1.本实用新型涉及一种汽车用新型一体式车门窗框结构。
背景技术:
2.目前市场上常见的汽车窗框,一般为分体式结构,即车门窗框由上框、a/b/c柱、横梁及安装支架等零件通过弧焊或点焊组成。此种窗框的优点是断面通用化率较高,不同车型可以共用同一个断面结构,可以降低零件的开发成本,缩短开发周期。但随着汽车轻量化要求的提高及顾客对车辆外观要求的提高,此种窗框的缺点也日益凸显:第一,轻量化难度较大,因窗框要直接与密封条装配,要求的断面比价复杂,尺寸优化空间小,减重效果不明显。若直接将窗框材料改为铝合金,则辊压成型困难,成本太高;第二,各部件之间通过弧焊、点焊连接,存在零件多、精度差等缺陷;第三,上框断面尺寸偏大,无法安装亮条。
3.为了解决上述问题,特此提出本实用新型。
技术实现要素:
4.本实用新型的目的在于提供一种汽车用新型一体式车门窗框结构。
5.上述目的是以下述技术方案实现的:
6.一种汽车用新型一体式车门窗框结构,适用于汽车的前车门、后车门,包括内板、上框、b柱分总成以及滑槽分总成;上框、b柱分总成、滑槽分总成均通过点焊与内板连接。
7.优选的,所述b柱分总成是由b柱和锁扣通过点焊连接而成。
8.b柱是辊压、冲压成型的;上述的锁扣是冲压成型的,结构简单,通用化率高,可以降低零件的开发成本和开发周期。
9.优选的,所述滑槽分总成是由滑槽和支架通过点焊连接而成。
10.上述的滑槽是辊压成型,支架是冲压成型。
11.优选的,所述的内板是通过多序冲压一次成型的;属于车门窗框的主体件。
12.优选的,所述上框的断面是通过辊压成型的;在上框的外侧加装有金属亮条。
13.优选的,上框断面结构简单,所述上框的宽度尺寸<14mm;传统结构上框的宽度尺寸>20mm;缩小上框断面尺寸、开阔乘车人视野。
14.优选的,所述b柱的断面是辊压后冲压成型的。
15.优选的,所述b柱上面设有外饰板安装面和安装孔。
16.优选的,所述滑槽的断面是通过辊压成型的。
17.优选的,所述锁扣是通过多序冲压一次成型。
18.有益效果:
19.1.本实用新型中内板是一次冲压成型,精度高;上框、b柱分总成、滑槽分总成全部通过点焊与内板连接;所有的焊接全部采用点焊,一次装夹后可完成所有焊接工序,自动化程度高。
20.2.本实用新型中降低车门重量,减少零件数量、提高窗框精度;缩小上框断面尺
寸、开阔乘车人视野,并且可以加装亮条;采用点焊连接技术,取消了切角、弧焊、打磨等工艺带来的零件的外观缺陷,同时提高了制造车间的安全环保水平。
附图说明
21.下面结合附图对本实用新型作进一步说明。
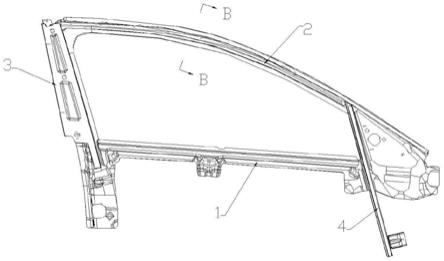
22.图1是汽车用新型一体式车门窗框结构示意图;
23.图2是上框和内板焊接后的b
‑
b剖视图;
24.图3是b柱分总成结构示意图;
25.图4是滑槽分总成结构示意图;
26.图5是内板结构示意图;
27.图6是上框结构示意图;
28.图7是上框a
‑
a剖视图;
29.图8是b柱结构示意图;
30.图9是b柱和内板焊接后的d
‑
d剖视图;
31.图10是b柱的c
‑
c剖视图;
32.图11是滑槽e
‑
e剖视图。
33.图中各标号为:1、内板;2、上框;3、b柱分总成;3
‑
1、b柱;3
‑
2、锁扣;3
‑
4、外饰板安装面;3
‑
5、安装孔;4、滑槽分总成;4
‑
1、滑槽;4
‑
2、支架。
具体实施方式
34.本实用新型涉及一种汽车用新型一体式车门窗框,适用于汽车的前车门、后车门,现以汽车的前门窗框为例对此进行详细的说明,
35.参照图1
‑
4,一种汽车用新型一体式车门窗框包括内板1、上框2、b柱分总成3以及滑槽分总成4;上框2、b柱分总成3、滑槽分总成4均通过点焊与内板1连接;所述b柱分总成3是由b柱3
‑
1和锁扣3
‑
2通过点焊连接而成;所述滑槽分总成4是由滑槽4
‑
1和支架4
‑
2通过点焊连接而成。所述的一体式车门窗框全部采用点焊工艺,取消了切角、弧焊等低效率工艺,提高了车间的环保水平,也利于实现自动化生产。
36.内板1和上框2的连接点为点焊位置12。
37.参照图5,所述的内板1是通过多序冲压一次成型的,产品精度高,而且利于实现自动化,生产效率高,同时,内板是通过冲压整体成型,能够满足窗框的跨距尺寸公差<0.5的要求,有效减少玻璃滑动时产生的异响。
38.参照图6,所述上框2的断面是通过辊压成型的,辊压工艺通用化率高,可以节约开发成本、缩短开发周期。辊压成型后再经过拉弯和冲压工艺,实现上框2的成型。
39.参照图7,所述上框2的断面结构简单,宽度尺寸为13.7,宽度尺寸<14mm,减重效果明显,并且截面宽度尺寸相对小,可以在上框2的外侧加装金属亮条,提高车辆的美观性,上框宽度尺寸减小,车内乘坐人员的视野更开阔。
40.参照图8,所述b柱3
‑
1上面设有外饰板安装面3
‑
4和安装孔3
‑
5,方便安装,同时提高了安装精度。
41.参照图9
‑
10,所述b柱3
‑
1的断面是通过辊压成型的,辊压工艺通用化率高,可以节
约开发成本、缩短开发周期。辊压成型后再经过冲压工艺,实现b柱3
‑
1的成型;b柱3
‑
1和内板1通过点焊连接,所述锁扣3
‑
2是通过多序冲压一次成型。
42.图11,所述滑槽4
‑
1的断面是通过辊压成型的,辊压工艺通用化率高,可以节约开发成本、缩短开发周期。辊压成型后再经过冲压工艺,实现滑槽4
‑
1的成型。
43.本实用新型中内板是一次冲压成型,精度高;内板是窗框的主体,上框、b柱分总成、滑槽分总成全部通过点焊与内板连接;所有的焊接全部采用点焊,一次装夹后可完成所有焊接工序,自动化程度高。
44.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点,对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
45.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。