1.本实用新型涉及汽车加油管技术领域,尤其涉及一种金属加油管总成。
背景技术:
2.国家于2016年12月23日颁布了《轻型汽车污染物排放限值及测量方法(中国第六阶段)》,对汽车的排放提出了新的要求。国六排放要求蒸发排放从国五的200mg/24h提高到70mg/48h,加油排放由国五的未作要求提高到满足≤0.032g/l。国六排放标准发布,对汽车行业提出了新的要求,也对汽车零部件企业,尤其是与排放有关的零部件企业提出了更高的要求。加油管总成作为燃油系统的重要组成部分,对加油排放的控制起着至关重要的作用。国五标准的加油管,在加油时汽油通过加油管进入油箱,汽油蒸气从加油管的排气管排入大气,对环境造成污染。所以为保证加油管总成满足国六排放要求,则必须限制燃油蒸汽从加注管逃逸。目前的加油管总成在在加油过程中,无法对燃油蒸汽起到密封作用。
技术实现要素:
3.为克服现有加油管总成密封不足,易造成燃油蒸汽泄漏等不足,本实用新型所要解决的技术问题是:提供一种密封性能更好,能满足国六排放标准的金属加油管总成。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种金属加油管总成,包括加油主管和通气管,所述加油主管包括口部段和尾部段,其中口部段材料采用φ35
×
1.2的金属焊管,尾部段采用φ27.4
×
1.0的金属焊管,口部段为偏心结构,偏心部位内部设有导流口与尾部段连通,所述尾部段弯曲成至少三段,其中第一段与口部段焊接成第一直线段,该第一直线段安装在车身上时口部段的加油口的仰角不小于30
°
,第一直线段的长度大于120mm,其中尾部段的第一段的长度大于40mm,所述尾部段的其余各段根据车身情况呈向下和向侧面逐段弯曲。
6.进一步的是,在所述加油主管的口部段还设有安装法兰,所述安装法兰上点焊有螺钉,安装法兰的内侧面设有密封垫。
7.进一步的是,所述加油主管口部段的开口处设有锥度为100
±5°
的锥面,锥面粗糙度不高于ra1.6。
8.进一步的是,所述加油主管的尾部段的各段与前端之间弯曲的角度不小于90
°
。
9.进一步的是,还包括蒸汽循环管,所述蒸汽循环管的头部与加油主管口部段的偏心部位连通,尾部通过三通阀分别与燃油系统的碳罐和积液盒相连。
10.进一步的是,所述蒸汽循环管材料采用φ8
×
0.8的无缝管,在其尾部设有快插接头,快插接头的外径为φ7.89
±
0.06,其端部设有φ2.5
‑
4mm的蒸汽节流孔。
11.进一步的是,所述快插接头外表面粗糙度不高于ra0.8。
12.进一步的是,还包括部件安装支架、管件固定支架和加油管安装支架,所述部件安装支架包括空滤总成安装架和碳罐截止阀安装架,所述空滤总成安装架与加油主管尾部段的第一段焊接固定,所述碳罐截止阀安装架通过螺钉安装在空滤总成安装架上,所述管件
固定支架沿加油主管设有多个,将通气管和蒸汽循环管固定在加油主管上,所述加油管安装支架位于加油主管中部,用于连接车身安装架。
13.进一步的是,所述碳罐截止阀安装架通过卡爪和位于卡爪前端的止退钩与碳罐截止阀连接固定,卡爪厚度不小于1.2mm,宽度为26
‑
26.2mm,所述止退钩的长度为13
‑
14.5mm。
14.进一步的是,所述止退钩的装入端角度不大于46
°
,止退端角度不小于45
°
。
15.本实用新型的有益效果是:通过对加油主管的材料、直径和弯形结构的设计与验证,可使燃油在经过油管的时候能够在管径和燃油粘度的配合下在加油主管内形成有效液封,从而在保证加油顺畅性的同时防止油箱中的燃油蒸汽顺着加油主管排出,达到防止燃油蒸汽逃逸、避免对环境造成污染的目的。
附图说明
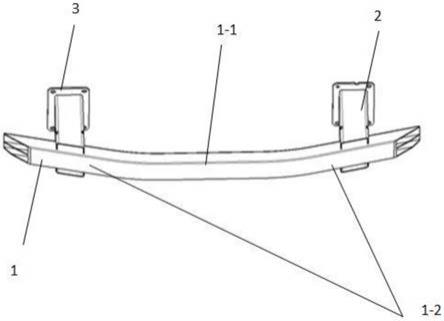
16.图1是本实用新型结构示意图。
17.图2是加油主管口部结构示意图。
18.图3是蒸汽循环管尾端结构示意图。
19.图4是碳罐截止阀安装支架装配卡爪结构主视图。
20.图5是碳罐截止阀安装支架装配卡爪结构俯视图。
21.图中标记为,1
‑
口部段,11
‑
锥面,2
‑
尾部段,3
‑
安装法兰,31
‑
密封垫,4
‑
蒸汽循环管,41
‑
快插接头,42
‑
蒸汽节流孔,5
‑
通气管,6
‑
部件安装支架,61
‑
空滤总成安装架,62
‑
碳罐截止阀安装架,63
‑
卡爪,64
‑
止退钩,7
‑
管件固定支架,8
‑
加油管安装支架。
具体实施方式
22.下面结合附图对本实用新型进一步说明。
23.如图1所示,本实用新型所提供的一种金属加油管总成,包括加油主管和通气管5,所述加油主管包括口部段1和尾部段2,其中口部段1材料采用φ35
×
1.2的金属焊管,尾部段2采用φ27.4
×
1.0的金属焊管,口部段1为偏心结构,偏心部位内部设有导流口与尾部段2连通,所述尾部段2弯曲成至少三段,其中第一段与口部段1焊接成第一直线段,该第一直线段安装在车身上时口部段1的加油口的仰角不小于30
°
,第一直线段的长度大于120mm,其中尾部段2的第一段的长度大于40mm,所述尾部段2的其余各段根据车身情况呈向下和向侧面逐段弯曲。
24.尾部段2材料采用φ27.4
×
1.0的金属焊管,并配合特定安装角度和管道弯曲结构,可在使用标准加油枪加油时,保证加油主管内径能满足形成有效液封的要求。口部段1材料采用φ35
×
1.2的金属焊管,以保证管口胀型后滚制螺纹能满足强度,两段结构分别胀型成型后焊接,再弯形。为保证加油顺畅,不会形成湍流,所述加油主管的尾部段2的各段与前端之间弯曲的角度不小于90
°
。
25.在所述加油主管的口部段1还设有安装法兰3,所述安装法兰3上点焊有螺钉,安装法兰3的内侧面设有密封垫31。安装法兰3与车身相连固定,安装法兰3采用点焊焊接螺钉的结构,可以让装车操作更方便。原国五排放加油管的设计为安装法兰上点焊焊接螺母通过安装螺栓将加油管与车身连接固定,这种结构操作可视化程度低,装配难度大。为提高加油管总成与车身的安装可操作性,将结构设计为安装法兰3上点焊焊接螺钉,装配时螺钉可以
穿过车身安装孔,操作者能直接看到螺钉位置,因而操作更方便。
26.如图2所示,所述加油主管的口部段1的开口处设有锥度为100
±5°
的锥面11,锥面11的粗糙度不高于ra1.6。在加油主管的口部段1采用偏心结构主要是满足加油枪的位置要求。锥面的锥度和粗糙度设计主要是能与加油枪形成紧密接触,保证加油管口的密封性。
27.本技术通过在加油主管形成液封,限制了蒸汽的逃逸,能非常有效地控制加油排放,但是,在加油过程中不可避免地会导致燃油箱产生大量的燃油蒸汽,而大量燃油蒸汽会导致油箱压力增高,从而可能导致提前跳枪。因此,本技术还增加了蒸汽循环管4,所述蒸汽循环管4的头部与加油主管口部段1的偏心部位连通,尾部通过三通阀分别与油箱上的碳罐和积液盒相连。通过设置蒸汽循环管4,可减少蒸汽产生,降低油箱压力,缓解过量加油,管理过量的燃油蒸汽,减小碳罐负荷,避免损坏燃油系统部件。
28.蒸汽循环管4需要通过快插接头41分别与燃油系统的碳罐和积液盒连接,而快插接头41为φ7.89
±
0.06,尺寸由碳罐决定,为保证快插接头41装配密封性,蒸汽循环管4尾端快速接头外表面应保证至少ra0.8的要求。根据循环要求,蒸汽循环管4内径要求φ2.5
‑
4mm,如果利用外径为7.89mm,内径为2.5
‑
4mm管件制作蒸汽循环管4,壁厚太厚成型困难,且管件外表面粗糙度无法满足要求。如图3所示,本技术将蒸汽循环管4的尾部设置成快插接头结构与连接碳罐和积液盒的三通阀相联,蒸汽循环管4材料采用φ8
×
0.8无缝管,以保证成型时材料经过挤压,在满足快插接头41尺寸φ7.89
±
0.06的同时,能满足快插接头41外表面ra0.8的要求,并且将φ2.5
‑
4mm的蒸汽节流孔42设置在蒸汽循环管4尾端,以便于收口能与快速接头同时成型。
29.进一步的,还包括部件安装支架6、管件固定支架7和加油管安装支架8,所述部件安装支架6依据碳罐截止阀及空滤总成的结构特点,确定安装支架结构,为保证安装支架能成型,并且避免加油管在运输过程中该支架变形,将该支架结构分为空滤总成安装架61和碳罐截止阀安装架62,所述空滤总成安装架61与加油主管尾部段2的第一段焊接固定,所述碳罐截止阀安装架63通过螺钉安装在空滤总成安装架61上,可以选择于上线前装配,从而很好地解决成型困难及运输变形的问题。所述管件固定支架7沿加油主管设有多个,将通气管5和蒸汽循环管4固定在加油主管上,便于统一装配管理。所述加油管安装支架8位于加油主管中部,用于连接车身安装架,对整个加油管总成起到固定作用。
30.具体的,如图4、图5所示,所述碳罐截止阀安装架62通过卡爪63和位于卡爪63前端的止退钩64与碳罐截止阀连接固定,卡爪63厚度不小于1.2mm,宽度为26
‑
26.2mm,所述止退钩64的长度为13
‑
14.5mm。碳罐截止阀安装架62需具备一定弹性,弹簧钢虽然弹性好,但是成型困难,而支架结构复杂,无法用弹簧钢成型,所以选择低碳钢冷轧板成型,利用尺寸控制来满足装配要求。上述尺寸可保证碳罐截止阀安装架62即使经过表面处理后仍能轻松装入碳罐截止阀卡槽,并保证装配后能稳定可靠不晃动。此外,为了实现碳罐截止阀的快速安装以及保证只退的稳定性,所述止退钩64的装入端角度应不大于46
°
,止退端角度不小于45
°
。
31.本实用新型根据对加油主管能形成有效液封、满足密封要求及可制作性要求,增加燃油蒸汽循环结构,控制燃料污染,缓解过量加油,管理过量的燃油蒸汽,减少加油过程中蒸汽产生等措施控制加油管总成的加油排放,并使其具有良好的加油性能,在加油过程中无提前跳枪和反喷。并且结合总成与车身、碳罐截止阀及空滤总成等部件的装配设计,各
管路走向及其与车身零部件之间的间隙设计,以保证所设计加油管总成装配可靠且操作方便,具有很好的实用性和应用前景。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。