1.本发明属于整车装配技术领域,更具体地说,是涉及一种整车车门面差精调工装,本发明还涉及一种整车车门面差精调方法。
背景技术:
2.整车前后车门间隙面差属于整车外观感知高敏感区域,较好的面差可以体现出整车制造精益性,提高整车质量,提高市场认可度。整车前后车门及后门与侧围的面差在装配后直接由车门锁扣位置确定,因考虑制造及装配偏差,锁扣安装基本都是设定可调整。目前多数主机厂在调整整车车门面差常规均直接使用榔头工装对锁扣进行反复矫正,以满足前门与后门,后门与侧围面差,这个过程存在调整时间长,钣金及漆面损伤风险大等因素,降低整车下线效率及整车质量,带来较高的成本损失,这种情况下,一种能精准调试且能规避整车损伤的工装很有设计必要。综上,现有技术中的整车车门面差常规均直接使用榔头工装对锁扣进行反复矫正,以满足前门与后门,后门与侧围面差,这个过程存在调整时间长,钣金及漆面损伤风险大等因素。
技术实现要素:
3.本发明所要解决的技术问题是:针对现有技术不足,提供一种结构简单,操作方便,能够方便快捷对整车车门面差进行精准调整,使得误差控制在设定的标准面差数值范围,提高整车装配精度,同时调试过程不会对整车及其附件带来表面和结构上的损伤,且可一次装调就满足调整要求,降低劳动强度,提高效率的整车车门面差精调工装。
4.要解决以上所述的技术问题,本发明采取的技术方案为:
5.本发明为一种整车车门面差精调工装,所述的整车车门面差精调工装包括滑动尺、底座,所述的底座设置为呈u字形结构,底座底部的安装位安装刻度板的刻度板本体,刻度板板件垂直于刻度板本体向安装位外侧延伸,滑动尺一端设置滑套,滑套活动套装在刻度板板件上,底座背面设置带胶垫磁铁。
6.所述的刻度板板件与滑动尺设置为平行布置的结构,滑套设置为能够相对于刻度板板件滑动的结构。
7.所述的底座底部的安装位设置可调垫片,刻度板本体通过刻度板紧固螺钉固定安装在安装位。
8.所述的刻度板本体上还设置刻度板定位销,刻度板定位销穿过刻度板本体延伸到可调垫片上的定位孔内。
9.所述的底座的安装位外侧边设置提手绳。
10.所述的底座每个端部位置分别设置一个弯折的小脚台。
11.所述的刻度板的刻度板本体与刻度板板件为一体式结构,滑动尺与滑套为一体式结构。
12.本发明还涉及一种步骤简单,操作方便,能够方便快捷对车门面差进行精准调整,
使得误差控制在设定的标准面差数值范围,提高整车装配精度,同时调试过程不会对整车及其附件带来表面和结构上的损伤,且可一次装调就满足调整要求,降低劳动强度,提高效率的整车车门面差精调方法,所述的整车车门面差精调方法的精调步骤为:
13.s1.将车门装配到车身,带车门的车身流动到门盖装调工位,使用对应的锁扣紧固螺钉将锁扣半紧固到车身上,然后关闭一次车门,通过车门运动过程中锁体与锁扣外侧的锁销接触,进行自平衡,找准锁扣的z方向位置,同时使用面差尺记录下车门到对应匹配件的面差值;
14.s2.打开车门,将工装定位到车身上,定位方式:使用刻度板板件和滑动尺形成的u形槽卡住锁扣外侧的锁销,限制工装的z方向,让底座上的两处小脚台与车身侧围侧部的翻边面接触,限制工装的y方向,同时底座背面与车身侧围表面接触,限制工装的x方向,带胶垫磁铁吸附在车身侧围,工装安装到位;
15.s3.滑动工装上的滑动尺,让滑动尺与锁扣外侧的锁销接触,检查滑动尺与刻度板板件上的刻度线的对齐位置,松开锁扣紧固螺钉,调整锁扣的y方向位置,取下工装,关闭车门,检查匹配状态;
16.s4.如果面差值未达到设定的标准数值范围,重复步骤s3、步骤s4,继续进行调整,直至实际值满足设定的标准数值要求。
17.所述的步骤s1中,车门在分装线完成附件装配后,依靠车门铰链装配到车身上,带车门的车身依靠线体流动到门盖装调工位。
18.采用本发明的技术方案,能得到以下的有益效果:
19.本发明所述的整车车门面差精调工装,针对现有技术中存在的不足提出全新的改进方案。为了能对工装使用过程中进行稳固定位,采用了3
‑2‑
1方式进行限位,即6个自由度进行约束,设计了刻度板板件和滑动尺形成的u形槽,用于限制z方向,利用刻度板板件和滑动尺中间的u形槽和锁扣外侧的锁销匹配,保持单侧0.1mm的间隙量(即u形槽宽度尺寸=锁扣锁销直径 0.2mm),此设计目的是锁扣z方向在车门装车后位置已经确定,可以采用较大力关闭一次车门,进行自平衡,找准z向位置;设计了一个仿侧围钣金面形状的u字形的底座,底座大面与锁扣的安装面匹配,限位工装的x方向,同时底座伸出了两个翻边弯折的小脚台,与车身侧围的止口边面(翻边面)配合,限位工装的y方向;同时底座下部设计有个或更多的圆形的带胶垫磁铁,可以将工装吸附到锁扣安装的侧围钣金面上。由于在调试过程中可能存在不取下工装的情况,而车门关闭后车门与侧围钣金间隙较小,在刻度板与底座中间设计了连接垫片,可以根据实际情况进行调整;为了能精确识别出锁销位置,本工装设计了滑动尺,可以相对于刻度板板件双向滑移,当滑动尺与锁扣外侧的锁销接触时,可以精确识别出锁扣外侧的锁销位置刻度,同时,为了防止滑动尺意外划出刻度板板件,在刻度板板件上设计了滑动尺限位块;此外,为了能在调整完毕后轻松取下工装,在工装底座上有设计提手绳。本发明所述的整车车门面差精调工装,结构简单,操作方便,能够方便快捷对车门面差进行精准调整,使得误差控制在设定的标准面差数值范围,提高整车装配精度,同时调试过程不会对整车及其附件带来表面和结构上的损伤,且可一次装调就满足调整要求,降低劳动强度,提高效率。
附图说明
20.下面对本说明书各附图所表达的内容及图中的标记作出简要的说明:
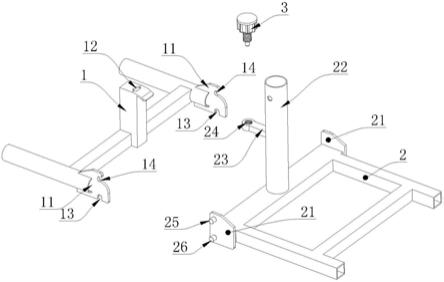
21.图1为本发明所述的整车车门面差精调工装的结构示意图;
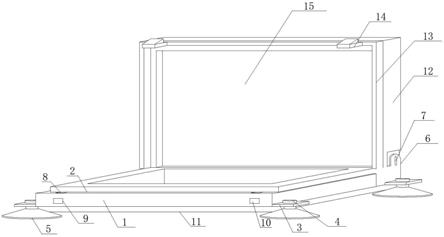
22.图2为本发明所述的整车车门面差精调工装的背面结构示意图;
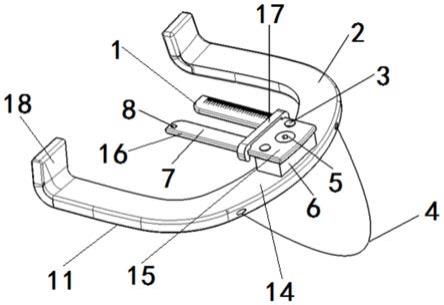
23.图3为本发明所述的整车车门面差精调工装使用中的示意图;
24.附图中标记分别为:1
‑
滑动尺;2
‑
底座;3
‑
刻度板定位销;4
‑
提手绳;5
‑
刻度板紧固螺钉;6
‑
可调垫片;7
‑
刻度板;8
‑
滑动尺限位块;9
‑
带胶垫磁铁;10
‑
车身侧围;11
‑
工装;12
‑
锁扣;13
‑
锁扣紧固螺钉;14
‑
安装位;15
‑
刻度板本体;16
‑
刻度板板件;17
‑
滑套;18
‑
小脚台;19
‑
锁销;20
‑
翻边面。
具体实施方式
25.下面对照附图,通过对实施例的描述,对本发明的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理等作进一步的详细说明:
26.如附图1
‑
附图3所示,本发明为一种整车车门面差精调工装,所述的整车车门面差精调工装包括滑动尺1、底座2,所述的底座2设置为呈u字形结构,底座2底部的安装位14安装刻度板7的刻度板本体15,刻度板板件16垂直于刻度板本体15向安装位14外侧延伸,滑动尺1一端设置滑套17,滑套17活动套装在刻度板板件16上,底座2背面设置带胶垫磁铁9。上述结构,针对现有技术中存在的不足提出全新的改进方案。为了能对工装使用过程中进行稳固定位,采用了3
‑2‑
1方式进行限位,即6个自由度进行约束,设计了刻度板板件16和滑动尺1形成的u形槽,用于限制z方向,利用刻度板板件16和滑动尺1中间的u形槽和锁扣外侧的锁销匹配,保持单侧0.1mm的间隙量(即u形槽宽度尺寸=锁扣锁销直径 0.2mm),此设计目的是锁扣z方向在车门装车后位置已经确定,可以采用较大力关闭一次车门,进行自平衡,找准z向位置;设计了一个仿侧围钣金面形状的u字形的底座2,底座2大面与锁扣的安装面匹配,限位工装11的x方向,同时底座伸出了两个翻边弯折的小脚台,与车身侧围的止口边面(翻边面)配合,限位工装的y方向;同时底座下部设计有4个或更多的圆形的带胶垫磁铁,可以将工装吸附到锁扣安装的侧围钣金面上。由于在调试过程中可能存在不取下工装的情况,而车门关闭后车门与侧围钣金间隙较小,所以在刻度板与底座中间设计了连接垫片(厚度0.1mm
‑
0.5mm),可以根据实际情况进行调整;为了能精确识别出锁销位置,本工装设计了滑动尺,可以相对于刻度板板件双向滑移,当滑动尺与锁扣外侧的锁销接触时,可以精确识别出锁扣外侧的锁销位置刻度,同时,为了防止滑动尺7意外划出刻度板板件16,在刻度板板件上设计了滑动尺限位块8;此外,为了能在调整完毕后轻松取下工装,在工装底座上有设计提手绳4。本发明所述的整车车门面差精调工装,结构简单,操作方便,能够方便快捷对整车车门面差进行精准调整,使得误差控制在设定的标准面差数值范围,提高整车装配精度,同时调试过程不会对整车及其附件带来表面和结构上的损伤,且可一次装调就满足调整要求,降低劳动强度,提高效率。
27.所述的刻度板板件16与滑动尺1设置为平行布置的结构,滑套17设置为能够相对于刻度板板件16滑动的结构。上述结构,通过滑动滑套,滑套相对于刻度板板件移动,滑动尺相对于刻度板板件发生位置移动,这样,可以精确识别出锁扣外侧的锁销位置刻度。
28.所述的底座2底部的安装位14设置可调垫片6,刻度板本体15通过刻度板紧固螺钉5固定安装在安装位14。上述结构,由于在调试过程中可能存在不取下工装的情况,而车门关闭后车门与侧围钣金间隙较小,所以在刻度板与底座中间设计了连接垫片(厚度0.1mm
‑
0.5mm),可以根据实际情况进行调整,可调垫片数量可变。
29.所述的刻度板本体15上还设置刻度板定位销3,刻度板定位销3穿过刻度板本体15延伸到可调垫片6上的定位孔内。
30.所述的底座2的安装位14外侧边设置提手绳4。
31.所述的底座2每个端部位置分别设置一个弯折的小脚台18。
32.所述的刻度板7的刻度板本体15与刻度板板件16为一体式结构,滑动尺1与滑套17为一体式结构。
33.本发明还涉及一种步骤简单,操作方便,能够方便快捷对车门面差进行精准调整,使得误差控制在设定的标准面差数值范围,提高整车装配精度,同时调试过程不会对整车及其附件带来表面和结构上的损伤,且可一次装调就满足调整要求,降低劳动强度,提高效率的整车车门面差精调方法,所述的整车车门面差精调方法的精调步骤为:
34.s1.将车门装配到车身,带车门的车身流动到门盖装调工位,使用对应的锁扣紧固螺钉13将锁扣12半紧固到车身上,然后关闭一次车门,通过车门运动过程中锁体与锁扣12外侧的锁销19接触,进行自平衡,找准锁扣12的z方向位置,同时使用面差尺记录下车门到对应匹配件的面差值(车门到对应匹配件,指整车前车门与车身侧围或后车门与车身侧围或前车门与后车门);s2.打开车门,将工装11定位到车身上,定位方式:使用刻度板板件16和滑动尺1形成的u形槽卡住锁扣12外侧的锁销19,限制工装11的z方向,让底座2上的两处小脚台18与车身侧围10侧部的翻边面20接触,限制工装11的y方向,同时底座2背面与车身侧围10表面接触,限制工装2的x方向,带胶垫磁铁9吸附在车身侧围10,工装2安装到位;s3.滑动工装11上的滑动尺1,让滑动尺1与锁扣12外侧的锁销19接触,检查滑动尺1与刻度板板件16上的刻度线的对齐位置,松开锁扣紧固螺钉13,调整锁扣12的y方向位置,取下工装11,关闭车门,检查匹配状态;s4.如果面差值未达到设定的标准数值范围,重复步骤s3、步骤s4,继续进行调整,直至实际值满足设定标准数值要求。
35.所述的步骤s1中,车门在分装线完成附件装配后,依靠车门铰链装配到车身上,带车门的车身依靠线体流动到门盖装调工位。
36.本发明所述的整车车门面差精调工装,针对现有技术中存在的不足提出全新的改进方案。为了能对工装使用过程中进行稳固定位,采用了3
‑2‑
1方式进行限位,即6个自由度进行约束,设计了刻度板板件和滑动尺形成的u形槽,用于限制z方向,利用刻度板板件和滑动尺中间的u形槽和锁扣外侧的锁销匹配,保持单侧0.1mm的间隙量(即u形槽宽度尺寸=锁扣锁销直径 0.2mm),此设计目的是锁扣z方向在车门装车后位置已经确定,可以采用较大力关闭一次车门,进行自平衡,找准z向位置;设计了一个仿侧围钣金面形状的u字形的底座,底座大面与锁扣的安装面匹配,限位工装的x方向,同时底座伸出了两个翻边弯折的小脚台,与车身侧围的止口边面(翻边面)配合,限位工装的y方向;同时底座下部设计有个或更多的圆形的带胶垫磁铁,可以将工装吸附到锁扣安装的侧围钣金面上。由于在调试过程中可能存在不取下工装的情况,而车门关闭后车门与侧围钣金间隙较小,在刻度板与底座中间设计了连接垫片,可以根据实际情况进行调整;为了能精确识别出锁销位置,本工装设
计了滑动尺,可以相对于刻度板板件双向滑移,当滑动尺与锁扣外侧的锁销接触时,可以精确识别出锁扣外侧的锁销位置刻度,同时,为了防止滑动尺意外划出刻度板板件,在刻度板板件上设计了滑动尺限位块;此外,为了能在调整完毕后轻松取下工装,在工装底座上有设计提手绳。本发明所述的整车车门面差精调工装,结构简单,操作方便,能够方便快捷对车门面差进行精准调整,使得误差控制在设定的标准面差数值范围,提高整车装配精度,同时调试过程不会对整车及其附件带来表面和结构上的损伤,且可一次装调就满足调整要求,降低劳动强度,提高效率。
37.上面结合附图对本发明进行了示例性的描述,显然本发明具体的实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种改进,或未经改进将本发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。