附图标记:支架1,烟包2,纵向导轨3,检测相机4,激光色差检测器5,烟包外板6,工业控制计算机7,相机支架8,外板支架9,横向导轨10,视觉处理系统11,视觉检测模块12,激光色差检测模块13,剔除执行机构14,烟包包装机15,透光孔16。
具体实施方式
20.如图1和2所示,本实用新型提供本实用新型提供一种复合式烟包散包检测装置,其包括:支架1和同烟包2位置相对的检测器,其中:所述支架1上设有:底座,垂直所述底座布置的纵向导轨3和烟包外板6,所述烟包外板6沿所述纵向导轨3滑动连接并具有多个固定安装位置,所述烟包2沿所述烟包外板6的内侧移动;所述检测器包括:沿所述纵向导轨3滑动连接并具有多个固定安装位置的检测相机4和激光色差检测器5,自所述激光色差检测器5发射出的激光照射所述烟包2,所述检测相机4对所述烟包2拍照所生成的照片信号通讯连接至工业控制计算机7;且所述工业控制计算机7内含有对所述照片信号进行判断的视觉处理系统11,所述视觉处理系统11包括:视觉检测模块12和激光色差检测模块13。
21.本实用新型采用机器视觉与激光色差复合式检测,机器视觉采用工业相机提取小盒烟包透明纸上图像亮度变化实现检测,有效的检测出散包缺陷,同时使用激光色差式检
测器作为辅助检测并同时作用、双重检测,能够确保检测出烟包错牌、倒置、无透明纸、散包等缺陷,保证小盒烟包透明纸包装过程中的质量。本实用新型不同于现有技术机械式霍尔传感器的检测方式,其利用光电影像和色差进行检测,且影像和色差两种复合式检测,检测项目更多、更广泛,精度更高。同时采用复合检测对单一颜色,如纯白色,可以色差检测为主、相机照片检测为辅,而对于背景复杂则以照片影像为主,色差为辅,实现多种材质、色彩、图案的高精度检测。
22.作为进一步的改进,所述视觉检测模块12和所述激光色差检测模块13分别形成缺陷烟包剔除信号并独立信号控制连接烟包包装机15的剔除执行机构14。
23.作为进一步的改进,所述烟包外板6包括呈u型布置的上、中、下侧板,且所述上、中、下侧板上均具有透光孔16,自所述激光色差检测器5发射出的激光通过所述透光孔16照射所述烟包2。
24.作为进一步的改进,所述检测相机4经相机支架8与所述纵向导轨3相连接,且所述检测相机4与所述相机支架8之间通过万向节形成转动连接。
25.作为进一步的改进,所述烟包外板6经外板支架9与所述纵向导轨3相连接,且所述烟包外板6与所述外板支架9之间通过万向节形成转动连接。
26.作为进一步的改进,所述底座的上部具有横向导轨10,所述纵向导轨3的底部沿所述横向导轨10滑动连接并具有多个固定安装位置。
27.本实用新型安装、拆卸方便,便于调整和多自由度检测,便于不同生产环境的需求,便于配合项目调整和改造。
28.作为进一步的改进,所述检测相机4为工业电荷耦合原件相机,所述工业电荷耦合原件相机的镜头安装滤光镜并固定安装光学玻璃,且所述工业电荷耦合原件相机包括分别位于所述烟包外板6上部和下部的上检测相机和下检测相机;所述激光色差检测器5包括分别位于所述烟包外板6上部和下部的上检测激光和下检测激光。
29.作为进一步的改进,所述工业控制计算机7连接有多功能输入输出接口,所述接口的输入端输入连接来自所述烟包包装机15的同步信号,且所述接口的输出端输出连接缺陷烟包剔除信号,所述同步信号和所述缺陷烟包剔除信号与所述烟包包装机15的系统之间均采用光电耦合器相隔离。
30.作为进一步的改进,所述照片信号至少包含所述烟包2的四个表面信息,所述视觉处理系统11中含有对所述表面信息进行判断的缺陷标准,所述缺陷标准至少包括:小包透明纸散包、小包透明纸缺失、小包烟包错牌和倒置。
31.作为进一步的改进,所述烟包2沿所述烟包外板6的内侧移动速度为每分钟400包,所述视觉处理系统11的缺陷剔除率大于99.5%且误剔率小于0.01%
32.本实用新型结构简单可以实现多种自由度的调节、方便生产,可同时对上下多面进行检测,自动化程度高、多种缺陷一次性检测。本装置采用机器视觉与激光色差复合式检测,机器视觉采用工业相机提取小盒烟包透明纸上图像亮度变化实现检测,有效的检测出散包缺陷,同时使用激光色差式检测器作为辅助检测并同时作用,通过对烟包上、下两相面的双重检测,能够确保检测出烟包错牌、倒置、无透明纸、散包等缺陷,保证小盒烟包透明纸包装过程中的质量。
33.在本实用新型的优选实施例中,本装置由上、下工业ccd相机,上、下两个激光色差
检测器,上、下安装支架,触摸屏,工业控制计算机等组成。此相对独立,对原机的运行没有任何影响。当机器视觉与激光色差式检测器的任何一个检测出散包烟包时,工业控制计算机通过来自包装的同步编码器信号进行同步移位,将剔除信号通过光电耦合器与包装机操作面板上手动剔除按钮信号并联,在包装机剔除工位精确剔除缺陷烟包。工业ccd相机采用为大恒图像的水星二代(mercury2)结构紧凑坚固mer2
‑
g系列面阵相机,型号为mer2
‑
302
‑
37gm/c,激光色差检测器采用omron e3s—ls10xe4,工业控制计算机采用宸曜科技的cnuvis
‑
3304af型,其内具有机器视觉应用的视觉处理系统,并通过多功能输入输出gpio(general
‑
purpose input/output)接口与包装机建立电气联系。
34.本装置采用工业相机将烟包透明纸散包缺陷可视化,通过图像对比,调节更加灵活、可追溯,并增加激光色差检测器冗余检测散包,实现烟包双面双重检测。图像、激光剔除统计独立,根据剔除量及缺陷图片可针对性调整对应检测。
35.本装置能够对小包透明纸散包、小包透明纸缺失、小包烟包错牌、倒置等质量缺陷进行检测剔除,缺陷剔除率大于99.5%,误剔率小于0.01%,能够满足每分钟400包的包装速度。
36.本装置烟包外侧上下压板结构简单,即激光色差检测检测器照射通道。原机维护时,只需将上散包支架插销拔出,恢复时,重新拧紧插销即可,不需要重新调整相机。因采用工业相机为避免灰尘积压,影响镜头与光源,在镜头安装滤光镜,光源固定光学玻璃。便于擦拭与维护。例行保养时,简单清洁下即可。本装置采用有gpio(general
‑
purpose input/output)接口工业控制计算机,输入来自包装机的同步信号并输出缺陷烟包剔除信号,两个信号与包装机原系统均采用光电耦合器隔离。
37.应了解本实用新型所要保护的范围不限于非限制性实施方案,应了解非限制性实施方案仅仅作为实例进行说明。本技术所要要求的实质的保护范围更体现于独立权利要求提供的范围,以及其从属权利要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

