1.本实用新型涉及工装夹具技术领域,具体涉及到一种异型零件内孔加工夹具。
背景技术:
2.在机械加工设备过程中,夹具是其不可缺少的一部分,也是影响加工精度和加工效率的一个重要因素。
3.近年来,装配式凸轮轴作为一种新型内燃机零件,已经适应了汽车工业轻量化、高性能、低排放和低成本的发展趋势,世界上越来越多的汽车制造厂家将装配式凸轮轴用于高性能发动机上。但为了满足使用要求及装配工艺要求需要对凸轮片内孔进行加工,现有车削加工内孔工艺装夹非常繁琐,每加工一个凸轮片都需要经历:放入凸轮片
→
装压板
→
紧螺丝
→
内孔加工
→
松螺丝
→
卸压板
→
取凸轮片,对这类异型零件内孔加工过程中存在定位不精确和效率低的问题。鉴于此,提供一种异型零件内孔加工夹具对提高加工效率及加工精度有十分重要意义。
技术实现要素:
4.针对上述不足,本实用新型的目的是提供一种异型零件内孔加工夹具,可有效解决现有异型零件内孔加工过程中存在的定位不精确和效率低的问题。
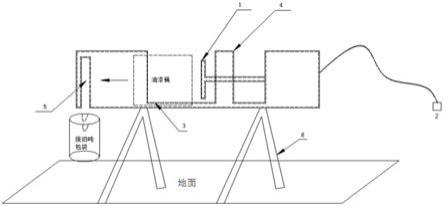
5.为达上述目的,本实用新型所采用的技术方案是:提供一种异型零件内孔加工夹具,包括夹具主体,夹具主体的上表面设置有异型零件定位孔,异型零件定位孔下方设置有异型件仿形轮廓凹槽和过气孔,夹具主体的侧面设置有通气孔一和通气孔二,夹具主体的下表面设置有通气孔三,夹具主体内部设置有直角通气管道,直角通气管道一端通过通气孔三与旋转气管接头连接,旋转气管接头下端连接有通气复合管,直角通气管道另一端通过通气孔二与通气复合管连接,通气复合管通过通气孔一与气缸连接,气缸设置有气动单向电磁阀,气缸一侧与压紧块连接,压紧块与异型件仿形轮廓凹槽之间有压缩空腔,通气复合管内层为橡胶管,通气复合管外层为通气软管。
6.本实用新型的有益效果是:本实用新型提供了一种异型零件内孔加工夹具,将该加工夹具装置主体装夹在数控车床三爪卡盘上,压缩空气首先通过旋转气管接头进入夹具主体,旋转气管接头保证夹具在高速旋转过程中与之相连的通气复合管不会被夹具旋转而带动缠绕在一起,旋转气管接头可以保证夹具正常旋转,但输入压缩空气的软管不会旋转,压缩空气穿过夹具主体后进入通气复合管进入气缸中,通过气缸和旋转气管接头,控制压缩空气的压紧力,气缸伸长或压缩从而带动压紧块压前进压紧或后退放松,从而实现异型件的上料夹紧和下料放松功能,实现快速装夹与精准定位,提高加工效率和加工精度;通气孔间通过通气复合管连接,内层为橡胶管,可保证输送压缩空气中的气密性,外层为通气软管,使得通气复合管具有一定的伸缩性,可增加输送压缩空气的平稳性,同时减缓开始和停止输送压缩空气的冲击力。使用时:放入凸轮片
→
自动夹紧
→
内孔加工
→
取凸轮片,整个加工装夹过程中简单、便捷、快速。
7.进一步地,夹具主体的上部和下部均为圆柱体,且上部圆柱体的直径大于下部圆柱体。
8.采用上述进一步技术方案的有益效果是:夹具主体的上部和下部均为圆柱体,且上部圆柱体的直径大于下部圆柱体,更方便于将该加工夹具装置主体装夹在数控车床三爪卡盘上。
9.进一步地,旋转气管接头连接有压缩气体控制装置。
10.采用上述进一步技术方案的有益效果是:通过压缩气体控制装置,控制压缩气体的输送,从而实现气缸伸长或压缩从而带动压紧块压前进压紧或后退放松。
11.进一步地,旋转气管接头为高速旋转气管接头。
12.采用上述进一步技术方案的有益效果是:保证输气管不被夹具或三爪卡盘旋转而缠绕;主要功能是保证夹具旋转过程中由气缸所带来的离心力可以更小,以便保证夹具旋转过程中的平稳性;同时通过高速旋转气管接头的旋转排除输气管被缠绕的风险,且旋转速度更快,使得提供更强的压紧力。
13.进一步地,气缸为微型针型螺纹迷你气缸。
14.采用上述进一步技术方案的有益效果是:微型针型螺纹迷你气缸减小离心力对夹具的影响,通过控制器调节压缩空气进入气缸的压力,从而调节异型零件压紧或放松,使装夹过程更加简单、便捷。
附图说明
15.图1为本实用新型的结构示意图;
16.图2为本实用新型的夹具主体示意图;
17.图3为本实用新型的局部放大图;
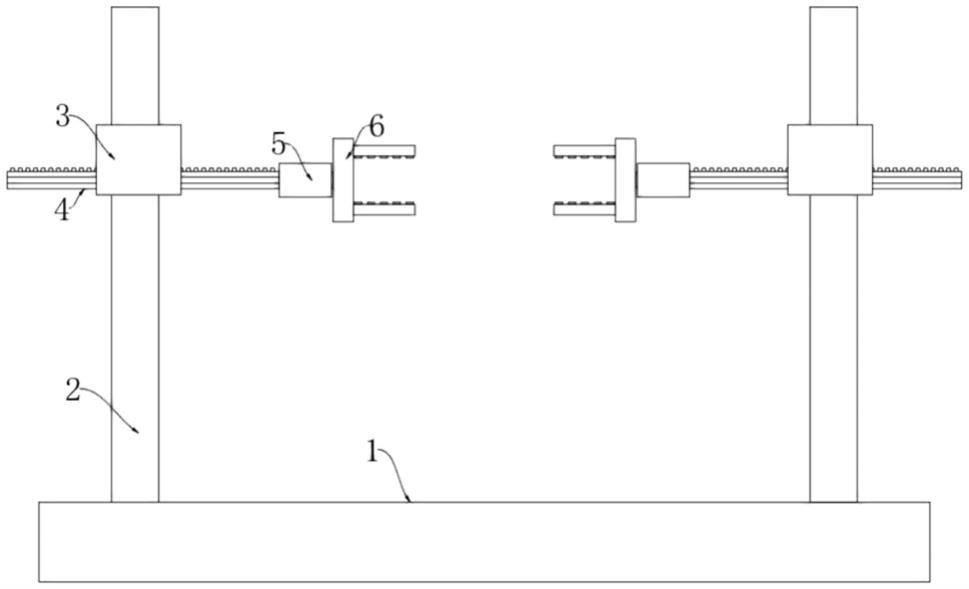
18.图4为本实用新型的立体示意图;
19.其中,1、旋转气管接头;2、夹具主体;3、通气复合管;4、气缸;5、压紧块;6、直角通气管道;7、异型零件定位孔;8、异型件仿形轮廓凹槽;9、过气孔;10、气动单向电磁阀;11、压缩空腔;12、通气孔一;13、通气孔二;14、通气孔三;15、通气复合管内层;16、通气复合管外层。
具体实施方式
20.下面结合附图对本实用新型的具体实施方式做详细的说明。
21.本实用新型的一个实施例中,如图1
‑
4所示,提供了一种异型零件内孔加工夹具,包括夹具主体2,夹具主体2的上部和下部均为圆柱体,且上部圆柱体的直径大于下部圆柱体,夹具主体2的上表面设置有异型零件定位孔7,异型零件定位孔7下方设置有异型件仿形轮廓凹槽8和过气孔9,夹具主体的侧面设置有通气孔一12和通气孔二13,夹具主体2的下表面设置有通气孔三14,夹具主体2内部设置有直角通气管道6,直角通气管道6一端通过通气孔三14与旋转气管接头1连接,旋转气管接头1为高速旋转气管接头,旋转气管接头1连接有压缩气体控制装置,旋转气管接头1下端连接有通气复合管3,直角通气管道6另一端通过通气孔二13与通气复合管3连接,通气孔间通过通气复合管3连接,通气复合管内层15为橡胶管,可保证输送压缩空气中的气密性,通气复合管外层16为通气软管,使得通气复合管具有
一定的伸缩性,可增加输送压缩空气的平稳性,同时减缓开始和停止输送压缩空气的冲击力;通气复合管3通过通气孔一12与气缸4连接,气缸4为微型针型螺纹迷你气缸,气缸4设置有气动单向电磁阀10,气缸4一侧与压紧块5连接,压紧块5与异型件仿形轮廓凹槽8之间有压缩空腔11,将该加工夹具装置主体装夹在数控车床三爪卡盘上,压缩空气首先通过旋转气管接头1进入夹具主体2,旋转气管接头1保证夹具在高速旋转过程中与之相连的通气复合管3不会被夹具旋转而带动缠绕在一起,旋转气管接头1可以保证夹具正常旋转,但输入压缩空气的通气复合管3不会旋转,压缩空气穿过夹具主体后进入通气复合管3进入气缸中,通过气缸4和旋转气管接头1,控制压缩空气的压紧力,气缸4伸长或压缩从而带动压紧块5压前进压紧或后退放松,从而实现异型件的上料夹紧和下料放松功能,实现快速装夹与精准定位,提高加工效率和加工精度。
22.使用时,将本实用新型异型零件内孔加工夹具装夹在数控车床三爪卡盘上,整个过程为:放入凸轮片
→
自动夹紧
→
内孔加工
→
取凸轮片,简单、便捷、快速。
23.虽然结合附图对本实用新型的具体实施方式进行了详细地描述,但不应理解为对本专利的保护范围的限定。在权利要求书所描述的范围内,本领域技术人员不经创造性劳动即可作出的各种修改和变形仍属本专利的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。