:
1.本实用新型涉及机械设备领域,特别是一种适用于举升式车窗的附件粘结机构。
背景技术:
2.随着汽车工业的发展,举升式车窗在越野车、旅行车和商务车上的应用越来越频繁,举升式车窗能够提高车上人员的驾乘感受,同时对人们拿取车后门物品也提供一种更便捷的方式;目前的举升式车窗,包括玻璃本体、铰链、氮气弹簧支架,雨刮电机,线束总成和下卡条密封条;并且具有玻璃加热除霜、电控雨刷和喷嘴清洗以及防水密封等功能;然而,目前的后挡玻璃附件粘结工装无法适用于举升式车窗的附件粘结,即无法同时将铰链、氮气弹簧支架,雨刮电机,线束总成和下卡条密封条准确地安装在玻璃本体上;所以,现有的举升式车窗的附件粘结方法,通常是人工地将铰链、氮气弹簧支架,雨刮电机,线束总成和下卡条密封条安装在玻璃本体的对应位置上,这种安装方式效率低下,并且附件粘结准确性不高,粘结质量也不好,无法满足举升式车窗大批量附件粘结的生产要求。
技术实现要素:
3.本实用新型所要解决的技术问题是针对现有的后挡玻璃附件粘结工装无法同时将需要粘结的附件粘结在举升式车窗的玻璃主体上,以及现有的举升式车窗附件粘结工序粘结效率低下,粘结质量不高且无法满足大批量举升式车窗附件粘结生产要求等缺陷;提供一种适用于举升式车窗的,能够将多个附件同步粘结在举升式车窗的玻璃主体上的附件粘结机构。
4.为解决上述技术问题,本实用新型所述的一种举升式车窗附件粘结机构,包括仿形底座、定位装置、第一粘结装置、第二粘结装置、附件支撑装置和玻璃支撑装置,仿形底座具有与举升式车窗相对应的形状,定位装置包括多个定位件和连接件,至少两个定位件靠近仿形底座的前边设置,至少两个定位件靠近仿形底座相对的后边设置,至少一个定位件靠近仿形底座的侧边设置,至少一个定位件靠近仿形底座的另一个侧边设置,靠近仿形底座的两个侧边设置的定位件之间通过连接件连接,多个定位件和连接件共同用于将举升式车窗居中定位;第一粘结装置包括第一粘结底座、第一旋转件、夹紧件和第一加热件,第一旋转件的一端固定在第一粘结底座上,夹紧件固定在第一旋转件的另一端,第一加热件相对于仿形底座的位置对应的附件在举升式车窗上的位置相同,第一旋转件和夹紧件共同用于将对应的附件粘结在举升式车窗上;第二粘结装置包括第二粘结底座、第二旋转件、吸附支撑件和第二加热件,第二旋转件的一端固定在第二粘结底座上,吸附支撑件固定在第二旋转件的另一端,吸附支撑件具有与对应的附件相同的形状,第二加热件相对于仿形底座的位置与对应的附件在举升式车窗上的位置相同;第二旋转件和吸附支撑件共同用于将对应的附件吸附固定并且粘结在举升式车窗上;附件支撑装置具有与对应粘结的附件相对应的形状;附件支撑装置相对于仿形底座的位置,与对应的玻璃附件位于举升式车窗上的位置相同;玻璃支撑装置包括第一支撑气缸、支撑连接件和多个支撑吸盘,第一支撑气缸的支
撑端与支撑连接件的中心固定连接,多个支撑吸盘分别固定在支撑连接件的对应顶点上。
5.进一步的,此举升式车窗附件粘结机构的定位件包括多个第一定位件、至少两个第二定位件和连接件,至少两个第一定位件靠近仿形底座的前边设置,至少两个第一定位件靠近仿形底座相对的后边设置,至少一个第二定位件靠近仿形底座的一个侧边设置,至少一个第二定位件靠近仿形底座的另一个侧边设置,至少两个第二定位件之间通过连接件连接。
6.进一步的,此举升式车窗附件粘结机构的第一定位件包括第一底座、第一伸缩件和第一滚轮,第一伸缩件固定在第一底座的顶端,第一伸缩件的安装方向与第一底座的延伸方向垂直,第一伸缩件的伸缩端固定有第一滚轮,第一滚轮的安装方向与第一伸缩件的延伸方向垂直;第二定位件包括第二底座和第二辊轮,第二辊轮固定在第二底座的上端;连接件包括居中导轨、两个居中联动件、两个连杆和两个定位导轨、居中导轨上设置有两个滑块,两个居中联动件分别固定在居中导轨上的两个滑块上,连杆的一端与对应的居中联动件固定连接,连杆的另一端与第二定位件固定连接。
7.进一步的,此举升式车窗附件粘结机构的第一附件粘结装置还包括第一止挡件,第一止挡件固定在第一粘结底座上,第一止挡件的安装方向与水平方向垂直,第一止挡件用于限制第一旋转件的旋转范围;第二附件粘结装置还包括第二止挡件,第二止挡件固定在第二粘结底座上,第二止挡件的安装方向与水平方向垂直,第二止挡件用于限制第二旋转件的旋转范围。
8.进一步的,此举升式车窗附件粘结机构的第一旋转件包括第一旋转驱动件、第一旋转盘和第一旋转安装件,第一旋转盘固定在第一旋转驱动件上,第一旋转安装件的一端固定在第一旋转盘上,第一旋转安装件的另一端设置有夹紧件,夹紧件的安装方向与第一旋转安装件的延伸方向垂直;第二旋转件包括第二旋转驱动件、第二旋转盘和第二旋转安装件,第二旋转盘固定在第二旋转驱动件上,第二旋转安装件的一端固定在第二旋转盘上,第二旋转安装件的另一端设置有吸附支撑件,吸附支撑件的安装方向与第二旋转安装件的延伸方向垂直。
9.进一步的,此举升式车窗附件粘结机构的第一旋转件为旋转气缸,夹紧件为安装气爪,第二旋转件为旋转气缸;吸附支撑件包括驱动主体、吸附件和支撑件,吸附件固定在驱动主体的驱动端,支撑件套设在吸附件的外围。
10.进一步的,此举升式车窗附件粘结机构的吸附件为磁铁,支撑件为具有与对应附件相同形状的仿形定位块。
11.进一步的,此举升式车窗附件粘结机构的附件支撑装置包括支撑座、支撑连接件和仿形支撑件,支撑连接件固定在支撑座上,支撑连接件的支撑面上设置有仿形支撑件;仿形支撑件具有与需要粘结的附件相对应的形状。
12.进一步的,此举升式车窗附件粘结机构的玻璃支撑装置还包括至少两个第二支撑件和多个辅助支撑件,至少两个第二支撑件分别位于支撑连接件的下方,至少两个第二支撑件分别与支撑连接件固定连接,多个辅助支撑件与举升式车窗活动可分离连接,多个辅助支撑件用于驱动举升式车窗作直线升降运动;辅助支撑件的驱动端设置有圆形支撑块。
13.进一步的,此举升式车窗附件粘结机构的还包括感应件,感应件用于检测举升式车窗是否位于玻璃支撑装置上。
14.本实用新型所述的举升式车窗附件粘结机构,通过设置仿形底座、定位装置、多个粘结装置、多个附件支撑装置和玻璃支撑装置,能够对举升式车窗进行自动化附件粘结工序,并且将多个举升式车窗的附件同时粘结在玻璃本体上,提高了举升式车窗附件粘结的粘结效率以及粘结质量;本实用新型所述的举升式车窗生产成本较低,结构简单,安装使用方便稳固,有效地降低了组装的精度要求以及因装配而产生潜在风险,形成一种一体化程度高的附件装配工装。
附图说明:
15.图1为本实用新型所述的举升式车窗附件粘结机构的结构示意图;
16.图2为本实用新型所述的举升式车窗附件粘结机构的定位装置的结构示意图;
17.图3为本实用新型所述的举升式车窗附件粘结机构的第一粘结装置的结构示意图;
18.图4为本实用新型所述的举升式车窗附件粘结机构的第二粘结装置的结构示意图;
19.图5为本实用新型所述的举升式车窗附件粘结机构的第一附件支撑装置的结构示意图;
20.图6为本实用新型所述的举升式车窗附件粘结机构的第二附件支撑装置的结构示意图;
21.图7为本实用新型所述的举升式车窗附件粘结机构的玻璃支撑装置的结构示意图。
具体实施方式:
22.以下结合附图对本实用新型的内容作进一步说明。
23.如图1~图7所示,本实用新型所述的一种举升式车窗附件粘结机构,包括仿形底座1、定位装置2、第一粘结装置3、第二粘结装置4、附件支撑装置5和玻璃支撑装置6,所述仿形底座1具有与举升式车窗相对应的形状,所述定位装置2包括多个定位件21和连接件22,至少两个所述定位件21靠近所述仿形底座1的前边设置,至少两个所述定位件21靠近所述仿形底座1的相对的后边设置,至少一个所述定位件21靠近所述仿形底座1的侧边设置,至少一个所述定位件21靠近所述仿形底座1的另一个侧边设置,靠近所述仿形底座1的两个侧边设置的所述定位件21之间通过所述连接件22连接,多个所述定位件21和所述连接件22共同用于将举升式车窗居中定位;所述第一粘结装置3包括第一粘结底座31、第一旋转件32、夹紧件34和第一加热件35,所述第一旋转件32的一端固定在所述第一粘结底座31上,所述夹紧件34固定在所述第一旋转件32的另一端,所述第一旋转件32和所述夹紧件34共同用于将对应的附件粘结在举升式车窗上,所述第一加热件35相对于所述仿形底座1的位置对应的附件在举升式车窗上的位置相同;所述第二粘结装置4包括第二粘结底座41、第二旋转件42、吸附支撑件44和第二加热件45,所述第二旋转件42的一端固定在所述第二粘结底座41上,所述吸附支撑件44固定在所述第二旋转件42的另一端,所述第二旋转件42和所述吸附支撑件44共同用于将对应的附件吸附固定并且粘结在举升式车窗上,所述吸附支撑件44具有与对应粘结的附件相同的形状,所述第二加热件45相对于所述仿形底座1的位置对应的
附件在举升式车窗上的位置相同;所述附件支撑装置5具有与对应粘结的附件相对应的形状;所述附件支撑装置5相对于所述仿形底座1的位置与对应的玻璃附件位于举升式车窗上的位置相同;所述玻璃支撑装置6包括第一支撑气缸61、支撑连接件62和多个支撑吸盘63,所述第一支撑气缸61的支撑端与所述支撑连接件62的中心固定连接,多个所述支撑吸盘63分别固定在所述支撑连接件62的对应顶点上。通过设置所述仿形底座1、所述定位装置2、所述第一粘结装置3、所述第二粘结装置4,所述附件支撑装置5和所述玻璃支撑装置6,举升式车窗的附件能够同时粘结在举升式车窗上,相对于传统的举升式车窗附件粘结工序,减少了粘结时间,提高了粘结效率;并且相对于传统的人工粘结附件的方式,采用所述举升式车窗附件粘结机构来粘结附件能够提高举升式车窗的附件粘结的粘结质量;所述举升式车窗附件粘结工装有效地降低了组装的精度要求以及因装配而产生潜在风险,形成一种一体化程度高的附件装配工装。
24.如图2所示,所述定位件21包括四个所述第一定位件211和两个所述第二定位件212,四个所述第一定位件211分别独立设置,其中两个所述第一定位件211设置在所述仿形底座1的前边,另外两个所述第一定位件211设置在所述仿形底座1的相对的后边,位于所述仿形底座1前边的两个所述第一定位件211的安装方向与所述仿形底座1的前边的延伸方向平行,位于所述仿形底座1的相对的后边的两个所述第一定位件211的安装方向与所述仿形底座1的后边的延伸方向平行;具体地,所述第一定位件211包括第一底座2110、第一伸缩件2111和第一滚轮2112,所述第一伸缩件2111固定在所述第一底座2110的顶端,所述第一伸缩件2111的安装方向与所述第一底座2110的延伸方向垂直,所述第一伸缩件2111的伸缩端固定安装有所述第一滚轮2112,所述第一滚轮2112的安装方向与所述第一伸缩件2111的延伸方向垂直,所述第一伸缩件2111能够推动所述第一辊轮2112做直线伸缩运动;其中,位于靠近所述仿形底座1的前边的两个所述第一定位件211的第一辊轮2112,与位于靠近所述仿形底座1的后边的两个所述第一定位件211的第一辊轮2112彼此靠近设置,四个所述第一定位件211能够与举升式车窗对应的底边和顶边接触,四个所述第一定位件211用于将举升式车窗沿着纵向方向的居中定位;所述仿形底座1的两个侧边分别设置有一个所述第二定位件212,两个所述第二定位件212的延伸方向与所述仿形底座1的水平中心线的延伸方向平行;具体地,所述第二定位件212包括第二底座2120和第二辊轮2121,所述第二辊轮2121固定在所述第二底座2120的上端,两个所述第二定位件212的第二辊轮2121彼此靠近设置,两个所述第二定位件212分别设置在所述仿形底座1的外部。
25.为了控制所述第二定位件212移动,从而对举升式车窗进行横向居中定位,具体地,两个所述第二定位件212之间设置有连接件22,所述连接件22设置在两个所述第二定位件212的中心位置;具体地,所述连接件22包括居中导轨220、两个居中联动件221、两个连杆222和两个定位导轨223、所述居中导轨220上设置有两个滑块,两个居中联动件221分别固定在所述居中导轨220上的两个滑块上,两个居中联动件221能够沿着所述局中导轨220的滑轨做相对直线运动,所述连杆222的一端与对应的所述居中联动件221通过螺栓和螺母固定连接,所述连杆222的另一端穿过对应的所述第二定位件212的第二底座2120,并且通过螺栓和螺母与所述第二底座2120固定连接;对应的,所述第二定位件212的第二底座2120分别与所述定位导轨223的滑块固定连接,所述第二定位件212能够随着所述定位导轨223的滑块,在所述定位导轨223的滑轨上做直线往复运动;更具体地,位于所述仿形底座1两侧的
两个所述第二定位件212能够分别随着对应连接的所述居中导轨220的滑块,沿着所述居中导轨220的导轨的延伸方向并且在两个所述居中联动件221和两个所述连杆222的作用下,同步做相对直线相对运动;所述第二定位件212对应的第二辊轮2121能够同步的将举升式车窗的两个侧边夹紧,进而完成对举升式车窗的水平方向上的居中定位。
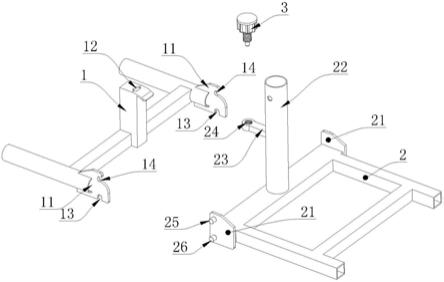
26.在图3中,所述第一附件粘结装置3包括第一粘结底座31、第一旋转件32、第一止挡件33、夹紧件34,所述第一旋转件32固定安装在所述第一粘结底座31的上方;其中,所述第一旋转件32包括第一旋转驱动件320、第一旋转盘321和第一旋转安装件322,所述第一旋转驱动件320用于驱动所述第一旋转盘321转动,所述第一旋转安装件322的末端固定在所述第一旋转盘321上,所述第一旋转安装件322能够随着所述第一旋转盘321做旋转运动;为了控制所述第一旋转安装件322的旋转角度范围,防止所述第一旋转安装件322过渡旋转而影响附件粘结质量,从而对举升式车窗进行准确的附件粘结,优选地,所述第一粘结底座31上设置有第一止挡件33,所述第一止挡件33的安装方向与水平方向垂直,所述第一止挡件33用于限制所述第一旋转安装件322的旋转运动,当所述第一旋转安装件322旋转运动并且与所述第一止挡件33接触时,所述第一止挡件33能够限制所述第一旋转安装件322继续旋转运动,从而控制所述第一旋转安装件322的旋转范围,以达到对举升式车窗进行准确的附件粘结;具体地,所述第一旋转安装件322的旋转角度范围为0
°
~180
°
,例如0
°
~90
°
,所述第一止挡件33由多个螺栓和螺母彼此互相螺纹连接组成;其中,所述第一旋转安装件322的另一端固定有所述夹紧件34,所述夹紧件34的安装方向与所述第一旋转安装件322的安装方向互相垂直,所述夹紧件34具有与需要粘结的举升式车窗的附件形状相对应的形状,所述夹紧件34用于夹紧固定需要粘结的附件;所述第一旋转安装件322能够在所述第一旋转盘321的旋转作用下,带动所述夹紧件34做旋转运动,并且将位于所述夹紧件34上所固定的附件粘结在举升式车窗的对应位置;为了进一步提高附件粘结的准确性和粘结质量,提高附件粘结的可控制性,优选地,所述夹紧件34为能够升降的夹紧装置;为了提高附件的粘结强度和粘结质量,具体地,所述第一附件粘结装置3还包括第一加热件35,所述第一加热件35设置在所述仿形底座1的内部,所述第一加热件35相对于所述仿形底座1的位置与对应的附件相对于举升式车窗上的位置相同,更具体地,当所述第一旋转安装件322旋转到与所述第一止挡件33接触的位置时,所述第一加热件35位于所述夹紧件34的正下方,所述第一加热件35用于对附件进行加热固化;更优选地,所述第一旋转件32为旋转气缸,所述夹紧件34为夹紧安装气爪。
27.在图4中,所述第二附件粘结装置4包括第二粘结底座41、第二旋转件42、第二止挡件43和吸附支撑件44,所述第二旋转件42固定安装在所述第二粘结底座41的上方,其中,所述第二旋转件42包括第二旋转驱动件420、第二旋转盘421和第二旋转安装件422,所述第二旋转驱动件420用于驱动所述第二旋转盘421转动,所述第二旋转安装件422的末端固定在所述第二旋转盘421上,所述第二旋转安装件422能够随着所述第二旋转盘421做旋转运动;为了控制所述第二旋转安装件422的旋转角度范围,防止所述第二旋转安装件422过渡旋转,并且对举升式车窗进行准确的附件粘结,优选地,所述第二粘结底座41上设置有第二止挡件43,所述第二止挡件43的安装方向与水平方向平行,所述第二止挡件43用于限制所述第二旋转安装件422的旋转运动,当所述第二旋转安装件422旋转运动并且与所述第二止挡件43接触时,所述第二止挡件43能够限制所述第二旋转安装件422继续旋转运动,从而控制
所述第二旋转安装件422的旋转范围,以达到对举升式车窗进行准确的附件粘结;具体地,所述第二旋转安装件422的旋转角度范围为0
°
~180
°
,例如0
°
~90
°
,所述第二止挡件43由多个螺栓和螺母配合组成;其中,所述第二旋转安装件422的另一端设置有所述吸附支撑件44,所述吸附支撑件44的安装方向与所述第二旋转安装件422的延伸方向垂直,其中,所述吸附支撑件44包括驱动主体440、吸附件441和支撑件442,所述驱动主体440固定在所述第二旋转安装件422的一端,所述驱动主体440的安装方向与所述第二旋转安装件422的延伸方向垂直,所述驱动主体440的驱动端固定有所述吸附件441和所述支撑件442,所述吸附件441用于吸附需要粘结的附件,使得附件能够稳定的固定在所述吸附支撑件44上,从而提高了附件粘结的稳定性;所述吸附件441的外围套设有所述支撑件442,所述支撑件442具有与所需要粘结的附件的轮廓相对应的形状,所述支撑件442用于对附件进行仿形支撑定位作用,使得附件能够稳定地与举升式车窗粘结,提高了附件粘结的粘结质量和位置准确性;所述第二旋转安装件422能够在所述第二旋转盘421的旋转作用下,带动所述吸附支撑件44做旋转运动,并且对所述支撑件442外部的附件进行支撑和压紧作用,使得对应的附件能够稳定且准确的粘结在举升式车窗的对应位置上;为了提高附件的粘结强度和粘结质量,具体地,所述第二附件粘结装置4还包括第二加热件45,所述第二加热件45设置在所述仿形底座1的内部,所述第二加热件45相对于所述仿形底座1的位置与对应的附件相对于举升式车窗上的位置相同,所述第二加热件45用于对附件进行加热固化;保证附件与举升式车窗的粘结,以提高附件与举升式车窗的粘结质量;更优选地,所述吸附件441为磁铁,所述支撑件442为具有与对应附件相同形状的仿形定位块。
28.为了对附件进行仿形支撑及准确定位,使得附件能够稳定、准确且牢固的固定在举升式车窗的对应位置上,具体地,如图5和图6所示,根据需要支撑的附件的形状的不同,所述附件支撑装置5包括第一附件支撑装置51和第二附件支撑装置52,所述第一附件支撑装置51和所述第二附件支撑装置52相对于仿形底座1的位置,与对应的附件在举升式车窗上的位置相同;其中,所述第一附件支撑装置51包括支撑座511、支撑连接件512和仿形支撑件513,所述支撑连接件512固定在所述支撑座511上,所述支撑连接件512的支撑面上设置有所述仿形支撑件513;为了更好地对附件进行仿形支撑及定位,提高附件粘结的粘结质量,优选地,所述仿形支撑件513具有与需要粘结的附件相对应的形状;所述第一附件支撑装置51的数量与对应的需要粘结的附件的数量相同;更优选地,所述举升式车窗包括两个所述第一附件支撑装置51,两个所述第一附件支撑装置51均靠近所述仿形底座1的同一条边设置,所述第一附件支撑装置51相对于所述仿形底座1的相对位置,与对应的需要粘结的附件在举升式车窗上的位置相同;在图6中,所述第二附件支撑装置52包括支撑座521、支撑连接件522和仿形支撑件523,所述支撑连接件522固定在所述支撑座521上,所述支撑连接件522的支撑面上设置有所述仿形支撑件523;为了更好地对附件进行仿形支撑及定位,提高附件粘结的粘结质量,优选地,所述仿形支撑件523具有与需要粘结的附件相对应的形状;所述第一附件支撑装置52的数量与对应的需要粘结的附件的数量相同;更优选地,所述举升式车窗包括一个所述第一附件支撑装置52,两个所述第一附件支撑装置52均靠近所述仿形底座1的同一条边设置,所述第一附件支撑装置52相对于所述仿形底座1的相对位置,与对应的需要粘结的附件在举升式车窗上的位置相同。
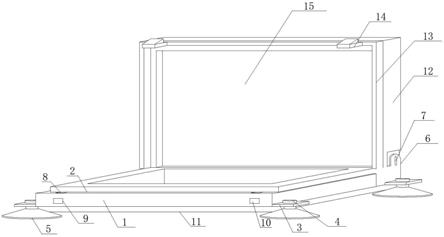
29.在图7中,所述玻璃支撑装置6包括第一支撑气缸61、支撑连接件62、四个支撑吸盘
63和两个第二支撑件64,所述第一支撑气缸61的驱动端与所述支撑连接件62的中心固定连接,所述第一支撑气缸61能够驱动所述支撑连接件62做直线升降运动,所述支撑连接件62的四个顶点上分别固定有所述支撑吸盘63,四个所述支撑吸盘63用于吸附支撑举升式车窗,其中,位于所述支撑连接件62下方两侧分别设置有一个所述第二支撑件64,所述第二支撑件64的滑动端与所述支撑连接件62固定连接,两个所述第二支撑气缸64用于进一步地对所述支撑连接件62进行支撑升降,以提高所述支撑连接件62的支撑稳定性,优选地,所述第二支撑件64包括导轨和移动件,所述移动件固定在所述导轨的滑块上,所述移动件的支撑端与所述支撑连接件62固定连接,所述移动件能够随着所述滑块,在所述导轨的滑轨上做直线往复运动,同时对所述支撑连接件62进行升降支撑;同样的,为了对举升式车窗进行进一步的支撑,提高附件粘结的稳定性,优选地,所述玻璃支撑装置6还包括四个辅助支撑件65,四个所述辅助支撑件65分别靠近对应的所述支撑吸盘63设置,四个所述辅助支撑件65位于所述仿形底座1的内部,所述辅助支撑件65与举升式车窗活动可分离连接,四个所述辅助支撑件65能够推动举升式车窗作直线升降运动从而提升举升式车窗;优选地,所述辅助支撑件65为伸缩气缸,所述辅助支撑件65的驱动端设置有圆形支撑块,所述圆形支撑块用于支撑举升式车窗,所述圆形支撑块能够减小所述辅助支撑件65对举升式车窗表面的损坏。
30.为了提高所述举升式车窗附件粘结机构对举升式车窗的附件粘结的自动化程度,提高举升式车窗的附件粘结的粘结效率,优选地,如图1所示,所述举升式车窗附件粘结机还包括感应件7,所述感应件7位于所述仿形底座1的中间,所述感应件7用于检测举升式车窗是否防止在所述玻璃支撑装置6上,当玻璃放置在所述玻璃支撑装置6上时,所述感应件7能够到感应举升式车窗,并且触发所述玻璃支撑装置6下降,使得举升式车窗落在所述仿形底座1上;当所述举升式车窗附件粘结机构完成对玻璃的附件粘结工序后,所述感应件7能够触发所述玻璃支撑装置6上升,以便于将完成最终的举升式车窗取出;在图1中,为了对所述举升式车窗的附件粘结效率以及粘结质量,满足举升式车窗大批量附件粘结的要求,具体地,所述仿形底座1、所述定位装置2、所述第一粘结装置3、所述第二粘结装置4、所述附件支撑装置5和所述玻璃支撑装置6均固定在工作架8上;为了进一步提高举升式车窗的附件粘结效率,优选地,所述定位装置2和所述第一粘结装置3、所述第二粘结装置4、所述玻璃支撑装置6和所述感应件7互相之间通过控制系统9电连接,并且通过控制系统9进行一体化控制;所述举升式车窗附件粘结机构的定位装置2对玻璃的居中定位工序,以及所述第一粘结装置3对附件的粘结工序、所述第二粘结装置4对附件的粘结工序以及所述玻璃支撑装置6对玻璃的升降支撑工序是同步进行的;更优选地,所述定位装置2和所述第一粘结装置3、所述第二粘结装置4以及所述玻璃支撑装置6和所述感应件7互相之间通过plc系统电连接。
31.以上所述仅为本实用新型的优选实施方式,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化;凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。