本发明涉及一种方法,其精度良好地评价在构成铁道车辆用的台车构架的部件间形成的焊态(as-weld)焊接部的焊趾部上产生的应力。
背景技术:
铁道车辆由车身和支承该车身的台车构成。台车由台车构架和被安装于该台车构架上的轮轴构成,台车构架经由空气弹簧连接于车身。
通常,上述铁道车辆用的台车构架通过以下叙述的一系列制造步骤制造来制造(例如,参照专利文献1)。
首先,准备被加工成预定的形状的部件(钢材)。接着,组合准备的部件,将部件彼此通过气体保护电弧焊接(例如,mag焊接)接合,成形台车构架。
接着,针对形成在部件间的焊接部的焊趾部(部件和焊接部的可识别的分界线)等预想会产生高应力的部位,通过研磨机修整焊接部的表面的形状。接着,对台车构架实施退火处理,除去残存应力。接着,台车构架实施喷丸,进行机械加工,焊接配管座等小件附加件,对台车构架实施涂装。
通过上述那样的一系列制造步骤制造台车构架。
在此,若在修整前的焊接部的焊趾部产生的应力为允许应力的上限值以下,则可以省略研磨机进行的焊接部的修整。换言之,不必修整形成车在构成台构架的部件间的焊态焊接部(已焊接状态的焊接部),保持其原来的状态。若可以省略修整,则相应地能够提高台车构架的制造效率,因此,期待有在焊态焊接部的修整前能够精度良好地评价在焊态焊接部的焊趾部产生的应力的方法。
在台车构架的设计阶段,由于不存在台车构架,因此无法将台车构架安装于疲劳试验机。因此,难以直接测定在台车构架具有的焊态焊接部的焊趾部上产生的应力。由于这个原因,想到如下方法:通过制作台车构架的有限元模型,使用该有限元模型执行有限元法分析,从而计算在焊态焊接部的焊趾部上产生的应力。
例如,在焊态焊接部形成在构成十字型焊接接头的部件间的情况下,在上述的有限元模型中,如图2的(a)所示,想到将焊态焊接部3的截面建模成三角形。此时,焊态焊接部3的焊趾部32a、32b为有角的形状(具有切线不确定的几何学上的奇异点(角点)的形状)。即,焊趾部32a是部件1的边缘11与焊态焊接部3的边缘31交叉的部分,但因为作为直线的边缘11和作为直线的边缘31呈折线状交叉,所以其交点成为角点。关于焊趾部32b也是同样的。
如上述,在使用以焊趾部成为有角的形状的方式建模了焊态焊接部的有限元模型的情况下,即使较细地设定有限元模型的网格,由于计算结果较强地取决于网格尺寸,所以存在不能精度良好地计算在焊趾部上产生的应力的问题。
另外,实际的台车构架具有的焊态焊接部的截面不是上述那样的简单的三角形状而是复杂的形状。此外,每个焊态焊接部存在个体差。因此,为了准确地建模焊态焊接部,会产生单独测定焊态焊接部的截面外形的需求等,需要很大工夫,因而是不现实的。
在此,专利文献2中公开了一种疲劳寿命评价系统,使用结构物的壳体模型通过有限元法运算结构物的各部分的应力,根据该算出的应力和预先存储的应力集中率及疲劳寿命评价线图,分别评价与应力集中部的各局部形状对应的疲劳寿命。
另外,在专利文献3中,公开了一种台车构架的强度评价方法,在车辆的台车构架的强度评价方法中,包括:针对台车构架制作fem模型的步骤;针对fem模型的节点,运算复合应力的步骤;以及根据复合应力制作安全率分布图,并进行强度评价的步骤。
[现有技术文献]
[专利文献]
专利文献1:日本特开2016-68593号公报
专利文献2:日本特开2003-149091号公报
专利文献3:日本特开2005-190242号公报
技术实现要素:
[发明要解决的技术问题]
然而,在专利文献2的疲劳寿命评价系统中,使用壳体模型。因此,不得不将上述的焊态焊接部的截面建模成简单的十字形状,不要说是个别复杂的形状,就是简单的三角形也不能再现。因此,显而易见的是,相比于固体模型,壳体模型的应力的解析精度更差。
另外,在专利文献3的台车构架的强度评价方法中,虽然使用固体模型,但分别制作以焊态焊接部为前提并以焊趾部为角点的模型、和以研磨机加工为前提并将焊趾部设为没有角的磨圆形状的模型,需要从各个模型中的安全率出发,决定焊态焊接部还是研磨机加工,因此在设计步骤上需要很多时间和工夫。
本发明是为了解决上述那样的现有的问题点而提出的,其课题在于提供一种方法,能够正确地捕捉焊接部的截面形状并精度良好地评价在形成在构成铁道车辆用的台车构架的部件间的焊态焊接部的焊趾部上产生的应力,而且,能够省略以模拟焊态焊接部的焊趾部为角点的模型的有限元法分析的步骤。
[用于解决技术问题的技术手段]
为了解决上述技术问题,本发明的发明者们进行了深入的研究,最终认识到以下的(a)~(g)的事项。
(a)在有限元模型的制作中若选择三维固体要素,并使用将台车构架整体用本要素进行分割的模型(下面,固体模型),则能够准确地再现焊接部的截面的填角形状等。因此,相比于使用壳体模型的情况,使用固体模型更能够提高应力的解析精度。
(b)如果使用具有以焊趾部成为没有角的圆滑的形状(由切线确定的点构成的形状)的方式对焊态焊接部施加修整的焊接部(将其称为“修整后焊接部”)的台车构架的有限元模型执行有限元法分析,则能够精度良好地计算在该修整后焊接部的焊趾部上产生的应力。
(c)在焊态焊接部上产生的标称应力与在对该焊态焊接部施加修整的修整后焊接部上产生的标称应力是同等的。
(d)焊态焊接部的焊趾部的切口系数、及修整后焊接部的焊趾部的切口系数或应力集中系数可以使用试验片实验性地求得,即使焊态焊接部的截面外形为复杂的形状,该切口系数也不会较大地变动。
(e)因此,若通过有限元法分析计算在修整后焊接部的焊趾部上产生的应力,使用该应力以及修整后焊接部的焊趾部的切口系数或应力集中系数,计算修整后焊接部的标称应力,则该修整后焊接部的标称应力与焊态焊接部的标称应力是同等的。即,能够计算焊态焊接部的标称应力。使用该焊态焊接部的标称应力和焊态焊接部的焊趾部的切口系数,能够计算在焊态焊接部的焊趾部上产生的应力。
(f)使用上述(d)的方法,则可以省略以模拟设计步骤中的焊态焊接部的焊趾部作为角点的模型的有限元法分析的步骤。
(g)如果将上述(a)~(f)的手法应用于形成在构成铁道车辆用的台车构架的部件间的焊态焊接部,则能够准确地捕捉焊接部的截面形状并精度良好地评价在形成在构成铁道车辆用的台车构架的部件间的焊态焊接部的焊趾部上产生的应力,而且可以省略将模拟焊态焊接部的焊趾部作为角点的模型的有限元法分析的步骤。
本发明是基于上述本发明的发明者们的见解而完成的。
即,为了解决上述技术问题,本发明提供一种铁道车辆用台车构架的焊态焊接部的应力评价方法,是评价在构成铁道车辆用的台车构架的部件间形成的焊态焊接部的焊趾部上产生的应力的方法,其特征在于,包括以下第一~第四步骤。
(1)第一步骤:制作基于所述台车构架的固体模型的有限元模型,所述台车构架具有以所述焊趾部成为没有角的圆滑的形状的方式对所述焊态焊接部施加修整的修整后焊接部。
(2)第二步骤:使用所述第一步骤中制作的所述有限元模型,执行有限元法分析,从而计算在所述修整后焊接部的焊趾部上产生的应力。
(3)第三步骤:使用所述第二步骤中算出的应力、及预先测定的所述修整后焊接部的焊趾部的切口系数或应力集中系数,计算所述修整后焊接部的标称应力,将该修整后焊接部的标称应力看作所述焊态焊接部的标称应力。
(4)第四步骤:使用所述第三步骤中得到的所述焊态焊接部的标称应力、及预先测定的所述焊态焊接部的焊趾部的切口系数,计算在所述焊态焊接部的焊趾部上产生的应力。
根据本发明,因为使用的模型为如下模型:在第一步骤中,制作基于具有修整后焊接部的台车构架的固体模型的有限元模型,在第二步骤中,通过使用该有限元模型,执行有限元法分析,从而忠实地再现修整后焊接部的焊趾部的形状,所以能够精度良好地计算在该部产生的应力。而且,通过执行第三步骤及第四步骤,能够根据第二步骤中算出的应力精度良好地计算在焊态焊接部的焊趾部上产生的应力并进行评价。
如以上,根据本发明,通过使用相比于专利文献2的壳体模型更能忠实地再现焊趾部的形状的固体模型,从而能够准确地捕捉焊接部的截面形状并精度良好地评价在焊态焊接部的焊趾部上产生的应力。
而且,根据本发明,针对由于解的网格尺寸依赖性的问题而难以建模的焊态焊接部,不需要对其直接建模。即,根据本发明,可以省略专利文献3中为必须的、设计步骤中的将模拟焊态焊接部得到的焊趾部作为角点的模型的有限元法分析的步骤。
此外,在本发明中,所谓“焊趾部成为没有角的圆滑的形状”,表示在修整后焊接部的截面中焊趾部是由切线确定的点构成的形状。
优选地,在所述第三步骤中使用所述修整后焊接部的焊趾部的切口系数的情况下,所述切口系数是通过使用设置有相当于所述修整后焊接部的焊接部的试验片实施疲劳试验而测定的,在所述第三步骤中使用所述修整后焊接部的焊趾部的应力集中系数的情况下,所述应力集中系数是通过使用设置有相当于所述修整后焊接部的焊接部的试验片实施静载荷试验而测定的,在所述第四步骤中使用的所述焊态焊接部的焊趾部的切口系数是通过使用设置有相当于所述焊态焊接部的焊接部的试验片实施疲劳试验而测定的。
在上述优选的构成中,所谓“设置有相当于焊态焊接部的焊接部的试验片”,是指将以与形成实际的台车构架具有的焊态焊接部时同等的焊接条件形成的焊接部不被修整地原样设置的试验片(下面,适当将其称为“第一试验片”)。具体而言,第一试验片所设有的焊接部使用与形成实际的台车构架具有的焊态焊接部时相同的焊接方式、焊接材料、焊接电流等而形成。另外,由第一试验片所设有的焊接部接合的部件的材质使用与由实际的台车构架具有的焊态焊接部接合的部件的材质相同的材质。并且,第一试验片所设有的焊接部及由该焊接部所接合的部件所构成的焊接接头的形式,与实际的台车构架具有的焊态焊接部及由该焊态焊接部接合的部件所构成的焊接接头的形式是相同的。
此外,在上述优选的结构中,所谓“设置有相当于修整后焊接部的焊接部的试验片”,是指将以与形成实际的台车构架具有的焊态焊接部时同等的焊接条件形成的焊接部,以与修整实际的台车构架具有的修整后焊接部时同等的条件进行修整而得到的试验片(下面,适当将其称为“第二试验片”)。具体而言,例如,在实际的台车构架具有的修整后焊接部被形成在构成十字型焊接接头的部件间、且修整后焊接部的焊趾部的截面外形为具有向外侧凹的预定的曲率半径的圆弧状的情况下,第二试验片所设有的焊接部也被修整成具有相同的曲率半径的圆弧状。
在本发明中,优选地,在所述焊态焊接部被形成在构成十字型焊接接头、t字型焊接接头或斜交接头的部件间的情况下,所述修整后焊接部的焊趾部的截面外形为向外侧凹的圆弧状。
根据上述优选的方法,能够容易地将修整后焊接部的焊趾部设为没有角的圆滑的形状。
在此,将在第二步骤中算出的修整后焊接部的焊趾部上产生的应力设为σ1,将在第四步骤中算出的焊态焊接部的焊趾部上产生的应力设为σ2,将修整后焊接部的焊趾部的允许应力设为σg,将焊态焊接部的焊趾部的允许应力设为σa。此时,根据本发明的发明者们的见解,可以例示σ2/σ1=1.3,σa/σg=0.6。
而且,上述的情况下,若将修整后焊接部的焊趾部的安全率(修整后焊接部的焊趾部对于允许应力的安全率)设为zg,则安全率zg以如下的式(1)表示。此外,若将焊态焊接部的焊趾部的安全率(焊态焊接部的焊趾部对于允许应力的安全率)设为za,则安全率za以如下的式(2)表示。
zg=σg/σ1···(1)
za=σa/σ2···(2)
根据上述式(1)及式(2),以下的式(3)成立。
za=zg·(σa/σg)/(σ2/σ1)···(3)
例如,在修整后焊接部的焊趾部的安全率zg=2的情况下,若如前述的例示那样,设为σa/σg=0.6、σ2/σ1=1.3,则根据上述的式(3),焊态焊接部的焊趾部的安全率za=0.92。即,因为安全率za小于1.0,所以认为需要修整焊态焊接部。
另一方面,在修整后焊接部的焊趾部的安全率zg=2.5的情况下,若按照前述的例示那样,设为σa/σg=0.6、σ2/σ1=1.3,则根据上述的式(3),焊态焊接部的焊趾部的安全率za=1.15。即,因为安全率za为1.0以上,所以认为可以不需要焊态焊接部的修整。
如上所述,是否需要焊态焊接部的修整的分歧点的是,焊态焊接部的焊趾部的安全率za=1.0,若将此时的修整后焊接部的焊趾部的安全率zg看作判断是否需要修整的边界安全率zg,th,根据上述的式(3),下述的式(4)成立。
zg,th=(σ2/σ1)/(σa/σg)···(4)
因此,在制作用颜色或浓淡表现了修整后焊接部的焊趾部的安全率zg的值(以式(1)算出的安全率zg的值)的等高线显示的情况下,将以上述的式(4)所表示的边界安全率zg,th的值作为颜色或浓淡的分界线,在以上述的式(1)计算出的安全率zg的值为以式(4)表示的边界安全率zg,th以上的情况与小于边界安全率的情况下,使等高线显示的颜色或浓淡不同即可。由此,通过观察制作的等高线显示,能够容易地评价是否需要焊态焊接部的修整。
即,在本发明中,优选地,还包括等高线显示制作步骤,其在将所述第二步骤中算出的在所述修整后焊接部的焊趾部上产生的应力作为σ1,将所述第四步骤中算出的在所述焊态焊接部的焊趾部上产生的应力作为σ2,将所述修整后焊接部的焊趾部的允许应力作为σg,将所述焊态焊接部的焊趾部的允许应力作为σa的情况下,制作用颜色或浓淡表现了以上述的式(1)表示的所述修整后焊接部的焊趾部的安全率zg的值的等高线显示;在所述等高线显示制作步骤中,将式(3)中的焊态焊接部的焊趾部的安全率za设为1而表示的所述安全率zg的值,作为边界安全率zg,th而导出式(4),制作将该式的边界安全率zg,th的值作为颜色或浓淡的分界线的等高线显示。
根据上述优选的方法,通过观察制作出的等高线显示,能够容易地评价是否需要焊态焊接部的修整。如前所述,在专利文献3中,必须对解析焊态焊接部的修整前和修整后的两个模型得到的等高线显示进行观察来判断是否需要修整,但在本发明中,仅通过解析焊态焊接部的修整后的一个模型,能够判断是否需要修整。
[发明效果]
根据本发明,能够准确地捕捉焊接部的截面形状并精度良好地评价在形成在构成铁道车辆用的台车构架的部件间的焊态焊接部的焊趾部上产生的应力,而且能够省略以模拟焊态焊接部的焊趾部为角点的模型的有限元法分析的步骤。
附图说明
图1是说明本发明的一实施方式的铁道车辆用台车构架的焊态焊接部的应力评价方法的步骤的流程图。
图2是二维地示出比较例及本发明的一实施方式的应力评价方法中使用的台车构架的有限元模型中,焊接部附近的有限元模型(固体模型)的一个示例的概要的图。
图3是二维地示出比较例及本发明的一实施方式的应力评价方法中使用的台车构架的有限元模型中,焊接部附近的有限元模型(固体模型)的其他例子的概要的图。
图4是概要性地示出设置有与实际的台车构架具有的焊态焊接部相当的焊接部的第一试验片的一个示例的图。
图5是示出在图1所示的等高线显示制作步骤s5中制作的等高线显示的一个例子的图。
具体实施方式
下面,适当参照附图,针对本发明的一实施方式进行说明。
图1是说明本发明的一实施方式的铁道车辆用台车构架的焊态焊接部的应力评价方法(下面,适当简称为“应力评价方法”)的步骤的流程图。
如图1所示,本实施方式的应力评价方法包括第一步骤s1、第二步骤s2、第三步骤s3及第四步骤s4。此外,本实施方式的应力评价方法作为优选的方法包括准备步骤s0,其预先测定第三步骤s3中使用的修整后焊接部的焊趾部的切口系数或应力集中系数、及第四步骤s4中使用的焊态焊接部的焊趾部的切口系数。并且,本实施方式的应力评价方法作为优选的方法包括等高线显示制作步骤s5,其制作用颜色或浓淡来表现了安全率的值的等高线显示,该安全率的值是使用第二步骤s2中算出的在修整后焊接部的焊趾部上产生的应力而算出的。
下面,从第一步骤s1起依次针对各步骤s1~s4进行说明,然后,针对准备步骤s0进行说明,最后针对等高线显示制作步骤s5进行说明。
<第一步骤s1>
在第一步骤s1中,制作台车构架的固体模型的有限元模型,其具有以焊态焊接部的焊趾部成为没有角的圆滑的形状的方式对焊态焊接部实施了修整的修整后焊接部。
图2是二维地示出比较例及本实施方式的应力评价方法中使用的台车构架(台车构架的截面)的有限元模型中,焊接部(焊态焊接部及修整后焊接部)附近的有限元模型(固体模型)的一个示例的概要的图。图2的(a)是比较例的应力评价方法中使用的焊态焊接部附近的有限元模型,图2的(b)是本实施方式的应力评价方法中使用的修整后焊接部附近的有限元模型。在图2中,例示出焊接部被形成在构成十字型焊接接头的部件间的情况。此外,在十字型焊接接头中,实际上在4个位置形成焊接部,但在图2中为了方便,仅图示出在1个位置形成的焊接部。
如图2的(a)所示,在比较例的应力评价方法中,十字型焊接接头100’由部件1、2a、2b、以及形成在部件1和部件2a之间及部件1和部件2b之间的焊态焊接部3构成(在图2的(a)中,形成在部件1和部件2a之间的两处焊态焊接部3中仅图示出一处),焊态焊接部3的截面被建模成三角形状。此时,如前所述,焊态焊接部3的焊趾部32a、32b成为有角的形状(具有切线不确定的几何学的奇异点(角点)的形状)。即,焊趾部32a是部件1的边缘11和焊态焊接部3的边缘31交叉的部分,但由于作为直线的边缘11和作为直线的边缘31呈折线状交叉,所以其交点成为角点。关于焊趾部32b也是同样的。如前所述,在使用以焊趾部32a、32b成为有角的形状的方式对焊态焊接部3建模的有限元模型的情况下,即使较细地设定有限元模型的网格,计算结果也较强地依赖网格尺寸,因此不能精度良好地计算在焊趾部32a、32b上产生的应力。
对此,在本实施方式的应力评价方法的第一步骤s1中,制作有限元模型,其具有以图2的(a)所示的焊态焊接部3的焊趾部32a、32b成为没有角的圆滑的形状(由切线确定的点构成的形状)的方式对焊态焊接部3施加了修整的修整后焊接部。即,如图2的(b)所示,本实施方式的应力评价方法的第一步骤s1中制作的十字型焊接接头100的有限元模型由部件1、2a、2b、以及形成在部件1和部件2a之间及部件1和部件2b之间的修整后焊接部4构成(在图2的(b)中,形成在部件1和部件2a之间的2处的修整后焊接部4中仅图示1处),修整后焊接部4的焊趾部42a、42b成为没有角的圆滑的形状。具体而言,在图2的(b)所示的例子中,修整后焊接部4的焊趾部42a、42b被建模成其截面外形为具有向外侧凹的预定的曲率半径(例如,曲率半径=3~10mm左右等)的圆弧状。
此外,在图2的(b)所示的例子中,举出十字型焊接接头100的有限元模型为例进行了说明,但t字型焊接接头或斜交接头的情况也是同样的,通过以修整后焊接部的焊趾部的截面外形成为向外侧凹的圆弧状的方式进行建模,从而能够使得修整后焊接部的焊趾部成为没有角的圆滑的形状。
图3是二维地示出在比较例及本实施方式的应力评价方法中使用的台车构架(台车构架的截面)的有限元模型中,焊接部(焊态焊接部及修整后焊接部)附近的有限元模型(固体模型)的其他例子的概要的图。图3的(a)是比较例的应力评价方法中使用的焊态焊接部附近的有限元模型,图3的(b)是在本实施方式的应力评价方法中使用的修整后焊接部附近的有限元模型。在图3中,例示出焊接部被形成在构成对接焊接接头的部件间的情况。
如图3的(a)所示,在比较例的应力评价方法中,对接焊接接头200’由部件5、6、以及形成在部件5和部件6之间的焊态焊接部7构成,焊态焊接部7的截面被建模成扇形状。此时,焊态焊接部7的焊趾部72a、72b成为有角部的形状。即,焊趾部72a是部件5的边缘51和焊态焊接部3的圆弧状的边缘71交叉的部分,因为边缘51和边缘71呈折线状交叉,因而其交点为角点。关于焊趾部72b也是同样的。与图2的(a)的情况同样地,在使用以焊趾部72a、72b成为有角的形状的方式建模焊态焊接部7的有限元模型的情况下,即使较细地设定有限元模型的网格,由于计算结果较强地依赖网格尺寸,因而不能精度良好地计算在焊趾部72a、72b上产生的应力。
对此,在本实施方式的应力评价方法的第一步骤s1中,制作有限元模型,其具有以图3的(a)所示的焊态焊接部7的焊趾部72a、72b成为没有角的圆滑的形状的方式对焊态焊接部7施加修整的修整后焊接部。即,如图3的(b)所示,本实施方式的应力评价方法的第一步骤s1中制作的对接焊接接头200的有限元模型由部件5、6、以及形成在部件5和部件6之间的修整后焊接部8构成,修整后焊接部8的焊趾部82a、82b为没有角的圆滑的形状。具体而言,在图3的(b)所示的例子中,以修整后焊接部8的边缘81位于与部件5的边缘51及部件6的边缘61共同的直线上的方式建模。由此,修整后焊接部8的焊趾部82a、82b成为没有角的圆滑的形状。
此外,在实际测定台车的应力的情况下,作为应变仪使用5mm量仪(jis规格e4208),因此,与此相配合,在本实施方式的应力评价方法的第一步骤s1中制作的有限元模型的网格尺寸(节点间距离)优选设定为5mm左右。在焊趾部等的曲率半径较小的部位,对应其形状,应用更细的网格尺寸即可。
<第二步骤s2>
在第二步骤s2中,通过利用第一步骤s1中制作的有限元模型,执行有限元法分析,从而计算在修整后焊接部的焊趾部上产生的应力。在图2的(b)所示的例子中,计算在修整后焊接部4的焊趾部42a、42b上产生的应力(最大应力)。
此外,关于第二步骤s2中执行的有限元法分析的具体内容,由于可以应用公知的有限元法分析,因而在此省略其详细的说明。
如以上的说明,根据本实施方式的应力评价方法,在第一步骤s1中,制作台车构架的有限元模型,该台车构架具有以焊趾部成为没有角的圆滑的形状的方式对焊态焊接部施加修整的修整后焊接部,在第二步骤s2中,利用该有限元模型执行有限元法分析,因此能够精度良好地计算在修整后焊接部的焊趾部上产生的应力。
<第三步骤s3>
在第三步骤s3中,使用第二步骤s2中算出的应力(在修整后焊接部的焊趾部上产生的应力)、及准备步骤s0中预先测定的修整后焊接部的焊趾部的切口系数或应力集中系数,计算焊态焊接部的标称应力。
具体而言,若将第二步骤s2中算出的应力作为σ1,将修整后焊接部的焊趾部的切口系数作为βg,将焊态焊接部的标称应力作为σn,则在第三步骤s3中,通过下述的式(5)计算焊态焊接部的标称应力σn。
σn=σ1/βg···(5)
此外,通过上述的式(5)直接算出的是修整后焊接部的标称应力,但修整后焊接部的标称应力与焊态焊接部的标称应力是同等的。因此,通过上述的式(5),计算修整后焊接部的标称应力,将该修整后焊接部的标称应力看作焊态焊接部的标称应力,从而能够计算焊态焊接部的标称应力。
在使用应力集中系数的情况下,通过将预先测定的应力集中系数的值代入到上述的式(5)的切口系数βg的项中,从而能够计算修整后焊接部的标称应力σn。此外,若从安全方面判断是否需要焊态焊接部的修整,则标称应力σn的计算中使用的切口系数βg或应力集中系数的值也可以不实际进行测定,而是设定为1。
<第四步骤s4>
在第四步骤s4中,使用第三步骤s3中得到的焊态焊接部的标称应力σn、及准备步骤s0中预先测定的焊态焊接部的焊趾部的切口系数,计算在焊态焊接部的焊趾部上产生的应力。
具体而言,若将焊态焊接部的焊趾部的切口系数作为βa,将在焊态焊接部的焊趾部上产生的应力作为σ2,则在第四步骤s4中,通过下述的式(6)计算在焊态焊接部的焊趾部上产生的应力σ2。
σ2=σn×βa···(6)
通过执行以上说明的第三步骤s3及第四步骤s4,能够根据第二步骤s中算出的应力σ1精度良好地计算在焊态焊接部的焊趾部上产生的应力σ2。而且,例如可以进行以下的评价:若算出的在焊态焊接部的焊趾部上产生的应力σ2超过允许应力的上限值,则按照通常的制造步骤用研磨机修整焊态焊接部,另一方面,若为允许应力的上限值以下,则能够省略修整。
如上述,根据本实施方式的应力评价方法,能够准确地捕捉焊接部的截面形状并精度良好地评价在构成铁道车辆用的台车构架的部件间形成的焊态焊接部的焊趾部上产生的应力,而且可以省略将模拟焊态焊接部的焊趾部作为角点的模型的有限元法分析的步骤。
<准备步骤s0>
在准备步骤s0中,测定第四步骤s4中使用的焊态焊接部的焊趾部的切口系数βa。具体而言,准备设置有与实际的台车构架具有的焊态焊接部相当的焊接部的第一试验片,使用该第一试验片实施疲劳试验,从而测定切口系数βa。
另外,在第三步骤s3中使用修整后焊接部的焊趾部的切口系数βg的情况下,在准备步骤s0中测定该切口系数βg。具体而言,准备第二试验片,其设置有与实际的台车构架具有的修整后焊接部相当的焊接部,使用该第二试验片实施疲劳试验,从而测定切口系数βg。此外,在第三步骤s3中使用修整后焊接部的焊趾部的应力集中系数的情况下,通过使用上述的第二试验片实施静载荷试验,从而测定应力集中系数。
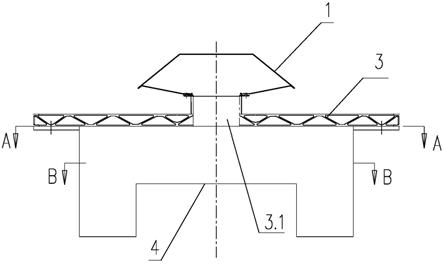
图4是概要地示出设置有与实际的台车构架具有的焊态焊接部相当的焊接部的第一试验片的一个示例的图。图4的(a)是主视图,图4的(b)是俯视图。图4所示的第一试验片100a是在实际的台车构架具有的焊态焊接部被形成在构成十字型焊接接头的部件间的情况下准备的试验片的例子。此外,在图4中,为了方便以三角形图示焊接部3a,但实际上是复杂的形状而不是简单的三角形。
如图4所示,与实际的台车构架具有的十字型焊接接头同样地,第一试验片100a是由部件1a、2aa、2ab、以及形成在部件1a和部件2aa之间及部件1a和部件2ab之间的焊接部3a构成的十字型焊接接头的形式。在第一试验片100a上,没有修整地原样设置有焊接部3a,该焊接部3a是以与形成实际的台车构架具有的焊态焊接部时同等的焊接条件形成的。具体而言,第一试验片100a所设有的焊接部3a使用与形成实际的台车构架具有的焊态焊接部时相同的焊接方式、焊接材料、焊接电流等而形成。另外,由第一试验片100a所设有的焊接部3a接合的部件1a、2aa、2ab的材质使用与由实际的台车构架具有的焊态焊接部接合的部件的材质相同的材质。
此外,虽然省略图示,但设置有与实际的台车构架具有的修整后焊接部相当的焊接部的第二试验片也具有与图4所示的第一试验片100a同样的结构。第二试验片所设有的焊接部对于以与形成实际的台车构架具有的焊态焊接部时同等的焊接条件形成的焊接部,以与修整实际的台车构架具有的修整后焊接部时同等的条件进行修整。具体而言,例如,在实际的台车构架具有的修整后焊接部的焊趾部的截面外形为具有向外侧凹的预定的曲率半径的圆弧状的情况下,第二试验片所设有的焊接部也被修整成具有相同曲率半径的圆弧状。
在第三步骤s3中使用修整后焊接部的焊趾部的切口系数βg的情况下,在准备步骤s0中,通过使用这些第一试验片100a及第二试验片实施疲劳试验,从而测定切口系数βa及切口系数βg。
具体而言,将第一试验片100a安装于疲劳试验机,在焊接部3a的焊趾部贴上应变仪,一边向第一试验片100a的长度方向(图4的(a)中以箭头x所示的方向)重复施加负荷,实施疲劳试验,一边测定应变。通过对测定出的应变,乘以由部件1a、2aa、2ab的材质决定的弹性模量来换算成应力。另一方面,通过将疲劳试验中附加的荷重除以第一试验片100a的截面积(图4的(b)所示的截面积为大致一定的区域a的截面积),来计算标称应力。另外,如图4的(b)所示,还可以将在从焊接部3a的趾部分开预定距离l(l=20~30mm)的第一试验片100a的宽度方向中央的位置贴附应变仪9而算出的应力作为标称应力。根据该标称应力和如上述贴附应变仪而算出的应力之比计算切口系数βa。关于切口系数βg也是同样地,能够使用第二试验片来计算。
在第三步骤s3中使用修整后焊接部的焊趾部的应力集中系数的情况下,在准备步骤s0中,通过代替测定切口系数βg时的疲劳试验,而实施使用第二试验片的静载荷试验,来测定应力集中系数即可。
在将第二试验片所设有的焊接部(修整后焊接部)修整为曲率半径10mm左右的圆弧状的情况下,修整后焊接部的焊趾部的应力集中系数变小,切口系数βg成为与该应力集中系数同等的值。
此外,在上面的说明中,针对用应力进行整理来计算切口系数βa及切口系数βg(或应力集中系数)的步骤进行了例示,但因为应力是应变和弹性模量之积,所以还能够用将应力除以弹性模量而得到的应变进行整理,从而计算切口系数βa及切口系数βg(或应力集中系数)。
此外,优选地,在准备步骤s0中,算出后述的等高线显示制作步骤s5中使用的焊态焊接部的焊趾部的允许应力σa、及修整后焊接部的焊趾部的允许应力σg。具体而言,能够实施利用第一试验片100a的疲劳试验,从而计算焊态焊接部的焊趾部的允许应力σa。此外,能够实施利用第二试验片的疲劳试验,从而计算修整后焊接部的焊趾部的允许应力σg。
但是,本发明并不限定于此,还能够将允许应力σa及σg设定为预定的常数。
<等高线显示制作步骤s5>
在等高线显示制作步骤s5中,如前所述,在将第二步骤s2中算出的在修整后焊接部的焊趾部上产生的应力作为σ1,将第四步骤s4中算出的在焊态焊接部的焊趾部上产生的应力作为σ2,将修整后焊接部的焊趾部的允许应力作为σg,将焊态焊接部的焊趾部的允许应力作为σa的情况下,制作等高线显示,该等高线显示用颜色或浓淡来表现以下面的式(1)表示的修整后焊接部的焊趾部的安全率zg的值。
在该等高线显示制作步骤s5中,将式(3)中的焊态焊接部的焊趾部的安全率za作为1而表示的所述安全率zg的值,作为边界安全率zg,th而导出式(4),制作将该式的边界安全率zg,th的值作为颜色或浓淡的分界线的等高线显示,
zg=σg/σ1···(1)
za=zg·(σa/σg)/(σ2/σ1)···(3)
zg,th=(σ2/σ1)/(σa/σg)···(4)
根据以上说明的等高线显示制作步骤s5,在用上述的式(1)算出的安全率zg的值为式(4)表示的边界安全率以上的情况、与小于边界安全率的情况下,等高线显示的颜色或浓淡变得不同。因此,通过观察制作的等高线显示,能够容易地评价是否需要焊态焊接部的修整。
图5是示出等高线显示制作步骤s5制作的等高线显示的一个例子的图。在图5所示的等高线显示中,对于用上述的式(1)算出的安全率zg的值为式(4)表示的边界安全率以上的区域,不施加阴影线(白色),对小于边界安全率的区域,施加阴影线并使浓淡变暗。即,图5的阴影线区域表示zg<zg,th。此外,在图5所示的例子中,即使是同样小于边界安全率的区域,也对应于安全率zg的值而变更了阴影线种类。
观察图5所示的等高线显示,则能够容易地进行评价:没有施加阴影线的区域不需要焊态焊接部的修整,施加阴影线的区域需要焊态焊接部的修整。
本文用于企业家、创业者技术爱好者查询,结果仅供参考。