1.本发明涉及气体发生器中的点火器组装体及点火器组装体中的保持部的成型方法。
背景技术:
2.以往,作为气囊用气体发生器等的启动装置,点火器被广泛使用。当将点火器安装于气体发生器时,已知有介由包括树脂材料的保持部而将点火器固定到安装于外壳侧的轴环的方法。与此相关,公开了气体发生器,其通过在点火器的周围配置环状部件,抑制在点火器的周围配置气体发生剂,从而不易发生气体发生剂的燃烧残余、燃烧延迟(例如,专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2015
‑
074413号公报
技术实现要素:
6.发明所要解决的课题
7.这里,在气体发生器工作时,通过点火器工作,收容有用于点燃燃烧剂的点火药的金属杯破裂,从而放出火焰。当采用介由包括树脂材料的保持部而将点火器固定于轴环的结构时,在点火器工作时作用于保持部的载荷会使保持部变形,在保持部中在固定点火器与轴环的部位有时产生龟裂、破损。在这样的情况下,由于龟裂、破损的状态,恐会出现点火器的保持变得不充分,从而点火器从保持部脱离,或作为气体发生器的密封性受损。
8.本技术公开内容的技术是鉴于上述的问题而做出的,目的在于提供点火器组装体,其可抑制在点火器工作时,由在用于将点火器固定于轴环的保持部上产生龟裂、破损而引起的不良情况。
9.用于解决课题的手段
10.为了解决上述课题,本技术公开内容的技术采用了以下的构成。即,本技术公开内容的点火器组装体具备:点火器,所述点火器包含收容用于点燃燃烧剂的点火药的收容空间;轴环,所述轴环支承前述点火器;由树脂材料形成的保持部,所述保持部将前述点火器相对于前述轴环固定,前述点火器具有杯体,所述杯体具有筒状的周壁和将前述周壁的一端封闭的盖壁,前述盖壁以位于该点火器工作时的前述点火药的燃烧生成物的放出方向侧的方式配置;封闭部,所述封闭部以将形成于前述杯体的另一端的开口封闭的方式配置,所述封闭部与前述杯体一起划定前述收容空间,前述周壁在该周壁的轴向上被划分为与前述封闭部接触的接触区域、以及与前述接触区域相比靠前述盖壁侧且不与前述封闭部接触的非接触区域,前述保持部具备:基部,其通过覆盖前述接触区域的周围而将前述点火器相对于前述轴环固定;以及环状的包围壁,所述包围壁与前述基部连续地形成,构成为通过包围前述非接触区域而抑制前述燃烧剂配置于前述非接触区域的周围,在前述保持部中的、包
含前述基部的至少一部分的第1部位与比前述第1部位靠前述放出方向侧且包含前述包围壁的前端的第2部位之间,形成有脆弱部,以使得在通过前述点火器工作而使载荷施加于前述包围壁时,前述第2部位比前述第1部位优先向径向外侧变形。
11.根据本技术公开内容的点火器组装体,利用形成于保持部的包围壁,抑制燃烧剂配置于非接触区域的周围。也就是说,假设不存在包围壁时,则在从轴环的上端面向盖壁侧突出的杯体的周围形成空间。这里,假设在点火器工作时燃烧剂配置在非接触区域的周围,则该燃烧剂位于相对于点火器而言燃烧生成物的放出方向之外的地方。其结果,该燃烧剂未充分地燃烧,有可能发生燃烧剂的燃烧残余、燃烧延迟。另一方面,根据本技术公开内容的点火器组装体,由于抑制燃烧剂配置于非接触区域的周围,因此能够抑制点火器工作后的燃烧剂的燃烧残余、燃烧延迟的发生。其结果,能够提高气体发生器的输出性能。此外,由于包围壁对燃烧剂起到缓冲的作用,因此能够防止气体发生器组装后的燃烧剂的松动,并能够容易地组装气体发生器。
12.此外,在本技术公开内容的点火器组装体的保持部上形成有脆弱部,以使得在通过点火器工作而对包围壁施加载荷时,第2部位比第1部位优先地向径向外侧变形。由此,由施加于包围壁的载荷带来的能量易于被第2部位的变形消耗,因此能抑制第1部位较大的变形。其结果,能抑制在点火器工作时在第1部位产生龟裂、破损。这里,由于第1部位是包含用于将点火器相对于轴环固定的基部的至少一部分的部位,所以能够通过抑制第1部位中的龟裂、破损的产生,来抑制点火器的脱离、密封性的降低这样的不良情况的产生。
13.需要说明的是,本技术公开内容的燃烧剂中包含产生用于使气囊膨胀的燃烧气体的气体发生剂、用于使气体发生剂燃烧的传火药。此外,第2部位的变形可以伴随有破坏、断裂,第2部位也可以通过延性破坏、脆性破坏而从第1部位分离。
14.此外,点火器组装体也可以如下那样形成上述脆弱部。即,在点火器组装体中,也可以为:前述包围壁具有厚壁部、和沿周向延伸并且径向的厚度比前述厚壁部薄的薄壁部,前述脆弱部形成为前述薄壁部。由此,能够使在点火器工作时由施加在包围壁的载荷而在保持部上产生的应力集中于薄壁部,能够使第2部位比第1部位优先地变形。
15.此外,在点火器组装体中,在将脆弱部形成为薄壁部时,也可以在前述包围壁上形成沿前述包围壁的周向延伸并且在径向上凹陷的槽部,由此形成前述薄壁部。根据上述构造,由于在包围壁上形成有槽,因此当对包围壁施加载荷时,包围壁变得易于以向径向外侧倾倒的方式变形。其结果,能够易于使第2部位比第1部位优先地变形。需要说明的是,该槽也可以形成于包围壁的内周面与外周面中的任一者处。
16.此外,在点火器组装体中,在由上述槽部形成薄壁部时,对于从前述厚壁部的外周面至前述槽部的底部的前述径向上的深度而言,优选为前述厚壁部在前述径向上的厚度的1/3以上且3/4以下。由此,易于使第2部位比第1部位优先变形。
17.此外,点火器组装体也可以如下那样形成上述脆弱部。即,在点火器组装体中,也可以为,前述第1部位由第1树脂材料形成,前述第2部位由固化时间比前述第1树脂材料晚的第2树脂材料形成,前述脆弱部形成为前述第1部位与前述第2部位之间的界面。由此,通过使形成第1部位的第1树脂材料与形成第2部位的第2树脂材料的固化时间不同,从而在第1部位与第2部位之间形成界面。需要说明的是,固化时间能够视为成型时间。由此,先由第1树脂材料注射成型为第1部位,在固化后从其上方由第2树脂材料进行注射成型。由此,能够
使在点火器工作时由施加至包围壁的载荷而在保持部上产生的应力集中于上述界面。其结果,能够使前述第2部位与前述第1部位相比,易于优先地向径向外侧变形。
18.此外,在点火器组装体中,在将脆弱部形成为第1部位与第2部位的界面时,也可以利用以下的成型方法来将保持部成型。即,本技术公开内容的保持部的成型方法也可以包括:通过使前述第1树脂材料熔融并固化来将前述第1部位成型;以及在前述第1树脂材料固化后,通过使前述第2树脂材料熔融并固化来将前述第2部位成型。
19.此外,在点火器组装体中,在将脆弱部形成于第1部位与第2部位的界面时,也可以为,前述第1树脂材料的熔点比前述第2树脂材料的熔点高。由此,在将第2部位成型时,在流入熔融状态的第2树脂材料时,能够抑制固化的第1树脂材料熔融。其结果,能够形成第1树脂材料与第2树脂材料的界面,此外,能够抑制由第1树脂材料熔融引起的第1部位的变形。
20.需要说明的是,上述的第1树脂材料和第2树脂材料可以是相同种类的树脂材料,也可以是种类不同的树脂材料。
21.此外,在点火器组装体中,也可以构成为,前述包围壁在与前述周壁的前述非接触区域之间形成环状的间隙,前述间隙的尺寸小于前述燃烧剂的尺寸。由此,能够使在点火器工作时从杯体向包围壁施加的冲击被该间隙缓冲。此外,通过使该间隙的尺寸小于燃烧剂的尺寸,能够抑制燃烧剂进入该间隙。
22.此外,在点火器组装体中,也可以为,前述包围壁由在周向上隔开规定的间隔而呈环状地排列的多个断续壁来形成,前述规定的间隔形成为小于前述燃烧剂的尺寸。由此,包围壁由多个断续壁形成,因此能够减小各断续壁的与轴向正交的剖面的剖面积。由此,能够使各断续壁易于变形。其结果,当对包围壁施加载荷时,能够易于使第2部位比第1部位优先以远离点火器的方式变形。此外,通过使该规定的间隔小于燃烧剂的尺寸,能够抑制燃烧剂进入形成于邻接的断续壁彼此之间的间隙。此外,在由多个断续壁形成包围壁时,通过使规定的间隔比一个断续壁的周向上的长度短,能够使第2部位进一步易于变形。
23.发明的效果
24.根据本技术公开内容的技术,能够抑制在点火器工作时,由在用于将点火器固定于轴环的保持部上产生龟裂、破损所引起的不良情况。
附图说明
25.[图1]图1为使用第1实施方式涉及的点火器组装体的气囊用气体发生器的轴向剖视图。
[0026]
[图2]图2为示出第1实施方式涉及的点火器组装体的结构的图。
[0027]
[图3]图3为用于说明在第1实施方式涉及的点火器组装体中,点火器工作而使杯体破裂时的情形的第1图。
[0028]
[图4]图4为用于说明在第1实施方式涉及的点火器组装体中,点火器工作而使杯体破裂时的情形的第2图。
[0029]
[图5]图5为用于说明在第1实施方式涉及的点火器组装体中,点火器工作而使杯体破裂时的情形的第3图。
[0030]
[图6]图6为示出在第1实施方式涉及的点火器组装体中,在第2部位产生龟裂时的龟裂方式的第1图。
[0031]
[图7]图7为示出在第1实施方式涉及的点火器组装体中,在第2部位产生龟裂时的龟裂方式的第2图。
[0032]
[图8]图8为第1实施方式的变形例1涉及的点火器组装体的俯视图。
[0033]
[图9]图9为示出第1实施方式的变形例2涉及的点火器组装体的结构的图。
[0034]
[图10]图10为示出第2实施方式涉及的点火器组装体附近的结构的图。
[0035]
[图11]图11为示出第2实施方式涉及的保持部的成型方法的工序的图。
[0036]
[图12]图12为用于说明在第2实施方式涉及的点火器组装体中,点火器工作而使杯体破裂时的情形的图。
具体实施方式
[0037]
以下,参照附图而针对本技术公开内容的实施方式涉及的气体发生器中的点火器组装体进行说明。需要说明的是,在各实施方式中的各构成及它们的组合等为一个例子,在不脱离本发明主旨的范围内,能够进行适当的构成的附加、省略、置换、及其他的变更。本发明不由实施方式限定,而仅由权利要求书的范围限定。
[0038]
<第1实施方式>
[0039]
图1为使用本技术公开内容的第1实施方式涉及的点火器组装体10的气囊用气体发生器(以下,为气体发生器)100的轴向剖视图。如图1所示,气体发生器100具有外壳1、点火器2、轴环3、保持部4、内筒5、冷冻剂
·
过滤器6。点火器2、轴环3、保持部4、内筒5、冷冻剂
·
过滤器6配置于外壳1的内部空间。在本说明书中,将包含点火器2、轴环3、保持部4的构成称为点火器组装体10。气体发生器100构成为,通过使点火器2工作而使在外壳1内填充的气体发生剂7燃烧,将其燃烧性生成物即燃烧气体放出至外壳1的外部,由此使气囊(未示出)膨胀。以下,针对气体发生器100的各构成进行说明。
[0040]
[外壳]
[0041]
外壳1通过分别形成为有底大致圆筒状的金属制的上部壳体11及下部壳体12在相互的开口端彼此相对的状态下接合,由此形成为轴向的两端封闭的短长度圆筒状。这里,将沿外壳1的轴向的方向定义为气体发生器100的上下方向,将上部壳体11侧(即,图1中的上侧)设为气体发生器100的上侧,将下部壳体12侧(即,图1中的下侧)设为气体发生器100的下侧。
[0042]
上部壳体11具有大致圆盘状的顶板部111、从顶板部111的周缘向下方延伸的外周壁部112、从外周壁部112的前端部向径向外侧延伸的凸缘部113。此外,下部壳体12具有大致圆盘状的底板部121、从底板部121的周缘向上方延伸的外周壁部122、以及从外周壁部122的前端部向半径方向外侧延伸的凸缘部123。这样的上部壳体11及下部壳体12通过将不锈钢板进行压制而成型。上部壳体11与下部壳体12通过使凸缘部113与凸缘部123重合并利用激光焊接等接合而形成外壳1。
[0043]
在上部壳体11的外周壁部112,在周向上并列地形成有多个气体喷出口13。气体喷出口13由密封带14封闭。作为该密封带14,可利用在一面涂布有粘合部件的铝箔等。由此,确保了外壳1的气密性。
[0044]
此外,如图1所示,在下部壳体12的底板部121中央,设置有向下方突出的开口筒部1211。开口筒部1211的内壁形成有将外壳1的内部空间与外部空间连通的开口15。
[0045]
[内筒]
[0046]
内筒5具有两端开口的筒形状,以中心轴与上下方向(即,外壳1的轴向)一致的姿势配设。内筒5由不锈钢管形成。如图1所示,内筒5的下端嵌入开口15,在该下端,内筒5的外周面与开口15的内周面抵接。此外,内筒5的上端与上部壳体11的顶板部111抵接。由此,外壳1的内部空间由内筒5在径向上进行划分。外壳1的内部空间中,内筒5的内侧限定出圆柱状的传火室20,所述圆柱状的传火室20配设有点火器组装体10并且填充有作为燃烧剂的传火药8,内筒5的外侧限定填充有气体发生剂7的环状的燃烧室30。此外,在内筒5上,在周向上并列地形成有多个连通传火室20与燃烧室30的孔即传火孔51。传火孔51由密封带52封闭。由此,确保了传火室20的气密性。内筒5和外壳1例如通过在相互的接触部分进行焊接而接合。
[0047]
[冷冻剂
·
过滤器]
[0048]
冷冻剂
·
过滤器6在燃烧室30中以环绕气体发生剂7而环状地配设,在外壳1的外周壁部112及外周壁部122之间,划定环状的间隙40。冷冻剂
·
过滤器6通过将不锈钢制平编的金属网在半径方向重叠,并在半径方向及轴向进行压缩而形成。
[0049]
在如此构成的气体发生器100中,当传感器(未示出)感知冲击时,规定信号传送至点火器2而点火器2工作,将传火室20内的传火药8点火。通过传火药8的燃烧而在传火室20内生成高温的火焰。该火焰破坏密封带52而由传火孔51喷出至燃烧室30,将气体发生剂7点火。并且,由气体发生剂7的燃烧生成高温
·
高压的气体,该燃烧气体通过冷冻剂
·
过滤器6的全部区域。此时,冷冻剂
·
过滤器6将在燃烧室30产生的燃烧气体冷却,并捕集燃烧残渣。利用冷冻剂
·
过滤器6冷却
·
净化的燃烧气体穿过间隙40,破坏密封带14而由气体喷出口13喷出,从而流入气囊(未示出)内。由此,通过气囊膨胀,在乘员和坚硬结构物之间形成缓冲,保护乘员不受冲击。作为气体发生剂7,例如能够使用由硝酸胍(41重量%)、碱式硝酸铜(49重量%)及粘合剂、添加物形成的单孔圆柱状的物质。此外,作为传火药8,例如能够使用由硝基胍(34重量%)、硝酸锶(56重量%)形成的物质。
[0050]
[点火器组装体]
[0051]
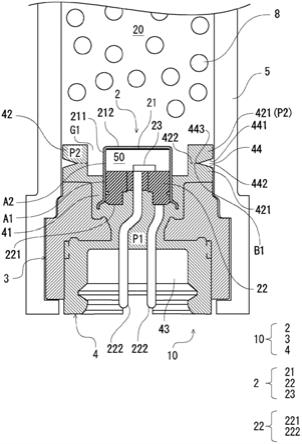
接下来,针对点火器组装体10进行说明。图2为示出第1实施方式涉及的点火器组装体10的结构的图。点火器组装体10具备:点火器2,所述点火器2包含作为收容用于点燃传火药8的点火药(未示出)的收容空间的点火室50;支承点火器2的轴环3;以及保持部4,其将点火器2相对于轴环3固定,所述保持部4由树脂材料形成。
[0052]
[点火器]
[0053]
点火器2利用由传火室20的外部供给的点燃电流而使点火室50内的点火药燃烧。点火器2由保持部4固定于传火室20的下部。通过点火器2工作而使点火药燃烧,其燃烧生成物向上放出,从而传火药8被点火。以下,有时也将燃烧生成物从点火器2放出的方向(在本例中为上方)称为放出方向。
[0054]
如图2所示,点火器2具有一端封闭而另一端开口的杯体21,和封闭部22,所述封闭部22以将形成于杯体21的另一端的开口封闭的方式配置,并与杯体21一起划定点火室50。
[0055]
杯体21由筒状的周壁211和封闭周壁211的一端的盖壁212形成为杯状。周壁211以其中心轴与上下方向一致的方式配设。盖壁212与周壁211连续地形成,通过封闭周壁211的上端部,从而构成点火室50的上壁。杯体21即以盖壁212位于点火器2工作时的点火药的燃
烧生成物的放出方向侧的方式配置。该杯体21具有金属制的内侧杯及树脂制的外侧杯重合而成的双层结构。但是,杯体21的材质并不限定于此。
[0056]
封闭部22具有配置在周壁211的下端的金属头221,和从金属头221向下方延伸的一对通电销222、222。金属头221由金属材料形成为大致圆柱状,在其外周面上与周壁211接触。在金属头221的中央部形成有上下贯通的贯通孔。一对通电销222、222中的一者在插入金属头221的贯通孔的状态下,介由绝缘体而与金属头221接合。此外,在点火室50的底部,布置有作为电阻体的桥线23,其将该通电销222与金属头221电连接。一对通电销222、222中的另一者与金属头221的下表面接合。封闭部22通过封闭周壁211的下端而构成点火室50的下壁。
[0057]
这里,如图2所示,通过将封闭部22以封闭杯体21的开口的方式配置在杯体21的内部,从而杯体21的周壁211在轴向上被划分为与封闭部22接触的接触区域a1、和比接触区域a1靠放出方向侧且不与封闭部22接触的非接触区域a2。
[0058]
点火器2以使外部电源能与一对通电销222、222连接的方式配设在传火室20内。点火器2工作时,由外部电源向二根通电销222、222之间施加电压,电流流过桥线23,通过桥线23中产生的焦耳热,点火室50内的点火药燃烧。随之点火室50内的压力上升,由此杯体21破裂,作为点火药的燃烧生成物的高温火焰向放出方向即向上放出。由此,将传火室20内的传火药8点火。
[0059]
[轴环]
[0060]
轴环3由金属材料形成,具有环绕点火器2中的比点火室50靠下方的区域的筒形状。但是,轴环3的材质不限定于金属材料。轴环3的外周面与内筒5的内周面抵接。如图2所示,通过在将轴环3嵌入至内筒5的状态下将内筒5的下端翻边,从而将轴环3固定在传火室20的下部。需要说明的是,轴环3也可以与内筒5、下部壳体12一体地成型。
[0061]
[保持部]
[0062]
如图2所示,树脂制的保持部4夹装在点火器2与轴环3之间,由此点火器2相对于轴环3被固定。保持部4具有:基部41,所述基部41通过覆盖接触区域a1的周围而将点火器2相对于轴环3固定;以及环状的包围壁42,所述包围壁42构成为与基部41连续地形成,通过包围非接触区域a2,由此抑制传火药8配置在非接触区域a2的周围。
[0063]
基部41覆盖周壁211上的接触区域a1的外周面、金属头221的下表面、轴环3的上表面、轴环3的内周面,由此将轴环3与保持部4彼此固定,并且维持传火室20的气密性。在基部41的下端,形成有能供连接器(未示出)插入的连接器插入空间43,所述连接器向通电销222、222供给来自外部电源的电力。基部41以使一对通电销222、222的下端露出于连接器插入空间43内的方式,覆盖并保持一对通电销222、222的一部分。利用基部41保持一对通电销222、222彼此的绝缘性。
[0064]
包围壁42形成为与基部41连续并且从基部41向上延伸的环状的部位。从包围壁42的基端至前端(上端)的长度与非接触区域a2的轴向上的长度为大致相等。但是,本技术公开内容的技术不限于此。包围壁42具有作为隔离物的功能,非接触区域a2被包围壁42从径向外侧环绕,由此在将点火器组装体10配置于气体发生器的规定部位时,抑制了在非接触区域a2的径向的周围、更详细而言在非接触区域a2与内筒5的内周面之间配置传火药8。即,包围壁42的外周面的至少其一部分与气体发生器100的内筒5的内周面接触,或者在包围壁
42的外周面与内筒5之间形成传火药8不能进入的程度的间隙。需要说明的是,包围壁42对传火药8起到缓冲作用,从而防止在气体发生器100的组装后的传火药8的松动。此外,假设未形成包围壁42时,点火器组装体成为杯体21从轴环3的上端面突出的构成。于是,在组装气体发生器100时,需要将杯体21直接压入填充有传火药8的内筒5的内部,其结果,传火药8可能破裂、或组装本身可能变得困难。与此相对,点火器组装体10通过形成为由包围壁42环绕杯体21的构成,从而在气体发生器100的组装中能够抑制传火药8的破裂并且也能够容易地组装。
[0065]
如图2所示,在包围壁42的外周面的轴向的中途,向径向内侧凹陷的槽部44沿周向延伸。通过将朝向径向外侧向上倾斜的上壁441与朝向径向外侧向下方倾斜的下壁442连接,槽部44具有朝向径向外侧开口的v字状的剖面形状。上壁441和下壁442的连接部位形成槽部44的底部443。底部443是在槽部44中位于径向最内侧的部位,即最凹陷的部位。通过形成槽部44,在包围壁42形成有:一对厚壁部421、421,其形成于包围壁42的前端侧及基端侧;以及薄壁部422,其被一对厚壁部421、421夹着,且径向的厚度比一对厚壁部421、421薄。薄壁部422形成在槽部44的底部443与包围壁42的内周面之间,并沿周向延伸。
[0066]
这里,薄壁部422在保持部4中形成于第1部位p1与第2部位p2之间,第1部位p1包含基部41的至少一部分,第2部位p2是比第1部位p1靠放出方向侧的部位且包含包围壁42的前端。图2~图5所示的虚线b1是为了便于说明而将保持部4划分为第1部位p1和第2部位p2的虚线,并不表示在第1部位p1与第2部位p2之间存在界面。在本实施方式中,包含基部41和包围壁42的基端侧的厚壁部421的部位构成第1部位p1,包围壁42的前端侧的厚壁部421构成第2部位p2。在本实施方式中,“脆弱部”作为薄壁部422,形成在第1部位p1与第2部位p2之间。
[0067]
这样的保持部4在点火器2的制造工序中,通过将树脂材料注射成型而形成。作为形成保持部4的树脂材料,能够优选地利用在固化后耐热性、耐久性、耐腐蚀性等优异的树脂材料。作为这样的树脂材料,例如可例示出聚对苯二甲酸丁二醇酯树脂、聚对苯二甲酸乙二醇酯树脂、聚酰胺树脂、聚丙烯硫醚树脂、聚丙烯氧化物树脂等热塑性树脂,环氧树脂等热固性树脂。
[0068]
以下,针对点火器2工作时的保持部4的动作进行说明。图3~图5是用于说明在第1实施方式涉及的点火器组装体10中,点火器2工作而使杯体21破裂时的情形的图。
[0069]
如上所述,在点火器2工作时,由于点火室50内的点火药燃烧,点火室50内的压力上升,如图3所示,杯体21破裂。此时,杯体21以盖壁212的中央部为起点破裂。由此,燃烧生成物即火焰被向上放出,传火室20内的传火药8被点火。这里,若不存在包围壁42,则在从轴环3的上端面向盖壁侧突出的杯体21的周围形成空间。并且,由于火焰被向上放出,假设传火药8配置在点火器2工作时周壁211的非接触区域a2的径向上的周围,则相对于点火器2而言,该传火药8位于火焰的放出方向之外的地方。其结果,该传火药8未充分燃烧,有可能会产生传火药8的燃烧残余、燃烧延迟。与此相对,就实施方式涉及的点火器组装体10而言,包围壁42作为隔离物发挥功能,从而如图2所示,抑制了在周壁211的非接触区域a2的周围配置传火药8。由此,能够抑制点火器2工作后的传火药8的燃烧残余、燃烧延迟的产生。其结果,能够提高气体发生器100的输出性能。
[0070]
如图3所示,破裂的杯体21在传火室20内的压力下,以接触区域a1为基端、非接触
区域a2向径向外侧打开的方式变形。由此,点火器2工作后,欲向径向外侧打开的杯体21与包围壁42接触,从而对包围壁42施加载荷f1。
[0071]
这里,点火器2工作时,由于施加在包围壁42上的载荷f1,保持部4变形,有时在保持部4上产生龟裂、破损。此时,假设龟裂、破损的状态不是理想的,则有可能产生点火器2的保持不充分,从而点火器2可能从保持部4脱离,或者传火室20的密封性受损(燃烧气体的泄漏)等不良情况。
[0072]
与此相对,本实施方式涉及的点火器组装体10在包围壁42形成薄壁部422作为脆弱部,在对包围壁42施加载荷时,使第2部位p2比第1部位p1优先变形,由此能够抑制上述的不良情况。以下,具体地进行说明。
[0073]
如图3所示,在保持部4中,薄壁部422形成为破裂的杯体21与包围壁42的接触区域包含于第2部位p2。由此,由于杯体21与第2部位p2接触,因此由载荷f1引起的力矩作用于薄壁部422。如上所述,由于薄壁部422形成为薄壁,因此由载荷f1在保持部4中产生的应力在薄壁部422中局部地增大(产生应力集中)。由此,保持部4在薄壁部422处比其他部位更容易优先变形。具体地,如图4所示,第2部位p2以将薄壁部422为支点而向径向外侧倾倒的方式变形。不久,如图5所示,在薄壁部422产生沿径向延伸的龟裂,保持部4以第2部位p2从第1部位p1分离的方式断裂。如此,在本实施方式中,通过在包围壁42形成薄壁部422,在点火器2工作时,能够使第2部位p2比第1部位p1优先地向径向外侧变形。
[0074]
[作用
·
效果]
[0075]
如上所述,本实施方式涉及的点火器组装体10在保持部4中的第1部位p1与第2部位p2之间形成有脆弱部,以使得在包围壁42施加了载荷时,第2部位p2比第1部位p1优先地向径向外侧变形。由此,由施加于包围壁42的载荷所产生的能量易于被第2部位的变形消耗,由此能抑制第1部位p1较大地变形。其结果,能抑制在点火器2工作时在第1部位p1产生龟裂、破损。如上所述,第1部位p1是包含用于将点火器2相对于轴环3固定的基部41的至少一部分的部位。因此,通过抑制第1部位p1中的龟裂、破损的产生,能够抑制点火器2的脱离、传火室20的密封性的降低这样的不良情况的产生。如上所述,根据本实施方式涉及的点火器组装体10,能够抑制在点火器2工作时,由用于将点火器2固定于轴环3的保持部4产生龟裂、破损而引起的不良情况。
[0076]
需要说明的是,第2部位p2也可以通过延性破坏、脆性破坏而与第1部位分离。此外,第2部位p2的变形也可以不伴随有如上所述的破坏、断裂。
[0077]
此外,在本实施方式中,对脆弱部作为薄壁部422形成于包围壁42的情况进行了说明,但脆弱部也可以形成于基部41。脆弱部只要设置在第1部位与第2部位之间即可,第1部位是包含基部的至少一部分的部位,第2部位是比第1部位靠放出方向侧的部位且包含包围壁的前端的部位即可。
[0078]
此外,如上所述,在本实施方式中,包围壁42具有厚壁部421和薄壁部422,所述薄壁部422沿周向延伸并且径向的厚度比厚壁部421薄,作为薄壁部422而形成有脆弱部。由此,能够使因载荷f1而在保持部4产生的应力集中于薄壁部422,能够使第2部位p2比第1部位p1优先变形。
[0079]
此外,如上所述,在本实施方式中,通过在包围壁42上形成沿周向延伸并且沿径向凹陷的槽部44而形成薄壁部422。根据上述结构,由于在包围壁42上形成有槽,所以当载荷
施加至包围壁42时,包围壁42易于以向径向外侧倾倒的方式变形。其结果,能够容易地使第2部位p2比第1部位p1优先变形。需要说明的是,在本实施方式中,槽部44形成为在包围壁42的外周面中向径向内侧凹陷的槽,但本技术公开内容的技术不限于此。即,槽部44也可以形成为在包围壁42的内周面向径向外侧凹陷的槽。
[0080]
这里,将厚壁部421的径向上的厚度设为t1,且将直至槽部44的底部443的径向上的深度设为d1(参照图6)。如本实施方式所述,在通过在包围壁42上形成槽部44而形成薄壁部422时,槽部44的深度d更优选为厚壁部421的厚度t的1/3以上且3/4以下。由此,容易使第2部位p2比第1部位p1优先变形。
[0081]
需要说明的是,槽部44的剖面形状并不限定于上述的v字形状。槽部44的剖面形状能够选择u字状、圆弧状、矩形状、梯形状等各种形状。
[0082]
这里,如图2所示,在非接触区域a2与包围壁42之间形成有环状的间隙g1。此外,间隙g1的尺寸形成为比传火药8小,以使传火药8不会进入间隙g1。由于在非接触区域a2与包围壁42之间形成有间隙g1,因此能够通过间隙g1缓冲在点火器2工作时从杯体21向包围壁42施加的冲击。此外,通过设为形成有间隙g1(在树脂材料的注射成型时,由所配置的模具形成的间隙)的结构,能够抑制在保持部4成型时树脂材料的注射压力直接波及到杯体21的周壁211,从而能够抑制杯体21的变形。
[0083]
[确认试验]
[0084]
图6及图7是示出在第1实施方式涉及的点火器组装体10中,在第2部位p2产生了龟裂时的龟裂方式的图。图中所示的符号c1及c2表示龟裂。在图6中,从包围壁42的前端沿着轴向延伸的龟裂c1发展至比薄壁部422靠基端侧处。在图7中,从包围壁42的前端沿着轴向延伸的龟裂c2并未发展至比薄壁部422靠基端侧处,而是在薄壁部422中沿径向发展。在第2部位p2变形而在保持部4产生龟裂时,为了不在第1部位p1有龟裂发展,更优选以图7所示的模式产生龟裂。
[0085]
这里,图6及图7所示的符号h1是从包围壁42的前端面至底部443的轴向上的距离,深度d如上所述是直至槽部44的底部443的径向上的深度。由h1及d1限定槽部44的位置及深度。
[0086]
接下来,针对上述的第1实施方式涉及的点火器组装体10,对为了确认使高度h1和深度d1变化时的龟裂模式的变化而进行的确认试验进行说明。
[0087]
在确认试验中,试制了多个h1及d1不同的点火器组装体10,实际上使点火器2工作,确认了在保持部4产生龟裂的模式。h1变化为2.94mm、3.14mm、3.34mm、3.54mm、3.64mm、3.74mm、3.84mm、3.94mm、4.04mm。d1变化为2.6mm、2.7mm、2.8mm、2.9mm、3.0mm。点火器2工作后,在图6所示的龟裂模式(龟裂到达基部时)的情况下,设为
“×”
,在图7所示的更优选的龟裂模式(龟裂未到达基部)的情况下,设为
“○”
。表1示出确认试验的结果。
[0088]
[表1]
[0089][0090]
[变形例1]
[0091]
图8是第1实施方式的变形例涉及的点火器组装体10a的俯视图。图2所示的点火器组装体10中的保持部4的包围壁42形成为连续的环状,与此相对,变形例1涉及的点火器组装体10a的保持部4a的包围壁42a形成为断续的环状,在这一点上与点火器组装体10不同。点火器组装体10a在其他方面与点火器组装体10相同。以下,针对点火器组装体10a,以与点火器组装体10不同点为中心进行说明。
[0092]
如图8所示,包围壁42a通过多个断续壁420隔开规定间隔而排列成环状而形成。该规定的间隔比传火药8的尺寸小,以使传火药8不会进入在周向邻接的断续壁420彼此之间形成的间隙g2。由此,能抑制在非接触区域a2的周围配置传火药8。
[0093]
根据具有这样的保持部4a的点火器组装体10a,包围壁42a由多个断续壁420形成,因此各断续壁420的与轴向正交的剖面的剖面积比连续地形成的包围壁42的剖面积小。由此,各断续壁420比图2所示的包围壁42更易变形。其结果,在对包围壁42a施加载荷时,能够容易地使第2部位p2比第1部位p1优先地以远离点火器2的方式变形。在这种情况下,周向邻接的断续壁420彼此的规定间隔优选比一个断续壁420的周向上的长度短,这样,能够使各断续壁420分别更易变形。需要说明的是,如图8所示,在包围壁42a上形成有多个间隙g2,但也可以使所有间隙g2中的该规定的间隔不同。
[0094]
[变形例2]
[0095]
图9是示出第1实施方式的变形例2涉及的点火器组装体10b结构的图。如图9所示,点火器组装体10b在非接触区域a2与包围壁42b之间未形成间隙这一点上,与图2所示的点火器组装体10有较大不同。需要说明的是,在点火器组装体10b中,在点火室50内的金属头221的上表面设有筒状的填充保持器223,通过填充保持器223保持点火药。通过设置填充保持器223,能够适当地抑制在保持部4b成型时因树脂材料的注射压力而使杯体21变形。
[0096]
<第2实施方式>
[0097]
图10是表示本技术公开内容的第2实施方式涉及的点火器组装体10c的结构的图。第2实施方式涉及的点火器组装体10c在第1部位p1和第2部位p2由固化时间不同的树脂材料形成这一点上,与第1实施方式涉及的点火器组装体10不同。在第2实施方式涉及的点火器组装体10c中,脆弱部形成为第1部位p1与第2部位p2的界面s1。以下,针对第2实施方式涉及的点火器组装体10c,以与点火器组装体10不同点为中心进行说明。
[0098]
第2实施方式涉及的保持部4c与第1实施方式涉及的保持部4同样,具有:通过覆盖接触区域a1的周围而将点火器2相对于轴环3固定的基部41,以及与基部41连续地形成而与非接触区域a2隔开间隔地包围非接触区域a2的环状的包围壁42。此外,第2实施方式涉及的保持部4c被划分为包含基部41的一部分的第1部位p1,和包含包围壁42的前端的第2部位
p2,第1部位p1由第1树脂材料形成,第2部位p2由固化时间比第1材料晚的第2树脂材料形成。图10所示的虚线s1表示由于形成第1部位p1的第1树脂材料和形成第2部位p2的第2树脂材料的固化时间不同而形成的、第1部位p1与第2部位p2的界面。如图10所示,在本实施方式中,第2部位p2形成为包含包围壁42的整体和基部41的一部分的环状。
[0099]
本实施方式涉及的保持部4c通过将第1部位p1和第2部位p2一体成型而形成。以下,对本实施方式涉及的保持部4的成型方法进行说明。图11是示出第2实施方式涉及的保持部4c的成型方法的工序的图。在本实施方式涉及的保持部4c的成型方法中,通过使用模具的注射成型来将保持部4c成型。首先,在s101的第1部位成型工序中,通过使第1树脂材料熔融并固化,从而将第1部位p1成型。作为第1树脂材料,能够使用通常用于注射成型的热塑性树脂,例如聚对苯二甲酸丁二醇酯树脂、聚对苯二甲酸乙二醇酯树脂、聚酰胺树脂、聚丙烯硫醚树脂、聚丙烯氧化物树脂等。在s101中,将点火器2配置在第1部位成型用的模具内,使熔融状态的第1树脂材料流入该模具并固化。由此,以与点火器2一体化的状态使第1部位p1成型。
[0100]
接下来,在s102的第2部位成型工序中,在第1树脂材料固化后,使第2树脂材料熔融并固化,由此将第2部位p2成型。作为第2树脂材料,与第1树脂材料同样,使用通常用于注射成型的热塑性树脂。在s102中,将使点火器2和第1部位p1一体化而成的中间成型物配置在第2部位成型用的模具内,并且使熔融状态的第2树脂材料流入该模具并固化。由此,第1部位p1与第2部位p2接合,以与点火器2一体化的状态将保持部4c成型。
[0101]
在第2实施方式中,通过在第1树脂材料固化后而将第2树脂材料固化,即通过使第1树脂材料的固化时间与第2树脂材料的固化时间不同,从而在第1部位p1与第2部位p2之间形成界面s1。以下,在具备这样的保持部4c的点火器组装体10中,针对点火器2工作时的保持部4c的动作进行说明。
[0102]
如上所述,点火器2工作而使杯体21破裂,由此燃烧生成物即火焰向上放出,并将传火室20内的传火药8点火。这里,如图10所示,在第2实施方式涉及的点火器组装体10中,也与第1实施方式相同,包围壁42作为隔离物发挥作用,从而抑制在周壁211的非接触区域a2的周围配置传火药8。由此,抑制点火器2工作后的传火药8的燃烧残余、燃烧延迟的产生。其结果,能提高气体发生器100的输出性能。
[0103]
图12是用于说明在第2实施方式涉及的点火器组装体10c中,点火器2工作而使杯体21破裂时的情形的图。与第1实施方式相同,在点火器2工作后,破裂而欲向径向外侧打开的杯体21与包围壁42接触,由此对包围壁42施加载荷。这里,在本实施方式涉及的点火器组装体10c中,以破裂的杯体21与包围壁42的接触部位包含于第2部位的方式,形成第1部位p1与第2部位p2的界面s1。因此,在对包围壁42施加载荷时,在界面s1附近作用有由载荷引起的力矩。由载荷在保持部4c产生的应力在界面s1附近局部地增大(产生应力集中)。由此,保持部4c在界面s1处比其他部位更容易优先断裂。具体而言,随着界面s1处的剥离,第2部位p2以向径向外侧倾倒的方式变形。不久,如图12所示,保持部4c断裂,以使第2部位p2从第1部位p1分离。
[0104]
如上所述,在第2实施方式涉及的点火器组装体10的保持部4c中,以在对包围壁42施加载荷时,第2部位p2比第1部位p1优先地向径向外侧变形的方式,形成界面s1。由此,施加于包围壁42的载荷所产生的能量易于被该变形消耗,因此能抑制第1部位p1较大地变形。
其结果,能够抑制在点火器2工作时因第1部位p1产生龟裂、破损而导致不良情况的产生。在本实施方式中,“脆弱部”作为界面s1而形成于第1部位p1和第2部位p2之间。
[0105]
这里,优选第1树脂材料的熔点比第2树脂材料的熔点高。由此,在上述的第2部位成型工序中,在将熔融状态的第2树脂材料流入模具时,能够抑制固化的第1树脂材料熔融。其结果,能够形成第1树脂材料与第2树脂材料的界面s1,此外,能够抑制因第1树脂材料熔融而导致的第1部位p1的变形。
[0106]
需要说明的是,第1部位p1与第2部位p2的界面s1不限定于图10所示的界面。也可以将基部41的整体设为第1部位p1,将包围壁42的整体设为第2部位p2。此外,也可以将保持部4c中的从包围壁42的前端至中途的部位设为第2部位p2,将残部设为第1部位p1。此外,第1树脂材料和第2树脂材料可以是相同种类的树脂材料,也可以是种类不同的树脂材料。
[0107]
<其他的实施例>
[0108]
以上,针对本技术公开内容的技术的优选实施方式进行了说明,但是上述的各种方式能够在可能的范围内进行组合。例如,在第2实施方式中,也可以与第1实施方式同样地,由多个断续壁形成包围壁。此外,在上述实施方式中,对在介由作为燃烧剂的传火药8而使气体发生剂7燃烧的方式的气体发生器中,适用本技术公开内容的点火器组装体的情况作为例子进行了说明,但本技术公开内容的点火器组装体也可以适用于点火器不介由传火药而使气体发生剂燃烧的方式的气体发生器。此时,气体发生剂相当于本技术公开内容的燃烧剂。并且,在图2、图9、图10中,也可以使第2部位p2易于向外侧变形的方式,在内筒5与包围壁42、42b之间形成比燃烧剂(传火药8)的尺寸小的间隙。
[0109]
附图标记说明
[0110]1····
外壳
[0111]2····
点火器
[0112]
21
···
杯体
[0113]
211
··
周壁
[0114]
212
··
盖壁
[0115]
22
···
封闭部
[0116]3····
轴环
[0117]4····
保持部
[0118]
41
···
基部
[0119]
42
···
包围壁
[0120]
421
··
厚壁部
[0121]
422
··
薄壁部(脆弱部的一个例子)
[0122]
43
···
槽部
[0123]5····
内筒
[0124]6····
冷冻剂
·
过滤器
[0125]7····
气体发生剂
[0126]8····
传火药(燃烧剂的一个例子)
[0127]
10
···
点火器组装体
[0128]
20
···
传火室
[0129]
30
···
燃烧室
[0130]
50
···
点火室
[0131]
a1
···
接触区域
[0132]
a2
···
非接触区域
[0133]
p1
···
第1部位
[0134]
p2
···
第2部位
[0135]
s1
···
界面(脆弱部的一个例子)
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。